1
Изобретение относится к сварочному произ/водству, в частности к сварке кольиевых швов, наиример, при изготовлении цилиндрических емкостей с днищами, толщиной не менее 0,03 мм.
Известно устройство для сварки кольцевых швов, содержащее размещенные на станине сварочную головку, привод вращения изделия, ван;ну для охлаждающей жидкости и оправки, зажимающие изделие, одна из которых выполнена в виде и-рижим ного диска с конусной поверхностью, заборными емкостями и нрижимной тарелкой. 1.
Однако известное устройство не позволяет ироиз водить цриварку к цилнндрическиМ корпусам тонких днищ толщиной порядка 0,03,М1М, так как из-за недостаточного тенлоотвода возможны прожоги и деформация этих диищ.
Цель изобретения - повышение производительности и качества сварки тонких днищ с цилиндрическими емкостями.
Для этого в прижимной тарелке выполнены полость и каналы, соединяющиеся с заборными емкостями диска посредством выполненных в нем каналов, приче м прижимная тарелка установлена с возможностью съема и фиксированного иоворота относительно прижимного диска.
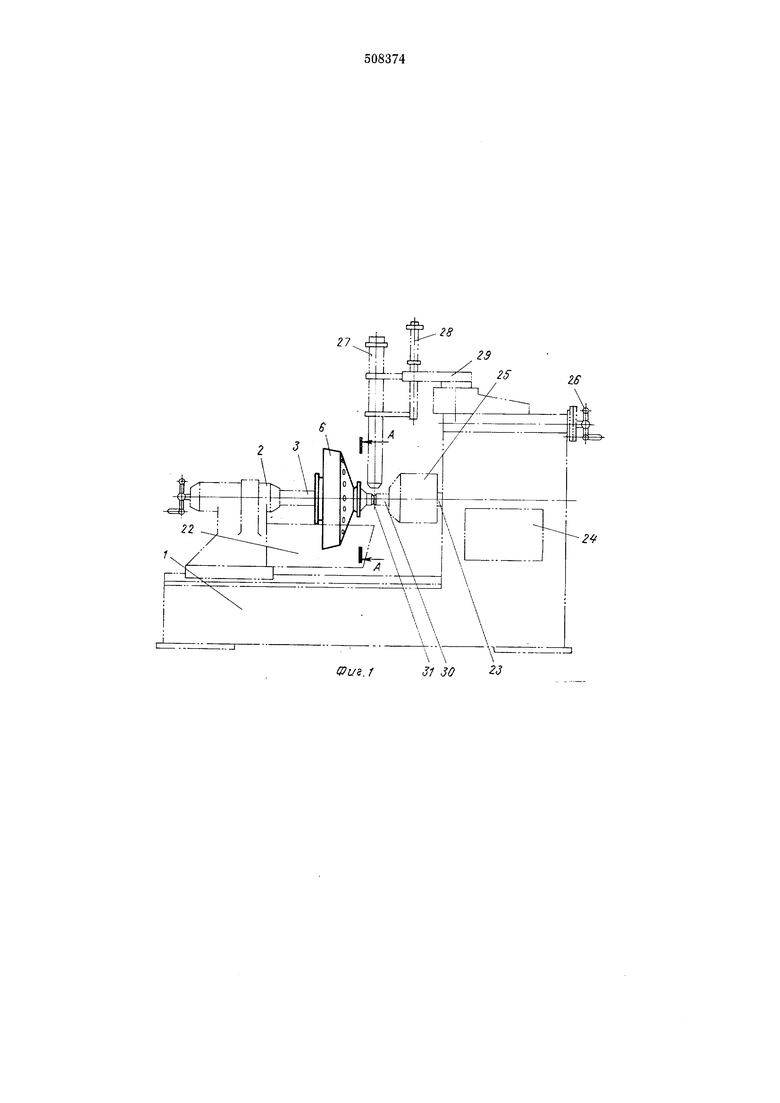
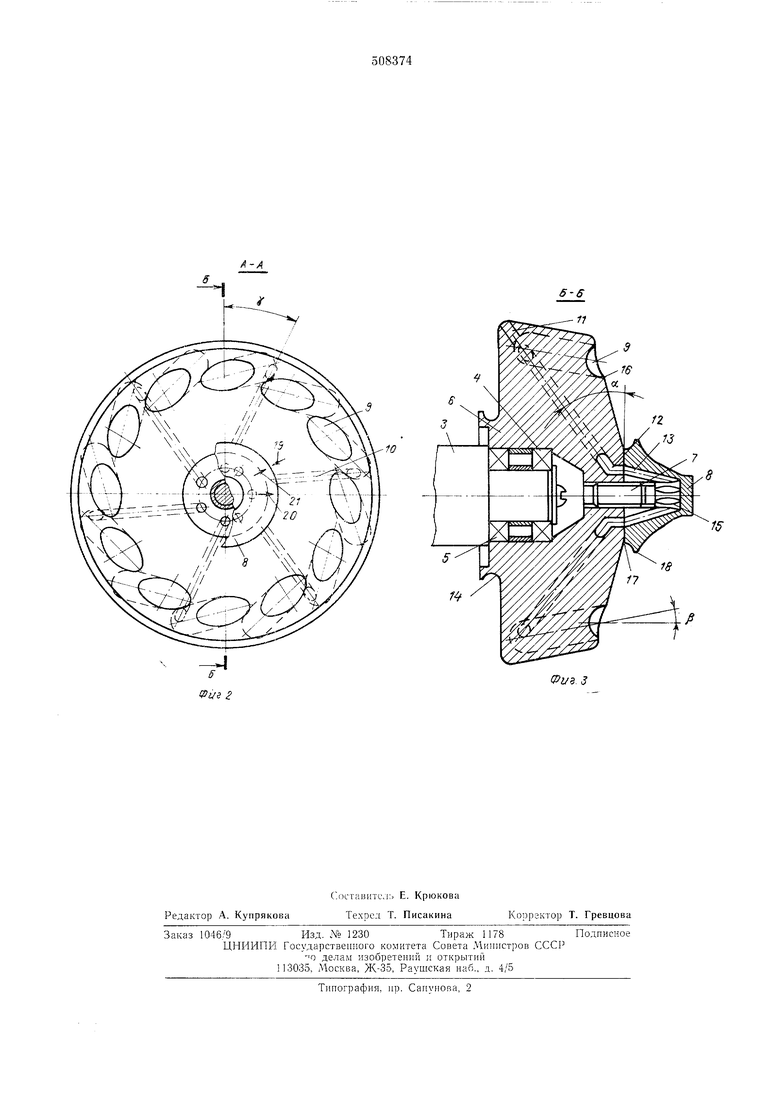
