1
Изобретение относится к литейнбму производству и может быть использовано преимущественно для изготовления литых заготовок инструмента с внутренними каналами для подвода смазоч- но-охлаждающей жидкости и имеющих хвостовую и рабочую части.
Цель изобретения - расширение технологических возможностей.
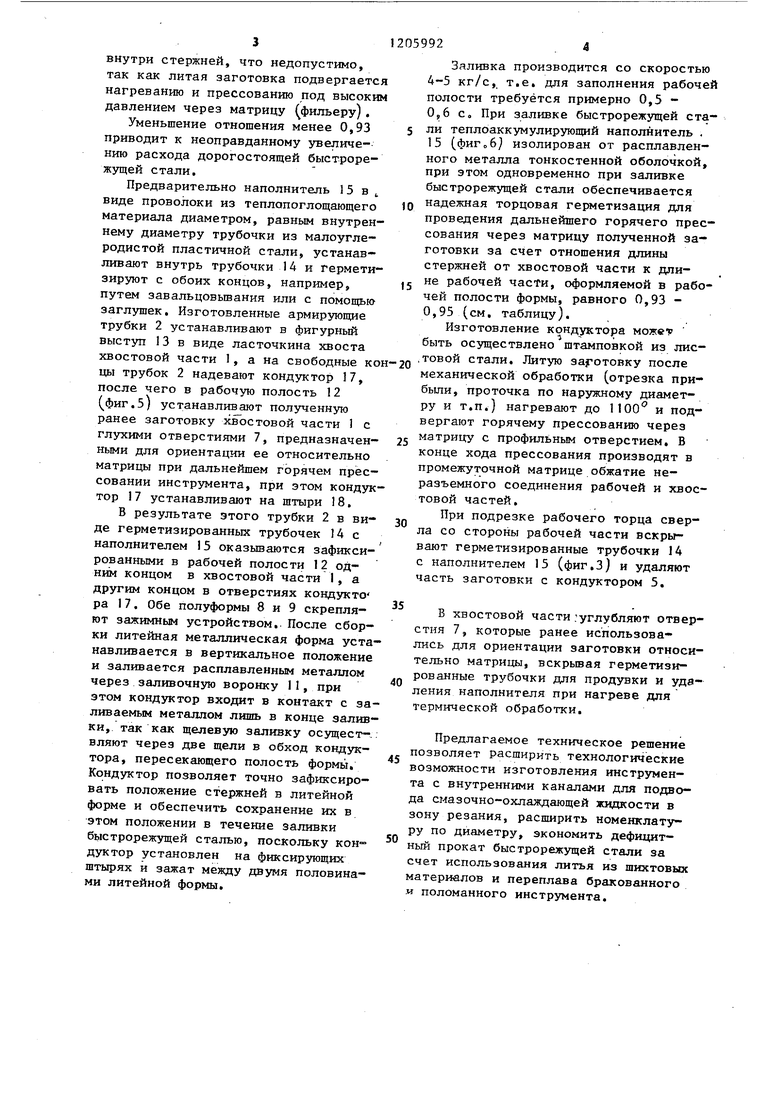
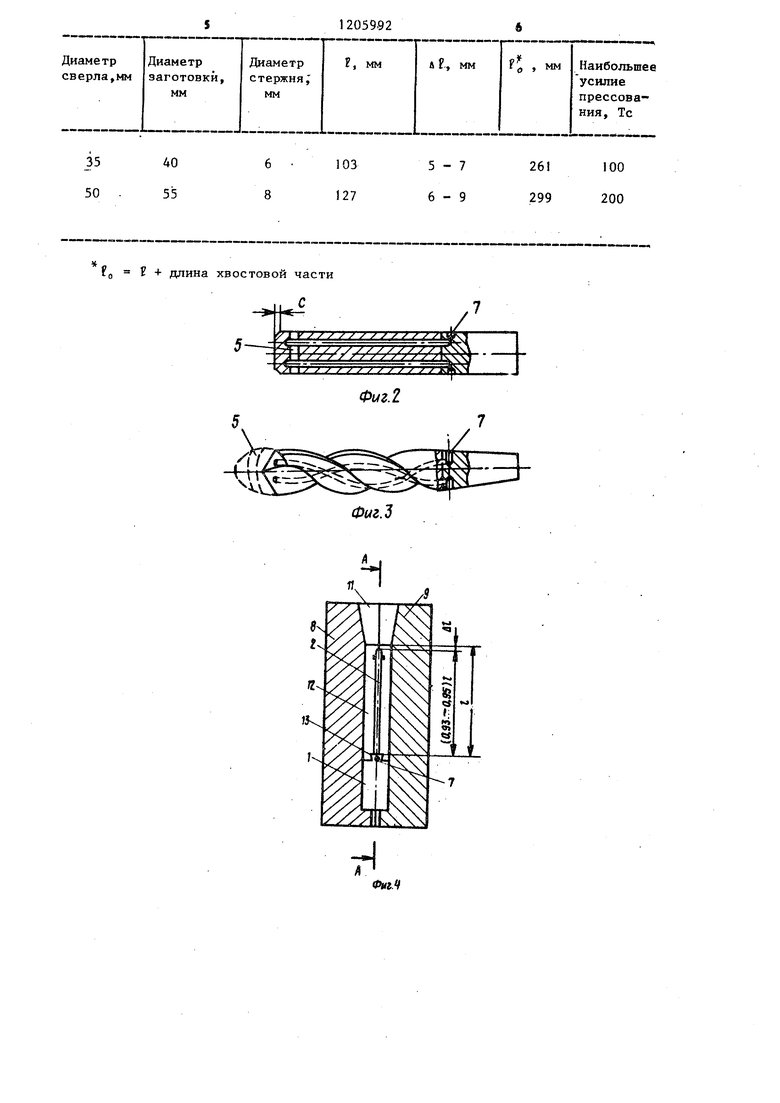
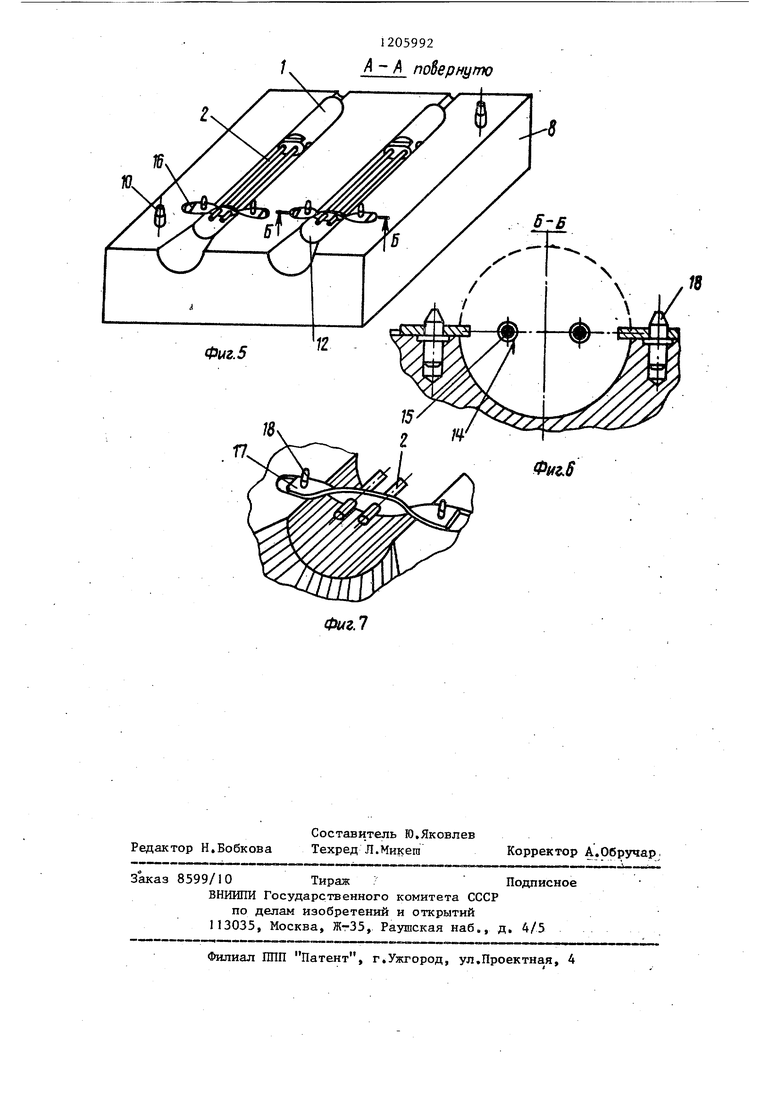
На фиг о 1 изображена литая заготовка после извлечения из литейной металлической формыI на фиг,2 то же после отрезки прибылиj торцовки и проточки по наружному диаметру; на фиг.З - то же, после горячего прессования через матрицу (фильеру), подрезки торца и вскрытия герметизированных трубочек; на - литейная металлическая форма для изготовле- ния отливок инструмента с хвостовой и рабочей частями и внутренними каналами для подвода смазочно-охлаждаю щей жидкости; на фиг«5 - разрез на фиг.4;. на фиг«6 - разрез Б-Б на фиго5| на фиг«7 - кондуктор для фиксации стержней, аксонометрия
Литая заготовка состоит из хвостовой части 1, выполненной из конструкционной стали, армирующих трубок 2 в виде оболочек из герметизированных трубочек, заполненных теплопог лощающим материалом (например, латунью) и закрепленных одним концом в хвостовой части 1 заготовки, рабочей части 3, выполненной из литой быстрорежзш1ей стали, связанных между собой неразъемным соединением при заливке быстрорежущей стали, прибыли 4, через которую, осуществляется питание отливки. Кондуктор 