1
Известен способ изготовления втулок, включающий операции образования на продольных кромках ленты фасок; резки ее на заготовки, гибки и последующей калибровки путем пропускания установленной па оправке заготовки через ряд последовательно расположенных фильер.
Недостатком известного способа является невозможность соблюдения необходимых допусков по длине втулок, а также получения плотного стыка (продольного шва).
С целью повыщения точности и обеспечения плотности стыка по предложенному способу перед гибкой ленту прокатывают с одновременным образованием на продольных кромках фасок, а в процессе калибровки стенку заготовки утоняют на 3-5%, а диаметр уменьшают на 6-7%.
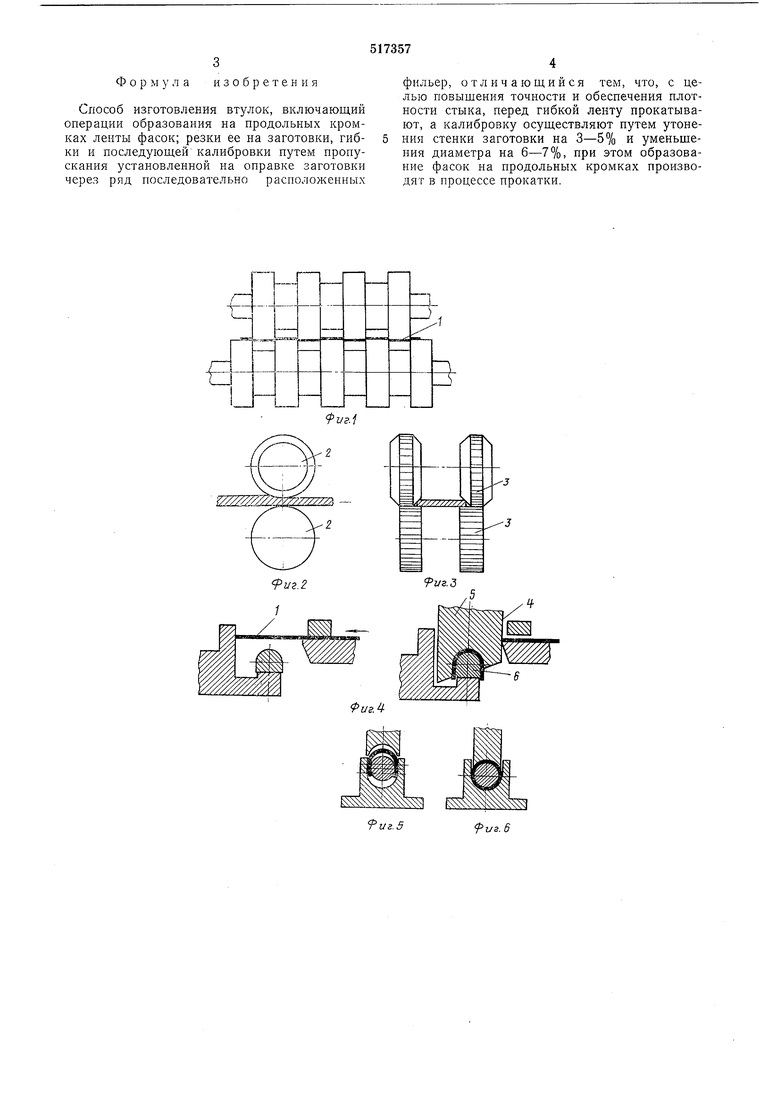
На фиг. 1 ноказана операция резки на заготовки; на фиг. 2 и 3 - операция прокатки с образованием на продольных кромках фасок; на фиг. 4 - операция предварительной гибки; на фиг. 5, 6 - операция окончательной гибки; на фиг. 7 - операция калибровки.
Широкий рулон разделяют на ленты 1 с жестким допуском по ширине на дисковых ножницах. Затем ленту 1 прокатывают между валкамн 2 с повышением точности ее по
толщине и с одновременным образованием при помощи валков 3 фасок на продольных кромках.