На фпг. 1 изображе1К) предлагаемое устройство, o6ni.iii вид; па ibiir. 2- разрез но А--А на фиг. 1; па фиг. 3 по 1 -В па фиг. 2.
стройство для сва11ки ко-чьцеБых шво-в состоит из ета1;И1:ы 1 с за-креп.-;еи;1оп на нерхneii е; части баокой 2. Ыа lijiiiroBo i 3 установлен на иод1пии П:ках -4 и 5 1:рп:кнмiioii диск 6, на, котором с полнощью шиильх;
7 закрепляется прижимная тарелка 8. Oiiiiжимиой диск 6 снабжен заборн1 ;л1и елпчостями 9 в виде пескн( отвеостий. расположенных концентрически и наклонно относительно цеитральиой осп ириж:1Л1;101-о диска 6.
50;о заборных емкССге) 9, 1ав ;омспио П1змеп1, в прижимном диске 6. сообгцен) е каналами 10. е о.пюй заrciyineiibi иробка: 1И 11. а с другой--через отве1)е1ия 12 сообщаются с ка:;а,:ами 13 i; нриж;:NSiioii тарелке 8.
Для иолучеиия оптимальной скорости стеKainiii ох;1аждаюн1,е11 жидкости из заборных емкостей 9 через каналы 10 угол наклона иое, относительно ве1ггик; льно11 нлоскости вращен1;я п 5ИЖ1;много диска 6 1;1инят 7. 20-40°. Угол наклона заборных емкостей 9 относительно горизонтальной плоскости нринят р 10--30, а угол наклона кана;iOB 10 в прижимт:ом диске 6 относите.