5 с отверстиями 6 фиксирует армирующие трубки 2 в литейной форме. На фиг.1 - 3 показан один из возможных вариантов кондуктора, состоящего из двух пласг тин. Кроме того, в хвостовой части 1 выполнены глухие отверстия 7 для ориентации заготовки при горячем прессовании сверл относительно мат.рицы фильеры)
Литейная металлическая форма для
изготовления отливок заготовок инструмента с хвостовой и рабочей частя- ми и внутренними каналами для подвода смазочно-охлаждающей жидкости содержит разъемные полуформы 8 и 9, зафиксированные относительно одна другой штырями 10 и соответствующими отверстиями (не показаны) в сопрягаемой части , зажимное устройство
0599,22
Для скрепления частей формы (не по казано), заливочную воронку 11, рабочую полость 12, хвостовую часть 1 с фигурным выступом 13, армирующие
5 трубки 2, например, в виде герметизированных стальных трубочек 14, заполненных теплопоглощающим теплопроводным материалом 15 на медной основе, например латунью, В качестве на10 полнителя оболочек используют материалы, имеющие температуру плавления ниже температуры нагрева литой заготовки для пластической деформации, поскольку наполнитель заключен
5 в оболочке В качестве оболочки используют материалы, имеющие температуру плавления быстрорежущей стали„ Кроме того, в литейной форме выполнены углубления 16 для установ20 ки кондуктора в разъеме формы. Кондуктор выполнен из одной пластины 17 с отверстиями для направления армиру- ющих трубок 2 и отверстиями для фик сации на штырях 18 в плоскости разъ-
