«1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления втулок.
Известен штамп для изготовления втулок, содержавщй установленные на подвижной плите пуансои-оправку и клинья, а также установленные, на неподвижной плите полуматрицы предварительной и окончательной гибки, взаимодействующие с клиньями, и калибровочную фильеру СО
Недостатком известного штампа является повшиенный износ пуансонаоправки при ее движении, что приводит к уменьшению точности деталей. /
Целью изобретения является улучшение качества втулок за счет повышения точности их размеров.
Поставленная цель достигается тем что штамп для изготовления втулок, содержащий установленные на подвижной плите пуансон-оправку и клинья, а также установленные на неподвижной шште полуматрицы предварительной и окончательной гибки, взаимодействующие с клиньями, и калибровочную фильеру, снабжен механизмом останова пуансона-оправки на части рабочего ощкла, соответствующей гибке втулок, 1выполненным в виде смонтированной на неподвижной плите обоймы, установленной в ней концентрично пуансонуоправке направляющей втулки с кольце™ вым пазом на, внз ренней поверхности и с фаской на обращенном к подвижной плите торце, упора и трех шариков, пуансон-оправка выполнена с поперечным и осевым пазами упор и два шарика установлены в поперечном пазу пуансона-оправки, а третий шарик - в осевом пазу и подпружинен к двум другим шарикам, при этом на нижнем торце подвижной плиты выполнен соос ный пуансону-оправке глухой паз, а пуансон-оправка установлена в нём с возможностью ограниченного осевого перемещения.
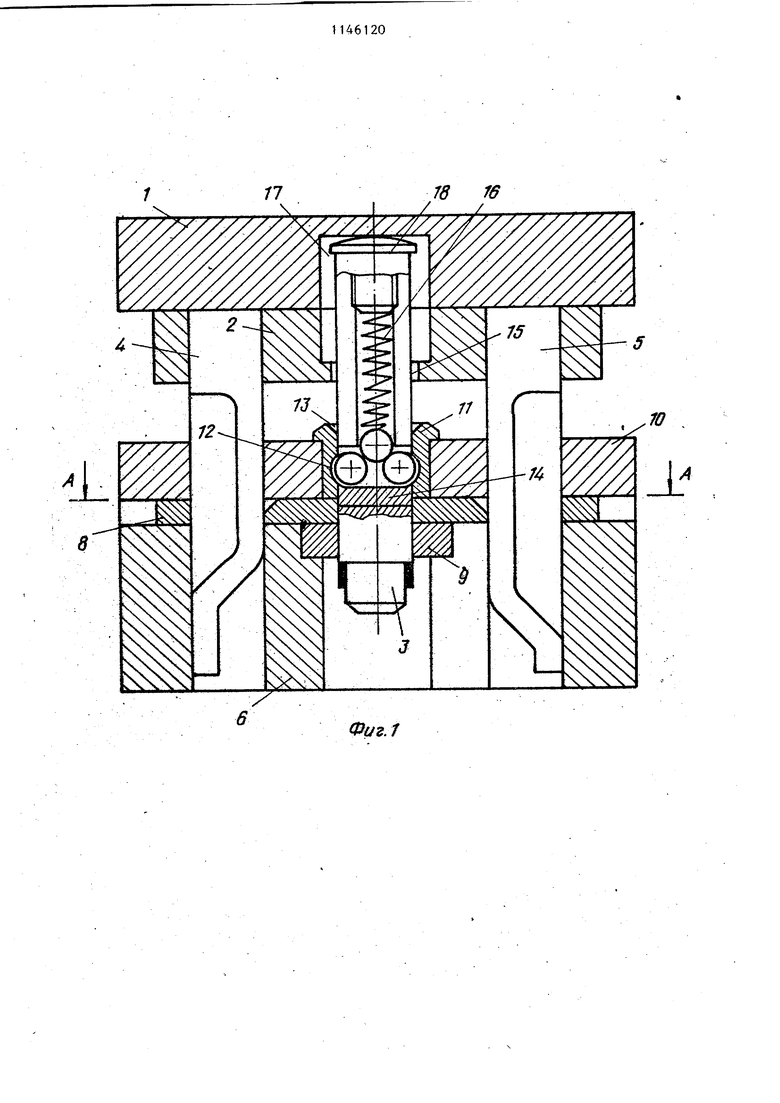
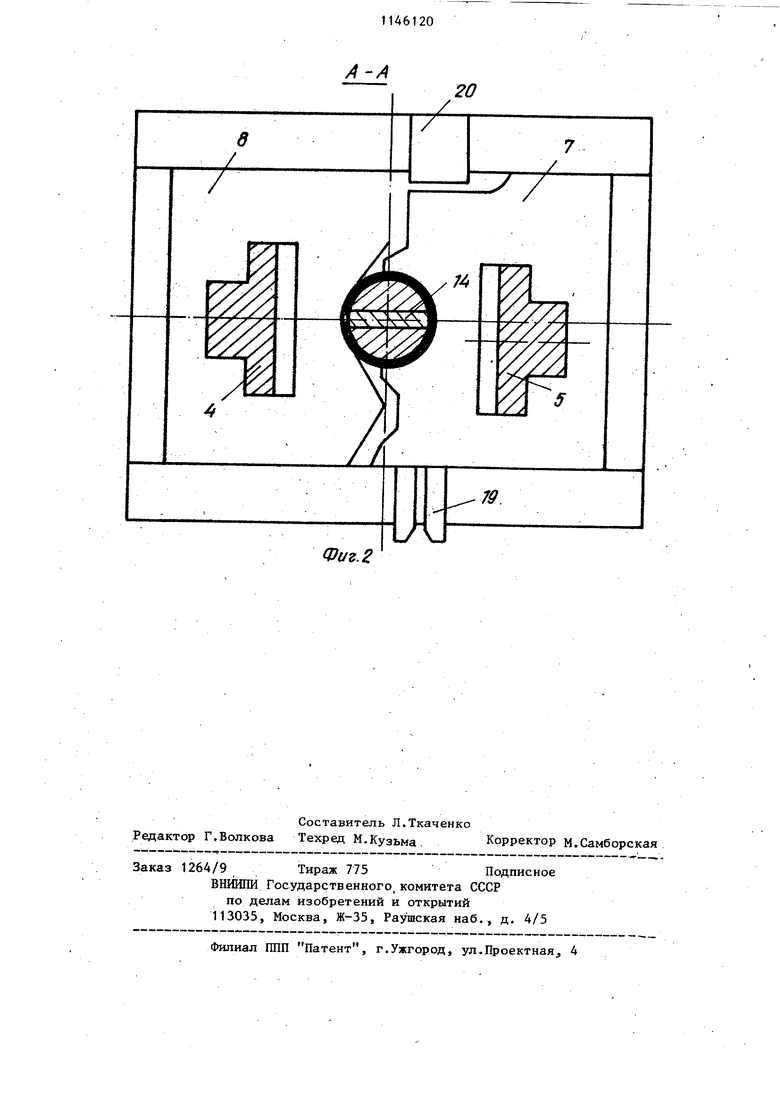
На фиг. 1 показан штамп, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1.
Штамп .для гибки втулок содержит подвижную плиту t с установленной на ней в держателе 2 пуансоном-оправкой 3 и с клиньями 4 и 5 и неподвижную ппиту 6 с установленным на ней полуматрицей 7 предварительной гибки с отрезной кромкой, полуматрицей 8 окончательной гибки и фильерой 9.
202
Штамп содержит также механизм останова пуансона-оправки на части рабочего цикла, соответствующей гибке втулок, выполненный в виде обоймы 10, закрепленной на плите 6, установленной в ее отверстии направляющей втулки 11 с кольцевым пазом 12 и с фаской 13 на обращенном к подвижной плите 1 торце, упора 14 и трех шариков 15. Последние установлены в поперечном и осевом пазах пуансона-оправки
3и подпружинены пружиной 16. Пуансоноправка 3 установлена в пазу 17, выполненном в подвижной плите 1, и имеет ограничительный бурт 18. Штамп содержит также отрезную матрицу 19 и упор 20. .
Штамп работает следующим образом.
