Изобретение относится к оборудованию листопрокатных цехов металлургических предприятий и касается устройств для подготовки и овязки рулонов.
Целью изобретения является упрощение обвязки рулонов различных типоразмеров.
На чертеже изображена установка для обвязки рулонов, общий вид.
Установка для обвязки рулонов содержит подводящий конвейер 1, включающий в себя стационарные плиты 2, кантователи 10 3 и 4 рулонов, технологический щаговый конвейер 5, гильотинные ножницы 6, короб 7 для уборки обрези, поворотный стол 8, механизм 9 обвязки рулонов по окружности, механизм 10 радиальной обвязки рулонов, поворотные ролики 11 и 12, механизм ре- гулирования щага технологического конвейера.
Гильотинные ножницы 6, механизм 9 обвязки рулонов по окружности и механизм 10 радиальной обвязки рулонов расположе- JQ ны в технологической последовательности вдоль щагового конвейера 5.
Поворотный стол 8 расположен в центральной части шагового конвейера 5, кантователи 3 и 4 установлены на входе и выходе щагового конвейера 5 с противополож- 25 ных сторон поворотного стола и равноудалены от него, гильотинные ножницы 6 и механизм 10 радиальной обвязки рулонов размещены симметрично относительно поворотного стола между ним и кантователями, а механизм 9 обвязки рулонов по окружности расположен за поворотным столом 8.
Механизм регулирования включает в себя . привод 13, связанный с ползуном 14, который размещен в направляющих 15. На ползуне 14 установлены конечные выключатальное положение (положение «на образующей) с прижатым к опорным поверхностям поворотного рычага кантователя торцом.
В зависимости от щирины партии рулонов величина шагового перемещения подвижной рамы щагового конвейера 5 выбирается такой, чтобы после двух щаговых перемещений рулона середина щирины его совпала с осью поворотного стола 8. Тогда после двух последующих щаговых перемещений рулона торец его совпадает с опорными поверхностями поворотного рычага кантователя 4. Для этого включением электропривода 13 механизма регулирования щага щагового конвейера устанавливают конечные выключатели 16, перемещая ползун 14 в нужное положение.
Подвижная рама щагового конвейера 5 из среднего по щагу положения перемещается к кантователю 3 и останавливается при взаимодействии конечных выключателей 16 с упором 17, затем снимает рулон с кантователя 3, перемещает его на щаг к гильотинным ножницам 6 и после установки его на поворотные ролики 11 возвращается в среднее по щагу положение.
Вращением новоротных роликов 11 в направлении ножниц 6 полоса разматывается и заводится в ножницы, которые обрезают бракованый конец полосы. Обрезь падает в короб 7.
После обрезки конца полосы рулон подается на поворотный стол 8 к механизму 9. Здесь на рулон накладывается вязка стальной лентой по окружности и после поворота рулона столом на 180° на него накладывается вторая вязка. В зависимости от нужного направления навивки полосы в руло не после последующей кантовки рулон может
тели 16, взаимодействующие с упором 17, быть дополнительно повернут столом 8 на
закрепленным на подвижной раме щагового180°. После этого рулон технологическим
конвейера 5.щаговым конвейером 5 перемещается на таг
Поточная линия содержит также отводя-и устанавливается на поворотные ролики 12.
45
щий конвейер 18 со стационарными плитами 19, весы 20, причем подводящий 1, щаго- 40 вый 5 и отводящий 18 конвейеры имеют общую продольную ось. Кантователь 3 расположен от кантователя 4 на расстоянии четырех шаговых перемещений рулона на щаговом конвейере 5, а поворотный стол 8 - посредине этого пролета, на расстоянии А от осей поворота каждого из кантователей. Ось механизма 9 обвязки рулонов по окружности смещена от оси вращения поворотного стола 8 по ходу технологического процесса, а гильотинные ножницы 6 и механизм 10 радиальной обвязки рулонов расположены симметрично оси вращения поворотного стола 8 на расстояниях Б.
Установка работает следующим образом.