25 ема относительно литейной формы и относительно друг друга.
Изготовление литых заготовок с
хвостовой и рабочей частями и внутренними каналами для подвода смазочно-охлаждающей жидкости осзпцествля- ется следующим образом.
Учитывая значительное усилие горячего прессования через матрицу ( фильеру) литой заготовки, необходимо обеспечить надежную герметизацию на-.
полнителя со стороны торца рабочей части после отрезки прибыли, которую отделяют от литой заготовки при помощи вулканитого круга толщиной 1,5 ммо Данное техническое решение позволяет благодаря -&. расширить технологические возможности, исключить изготовление и установку специальных заглушек и обеспечить надежную герметизацию наполнителя, заключенного в данной оболочке толщиной около 1 мм, при дальнейшем горячем прес- совании литой заготовки. Кроме того, наличие стержней в виде холодильников в литейной форме позволяет создать та- такие условия &- у фазовых превращений в отливке и на переходе отливки в прибыль, при которых фазовые превращения в этих местах значительно опережают фазовые превращения в
металле прибыли.
Увеличение указанного отношения выше 0,95 уменьшает надежность герметизации наполнителя, заключенного
30
внутри стержней, что недопустимо, так как литая заготовка подвергается нагреванию и прессованию под высоким давлением через матрицу (фильеру).
Уменьшение отношения менее 0,93 приводит к неоправданному увеличению расхода дорогостоящей быстрорежущей стали.