вертикально плоскости принят у-----13-35. 3 Чтобы не гюпадага в по,,;ипм,1:икп 4 и 5 охлаждающая Kn:i iOiisi I iiiiiJH irAiiioro лжки 6. nocJiejiniii снабжен каиавкоГ 14. Прижимная тарелка 8 вьмюл.нсла из меди ет слгпо1 ji замйняелюй в зависиумости or лиаметга приваривасмой мели раиы. Дл51 из менеши режима ,1Я1ип1 охлаждакицей 1 идкоети, нь;зываютцеп теплоотбор из зон1)1 сзаркп, иее заборные емкоети 9, еооб1иа1С 1циеся с каиалами 10, могут быть еообщеп) или иерекоыты между собо ч:рсз отверстия 12 дха-пала 13 и полость 15 при |)иксироианио:м повороте п.р;;жи М1ЮЙ тарелКИ 8 отпосител.ио ири/ки: 1ио1(1 диска 6. Чтобы ие noTia;ua,i;s ;;хла/кдаюш;1я жидкость непосредственно в зону сварки с конической поверхиости 16 ирнжимпого диска G, в месте сопряжения ирнжимного диска 6 н прижим1),ой тарелки 8 и-мсется кольцевая каиав.ка 17, огратШЧеиная бортнком 18. Каналы открыты При соВ;иадении ст-релок 19 и 20, а зак-рыты при совпадснин стре:юк 19 п 21, которые еоответстленно па песены иа коплчеекуко поверхность диска п поверхность нрнжнмно таре.ткн. Снизу под прижимным диском 6 размещена жндкостна.я ванна 22. консолыю Прп1крепленная к баб:ко 2. Прт1жпмной диск 6 на глубину не лкчпее одной заборной e. 9 ногр же|П в жпчко.стную чанну 22. Соосио с прижимным дИСком в п ирнжнмной тареЛКой 8 на валу 23 лрпвс.да 24 закреплепо .зaжlп гlIOe ycTpofiiCTBO 25. К BeoxHeii частп привода 24 подвт1жно п 5икреплен горпзонта.тьный регулятор 26 сварочной голо.вкп 27,снабженной вертикальным ).тятОром 28.Последний емо1итнрован на поворотной К0 псоли 29. 11ля приварки к корпусной детали 30 :;пп1ца 31 то.пн1- ной 0.03 0.1 мм )1 кимная та ре..тка 8 с исмощь-ю 1ппи,1ькн 7, кото ую выие:)тыва1от или ввертывают н прижимной диск 6. стаманлпвасгся так, чтобы отверстия 12 и к а.н а л ы 3 с ОО б и i а ,л и с ь. ,Цля приварки длищ от 1 мм и б()льп.1е с иовыи ен:П1,1м содчржанп.. химерода интенсивного теплообме;на з зоны сварки не требуется. В этол; ст:;ер:тия 12 в нрн | илтном дис:ке G и к;.ла..;ы 13 прижимной та-:)елки 8 порек ::Ы|Вак)Тсн ф;-лирэван л 1м поворотом 1 ос;1сл ::eii олносгпе::л:о 1:.р гжнмного лиска 6. У стройство для сварки ко.чьцевых швов цилнкдрпческпх емкостей с то1;к 1|ми Д1нпп1ал1и, содержащее разл1еп1еппые па стапине сварочную головку. пр1П5од BpaHieiniH издс.. ватп-iy д,тя ох;1аждак) жидкости и оправкп, зажпмающие издел1 е, одна п.з которых выпо.тиеиа в впде прижим ио1ю диска с кон сHoii поверхностью, забортпдми емкостями и прижимной тарсчТКО, о т л н ч а ю ni е е с я , что, с нелью повышепия производите.тыюсти н качества сварки, в нрижнмиой тарелке выиолне ны no;iocTi) и кана.П), соели1;я(нцнеся с заборными емкостями диска нос)елстзом 15ыполнекных в нем каналов, 1;рнчсм прижимная тарелка ххтаг.озлена с возможностью сьема н фикснро,(По поворота относительно ириж;гм1пого диека. 1. AIBT. ев. ЛЬ 422о60, М. Кл. В 23 К 3704, 19.01.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки кольцевых швов | 1974 |
|
SU517421A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU422560A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| Устройство для сварки полимерных материалов | 1977 |
|
SU701820A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2013 |
|
RU2556158C2 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Поточная линия для производства сварных изделий | 1974 |
|
SU507419A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |