1
Изобретение относится к сварочному производству, в частности к сварке кольцевых швов, например, при изготовлении цилиндрических емкостей с днищами толщиной не менее 0,03 мм.
Основное авт. св. ЛЬ 422560 выдано на устройство для сварки кольцевых швов, которое состоит из сварочной головки, имеющей небольшую вертикальную и горизонтальную свободы перемещений и установленной на поворотной консоли, закрепленной на задней б&бке. В последней подвижно установлен винтовой шток, на конце которого на подщипнике смонтирован прижимной диск, нижняя часть которого погружена в ванну с охлаждающей жидкостью. Прижимной диск имеет две конусные поверхности-среднюю и боковую- и снабжен заборными емкостями в виде глухих отверстий, расположенных по окружности наклонно относительно центральной оси прижимного диска.
На верщине прижимного диска имеется прижимная тарелка для поджатия привариваемой мембраны к корпусу изготовляемого датчика. В месте соединения прижимного диска и прижимной тарелки имеется канавка для предотвращения смачивания охлаждающей жидкостью зоны сварки. Ось, на которой размещена свариваемая корпусная деталь, соединена с приводом.
Устройство имеет следующий недостаток: при повороте прил :имного диска значительная часть охлаждающей жидкости из заборных емкостей, выливаясь на среднюю коническую
поверхность, стекает в жидкостную ванну, не доходя до кольцевой канавки у основания прижимной тарелки, чем снижается интенсивность теплоотбора с наружной поверхности прижимной тарелки.
Целью изобретения является улучшение качества сварки за счет увеличения теплоотвода во время процесса.
Поставленная цель достигается тем, что по образующим конической поверхности диска
выполнены желоба, соединяющие кольцевую проточку диска с его заборными емкостями.
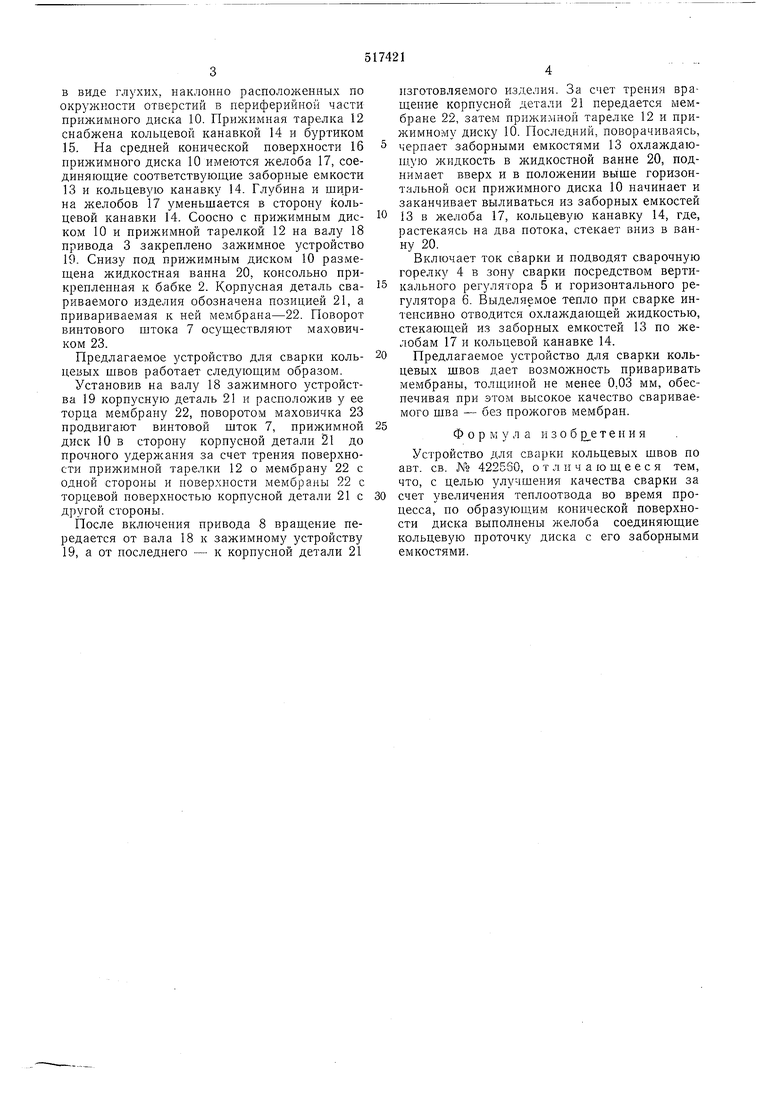
На фиг. 1 показано устройство для сварки кольцевых щвов (общий вид); на фиг. 2 - прижимной диск с прия имной тарелкой устройства для сварки кольцевых швов; на фиг. 3 - то же, вид по стрелке А.