Предварительно наполнитель 15 в виде проволоки из теплапоглощающего материала диаметром, равным внутреннему диаметру трубочки из малоуглеродистой пластичной стали, устанавливают внутрь трубочки 14 и герметизируют с обоих концов, например, путем завальцовывания или с помощью заглушек. Изготовленные армирующие трубки 2 устанавливают в фигурный выступ I3 в виде ласточкина хвоста хвостовой части 1, а на свободные ко цы трубок 2 надевают кондуктор 17, после чего в рабочую полость 12 (фиг,5) устанавливают полученную ранее заготовку хвостовой части 1 с глухими отверстиями 7, предназначенными для ориентации ее относительно матрицы при дальнейшем горячем прессовании инструмента, при этом конд5гк тор 17 устанавливают на штыри 18,
В результате этого трубки 2 в виде герметизированных трубочек 14 с наполнителем 15 оказываются зафикси- рованными в рабочей полости 12 одним концом в хвостовой части 1, а другим концом в отверстиях кондукто ра 17, Обе полуформы 8 и 9 скрепляют зажимным устройством. После сборки литейная металлическая форма устанавливается в вертикальное положение и заливается расплавленным металлом через заливочную воронку 11, при этом кондуктор входит в контакт с заливаемым металлом лишь в конце заливки, так как щелевую заливку осуществляют через две щели в обход кондуктора, пересекающего полость формы. Кондуктор позволяет точно зафиксировать положение стержней в литейной форме и обеспечить сохранение их в этом положении в течение заливки быстрорежущей сталью, поскольку кон дуктор установлен на фиксирующих штырях и зажат между двумя половинами литейной формы.
Заливка производится со скоростью 4-5 кг/с, т,е, для заполнения рабочей полости требуется примерно 0,5 - 0,6 Со При заливке быстрорежущей стали теплоаккумулирующий наполнитель . 15 (фиг о6 изолирован от расплавленного металла тонкостенной оболочкой, при этом одновременно при заливке быстрорежущей стали обеспечивается
надежная торцовая герметизация для проведения дальнейшего горячего прессования через матрицу полученной заготовки за счет отношения длины стержней от хвостовой части к длине рабочей части, оформляемой в рабочей полости формы, равного 0,93 - 0,95 (см, таблицу).
Изготовление кондуктора может быть осуществлено штамповкой из лис20
30
,товой стали. Литую заготовку после
механической обработки (отрезка при- бьши, проточка по наружному диаметру и т,п,) нагревают до ПОО и подвергают горячему прессованию через 25 матрицу с профильным отверстием, В конце хода прессования производят в промежуточной матрице обжатие неразъемного соединения рабочей и хвостовой частей.
При подрезке рабочего торца сверла со стороны рабочей части вскрывают герметизированные трубочки 14 с наполнителем 15 (фиг,3) и удаляют часть заготовки с кондуктором 5,
В хвостовой части . углубляют отверстия 7, которые ранее использовались для ориентации заготовки относительно матрицы, вскрьшая герметизированные трубочки для продзшки и удаления наполнителя при нагреве для термической обработки.
Предлагаемое техническое решение позволяет расширить технологические возможности изготовления инструмента с внутренними каналами для подвода смазочнс-охлаждающей жидкости в зону резания, расширить номенклатуру по диаметру, экономить дефицитный прокат быстрорежущей стали за счет использования литья из шихтовых атериалов и переплава бракованного поломанного инструмента.
fo + длина хвостовой части
С
f f f f
V///////////7 U
f A 7 f 1 X if AV NTI
f j f j j f- T-T-fS I
Фиг.1
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления концевого режущего инструмента | 1981 |
|
SU946713A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГОРЯЧЕГО И ХОЛОДНОГО ПРЕССОВАНИЯ И ШТАМПОВКИ | 1996 |
|
RU2111085C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМОМАТРИЧНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2023 |
|
RU2808763C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| Спиральное литое сверло | 1960 |
|
SU137372A1 |
| Способ получения биметаллических отливок | 1990 |
|
SU1775222A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2010 |
|
RU2440869C1 |
| Способ изготовления концевого режущего инструмента | 1978 |
|
SU887076A1 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |

А-fii повернуто
Фиг. 7
Редактор Н.Бобкова
Составитель Ю.Яковлев Техред Л.Микега
8599/10 Тираж 7Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Жг35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектна я, 4
Корректор А..
| ЭЛЕКТРОПРИВОД ПЕРЕМЕННОГО ТОКА | 1994 |
|
RU2074500C1 |
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
| Гудок с вибрирующей мембраной | 1925 |
|
SU1937A1 |
| Патент США № 2844855, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| ЛИТЕЙНАЯ МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ: ОТЛИВОК ИНСТРУМЕНТА С ВНУТРЕННИМИ КАНАЛАМИ ;ОХЛАЖДЕНИЯ и хвостовой и рабочей частями, содержащая разъемные полуформы с расположенными в их рабочей полости армирующими трубками, зафиксированными одними концами в кондукторе, о тличающаяся тем, что, с целью расширения технологических вйзможностей, она снабжена сменным металлическим вкладышем, выполненным в виде хвостовой части заготовки, и в нем армирующие трубки зафиксированы другими концами, причем отношение длины армирующих трубок от хвостовой части заготовки к длине рабочей полости формы составляет 0,93 - 0,95 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма по п | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