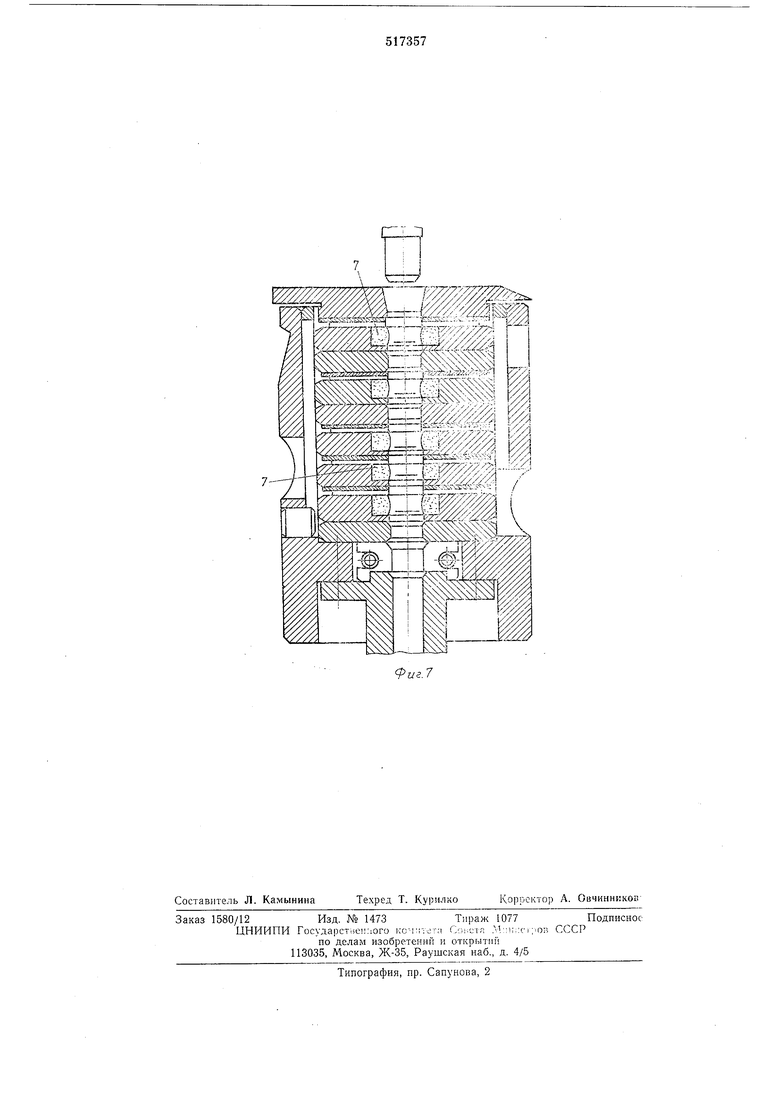
В совмещенном щтампе 4 осуществляют предварительную гибку при помощи пуансопа 5 и матрицы 6. После этого обрабатываемую деталь подают на позицию окончательной гибкн с получением втулки, кромки стыка которой как по внутреннему, так и по наружному диаметрам прилегают одна к другой, а фаски находятся на наружной поверхности. Калибровку по днаметру осуществляют при нропускапии втулки, размещенной на оправке с зазором, через ряд последовательно расположенных фильер 7. При этом происходит утонение стенки втулки на 3-5% и уменьшение ее диаметра на 6-7%, обеспечивая плотный стык щва.
При калибровке избыток материала, образующий волну на наружной поверхности втулки, смещается вдоль нее по мере пропускания последней через фильеры, частично заполняя в конце операции полость фаски,
умепьшая ее. За счет этого обеспечивается повышение точности втулки по длине.
После калибровки втулки подвергаются химико-термической обработке.
Формула изобретения
Способ изготовления втулок, включающий операции образования на продольных кромках ленты фасок; резки ее на заготовки, гибки и последующей калибровки путем пропускания установленной на оправке заготовки через ряд последовательно расположенных
фильер, отличающийся тем, что, с целью повышения точности и обеспечения плотности стыка, перед гибкой ленту прокатывают, а калибровку осуществляют путем утонеНИН стенки заготовки на 3-5% и уменьшения диаметра на 6-7%, при этом образование фасок на продольных кромках производят в процессе прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления втулок | 1983 |
|
SU1146120A1 |
| Линия для изготовления деталей типа втулок | 1978 |
|
SU969387A1 |
| Способ изготовления втулок с буртами из листового материала | 1977 |
|
SU740363A1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ШАРОВ И ДРУГИХ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2134176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| Способ изготовления стальных труб с защитным полимерным покрытием | 2016 |
|
RU2666714C2 |
| Штамп для гибки втулок | 1975 |
|
SU553026A1 |
| Способ изготовления втулок | 1975 |
|
SU602275A1 |
ib:.