В прорезь отрезной матрицы 19 вставляется лента или полоса металла, ширина которой равна высоте детали,и доводится до упора 20. При ходе ползуна пресса вниз клин 5 приводит в движение полуматрицу для предварительной гибки 7, которая отрезает заготовку и изгибает ее вокруг пуансона-оправки 3 на угол 180, затем клин
4приводит вдвижение .полуматрйцу 8для окончательной гибки и заготовка
догибается до полной втулки.
Во время гибки заготовки пуансоноправка 3 удерживается от перемещения механизмом ее останова. Последний фиксирует пуансон-оправку 3 с помощью щариков 15 на фаске 13 втулки 11 Когда дно паза 17 плиты 1. достигает торец пуансона оправки, она начинает перемещаться в осевом направлении, при этом шарики 15 утопают в пазах пуансона-оправки, преодолевая сопротивление пружины 16. При перемещении пуансон-оправка протягивает втулку,через фильеру 9, калибруя ее. После окончания калибровки пуансон-оправка останавливается, так как шарики 13 попадают в паз 12 втулки 11.
При ходе ползуна пресса вверх готовая деталь нижней плоскостью фильеры 9 сбрасывается с пуансона-оправки 3 в тару. Пуансон-оправка 3 за бурт 18 поднимается, и шарики 15 входят в фаску 13 втулки It.
Затем весь цикл повторяется.
Использование изобретения в сраврении с известными штампами позволяет освободить рабочего от утомитель-г. ной операции по калибровке втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВТУЛОК, содержащий установленные на подвижной плите пуансон-оправку и клинья, а также установленные на неподвижной плите полуматрицы предварительной и окончательной гибки, взаимодействующие с клиньями, и калибровочную фильеру, о т л и ч а ющ и и с я тем, что, с целью улучшения качества втулок за счет повьшения точности их размеров, он снабжен механизмом останова пуансона-оправки на части рабочего цикла, соответствующей гибке втулок, выполненным в виде смонтированной на неподвижной плите обоймы, установленной в ней концентрично пуансбну-оправке напрЬвляющей втулки с кольцевым пазом на внутренней поверхности и с фаской на обращенном к подвижной плите торце, упора и трех шариков, пуансоноправка вьшолнена с поперечным и осевыми пазами. Упор и два шарика установлены в поперечном пазу пуансонаоправки, а третий шарик - в осевом пазу и подпружинен к двум другим шарикам, при этом на нижнем торце (Л подвижной плиты выполнен соосный пуансону-оправке глухой паз, а пуансон-оправка установлена в нем с возможностью ограниченного осевого перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизация холодноштамповочного производства | |||
| Под ред | |||
| Т.М.Голубева | |||
| М., Машгиз, 1861, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