Устройство для сварки кольцевых швов состоит из станины 1 с закрепленной на верхней ее части бабкой 2, приг5ОлТ.а 3, сварочной
головки 4 с вертикальным 5 и горизонтальным 6 регуляторами. На винтовом щтоке 7 установлен на подшипниках 8 и 9 прижимной диск 10, а к последнему с помощью щпильки 11 закреплена прижимная тарелка 12. Прижимпой диск 10 снабжен заборными емкостями 13
в виде глухих, наклонно расположенных по окружности отверстий в нериферийной части прижимного диска 10. Прижимная тарелка 12 снабжена кольцевой канавкой 14 и буртиком 15. На средней конической поверхности 16 прижимного диска 10 имеются желоба 17, соединяющие соответствующие заборные емкости 13 и кольцевую канавку 14. Глубина и щцрина желобов 17 уменьшается в сторону кольцевой канавки 14. Соосно с прижимным диском 10 и прижимной тарелкой 12 на валу 18 привода 3 закреплено зажимное устройство 19. Снизу под прижимным диском 10 размещена жидкостная ванна 20, консольно прикрепленная к бабке 2. Корпусная деталь свариваемого изделия обозначена позицией 21, а привариваемая к ней мембрана-22. Поворот винтового щтока 7 осуществляют маховичком 23.
Предлагаемое устройство для сварки кольцевых щвов работает следующим образом.
Установив на валу 18 зажимного устройства 19 корпусную деталь 21 и расположив у ее торца мембрану 22, поворотом маховичка 23 продвигают винтовой щток 7, прижимной диск 10 в сторону корпусной детали 21 до прочного удержания за счет трения поверхности прижимной тарелки 12 о мембрану 22 с одной стороны и поверхности мембраны 22 с торцевой поверхностью корпусной детали 21 с другой стороны.
После включения привода 8 вращение передается от вала 18 к зажимному устройству 19, а от последнего - к корпусной детали 21
изготовляемого изделия. За счет трения вращение корпусной детали 21 передается мембране 22, затем прижимной тарелке 12 и прижимному диску 10. Последний, поворачиваясь, 5 черпает заборными емкостями 13 охлаждаюпдую жидкость в жидкостной ванне 20, поднимает вверх и в положении выше горизонтальной оси прижимного диска 10 начинает и заканчивает выливаться из заборных емкостей
0 13 в желоба 17, кольцевую канавку 14, где, растекаясь на два потока, стекает вниз в ванну 20.
Включает ток сварки и подводят сварочную горелку 4 в зону сварки посредством вертикального регулятора 5 и горизонтального регулятора 6. Выделяемое тепло при сварке интенсивно отводится охлаждающей жидкостью, стекающей из заборных емкостей 13 по желобам 17 и кольцевой канавке 14.
Предлагаемое устройство для сварки кольцевых швов дает возможность приваривать мембраны, толщиной не менее 0.03 мм, обеспечивая при этом высокое качество свариваемого шва - без прожогов мембран.
Формула и 3 о б т е н и я
Устройство для сварки кольцевых швов по авт. св. № 422Б60, отличающееся тем, что, с целью улучшения качества сварки за счет увеличения теплоотвода во время процесса, по образующим конической поверхности диска выполнены желоба соединяющие кольцевую проточку диска с его заборными емкостями. Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU422560A1 |
| Устройство для сварки кольцевыхшвов | 1974 |
|
SU508374A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2013 |
|
RU2556158C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
| Механизм перемещения сварочнойгОРЕлКи | 1979 |
|
SU841877A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1972 |
|
SU444614A1 |


/J
17
Фиг. 3
