1
Изобретение относится к области обработки металлов давлением и может быть использовано при накатывании резьб.
Известен резьбонакатной инструмент для накатывания внутренних резьб, содержащий размещенные в корпусе накатные ролики с кольцевой нарезкой, взаимодействующие с опорным элементо м в виде резьбового ролика.
Недостатком известного инструмента является то, что ои не имеет возможности регулиРОБКИ накатных роликов в радиальном направлении, что необходимо при накатывании резьбы в заготовках из трудноформируемых материалов.
Для обеспечения возможности регулироваПИЯ диаметра инструмента предлагаемый инструмент снабжен механизмом для восприятия радиального усилия, смонтированным внутри резьбового ролика и выполненным в виде шарнирно связанного с корпусом поршня с полостями, заполненными сжатым гидропластом, причем резьбовой ролик выполнен в виде тонкостенной втулки.
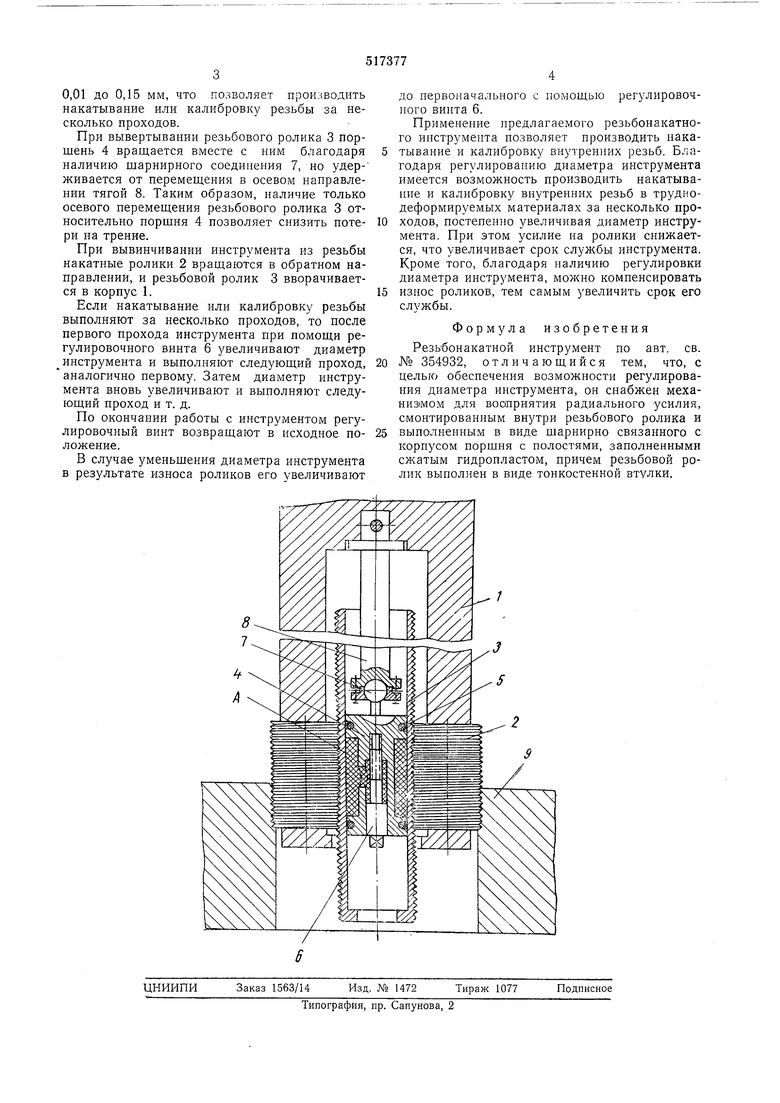
На чертеже изображен предлагаемый резьбонакатной инструмент, продольный разрез.
Резьбонакатной инструмент состоит из корпуса 1, в котором размещены накатные ролики 2, контактирующие с резьбовым роликом 3, который выполнен в виде тонкостенной втулки. Толщина стенки втулки за вычетом высоты резьбы при наружном диаметре резьбового ролика от 50 до 100 мм выполняется в пределах 0,02-0,025Д. Во внутренней полости резьбового ролика 3 между накатными роликами 2 размещено устройство, воспринимающее радиальную погрузку. Оно может быть выполнено в виде порн1ня 4, имеющего уплотнительные элементы 5, в котором выполнены полости А, заполненные гидропласто.м.
Давление гидропласта можно регулировать регулировочным винтом 6. Поршень с помощью шарнирного соединения 7 связан через тягу 8 с корпусом 1, что удерживает его от перемещения вдоль оси инструмента.
Накатывание или калибровка резьбы осуществляется при ввинчивании резьбонакатного инструмента в деталь 9. При этом резьбовой ролик 3 будет вывертываться из инструмента. Однако благодаря тому, что поршень 4 зафиксирован от осевого смещения нри помощи тяги 9 между накатными роликами 2, давление, созданное в камере А винтом 6, будет постоянно передаваться на них через тонкие стенки вращающегося резьбового ролика 3.
Увеличивая давление в камере А, можно обеспечить неремещение накатных роликов 2 в радиальном направлении на величину от
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Станок для накатывания резьбы | 1980 |
|
SU927396A1 |
| Тангенциальная резьбонакатная головка | 1980 |
|
SU863108A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