Рулоны в положении «на торце уста50
Механизм 10 через внутреннее отверстие накладывает на рулон вязку стальной Лентой по периметру сечения рулона. При последующих поворотах рулона на роликах 12 на последний накладывается необходимое количество радиальных вязок стальной лентой. Обвязанный рулон поступает на кантователь 4, который поворачивает его на 90° и устанавливает в положение «на торце.
Отводящий конвейер 18 перемещает рулон к весам 20, где он взвещивается, и затем на накопитель, образованный стационарными плитами 19. С накопителя рулоны краном подаются на склад.
Использование предлагаемого изобретения позволяет исключить с/ожную дорогостоящую аппаратуру, измерительные и регунавливаются краном на стационарные плиты,с лировочные устройства свободно пррграмми2. Конвейер 1 подает рулоны а кантова- руемой системы при обработке рулонов разтель 3 рулонов. Рулон кантователем повора-личных размеров по партиям с одинаковой
чивается на 90° и становится в горизон-шириной рулонов, принимаемых и выдаваетальное положение (положение «на образующей) с прижатым к опорным поверхностям поворотного рычага кантователя торцом.
В зависимости от щирины партии рулонов величина шагового перемещения под вижной рамы щагового конвейера 5 выбирается такой, чтобы после двух щаговых перемещений рулона середина щирины его совпала с осью поворотного стола 8. Тогда после двух последующих щаговых перемещений рулона торец его совпадает с опорными поверхностями поворотного рычага кантователя 4. Для этого включением электропривода 13 механизма регулирования щага щагового конвейера устанавливают конечные выключатели 16, перемещая ползун 14 в нужное положение.
Подвижная рама щагового конвейера 5 из среднего по щагу положения перемещается к кантователю 3 и останавливается при взаимодействии конечных выключателей 16 с упором 17, затем снимает рулон с кантователя 3, перемещает его на щаг к гильотинным ножницам 6 и после установки его на поворотные ролики 11 возвращается в среднее по щагу положение.
Вращением новоротных роликов 11 в направлении ножниц 6 полоса разматывается и заводится в ножницы, которые обрезают бракованый конец полосы. Обрезь падает в короб 7.
После обрезки конца полосы рулон подается на поворотный стол 8 к механизму 9. Здесь на рулон накладывается вязка стальной лентой по окружности и после поворота рулона столом на 180° на него накладывается вторая вязка. В зависимости от нужного направления навивки полосы в рулоне после последующей кантовки рулон может
быть дополнительно повернут столом 8 на
Механизм 10 через внутреннее отверстие накладывает на рулон вязку стальной Лентой по периметру сечения рулона. При последующих поворотах рулона на роликах 12 на последний накладывается необходимое количество радиальных вязок стальной лентой. Обвязанный рулон поступает на кантователь 4, который поворачивает его на 90° и устанавливает в положение «на торце.
Отводящий конвейер 18 перемещает рулон к весам 20, где он взвещивается, и затем на накопитель, образованный стационарными плитами 19. С накопителя рулоны краном подаются на склад.
Использование предлагаемого изобретения позволяет исключить с/ожную дорогостоящую аппаратуру, измерительные и регулировочные устройства свободно пррграммимых в положении «на торце с различным направлением навивки полосы.
Формула изобретения
1. Установка для обвязки рулонов, содержащая подводящий и отводящий конвейеры, кантователи, поворотный стол, щаго- вый конвейер и установленные вдоль него в технологической последовательности гильотинные ножницы, механизм обвязки рулонов по окружности и механизм радиальной обвязки рулонов, отличающаяся тем, что, с целью упрощения обвязки рулонов различных типоразмеров, поворотный стол расположен в центральной части щагового конвейера, кантователи установлены на входе и
выходе щагового конвейера с противоположных сторон поворотного стола и равноудалены от него, гильотинные ножницы и механизм радиальной обвязки рулонов размещены симметрично относительно поворотного стола между ним и кантователями, а механизм обвязки рулонов по окружности расположен за поворотным столом, при этом шаговый конвейер снабжен механизмом регулирования щага.
2. Установка по п. 1, отличающаяся тем, что механизм регулирования щага конвейера состоит из укрепленного на конвейере перед поворотным столом упора, стойки с направляющими и размещенного в них ползуна с конечными выключателями для взаимодействия с упором.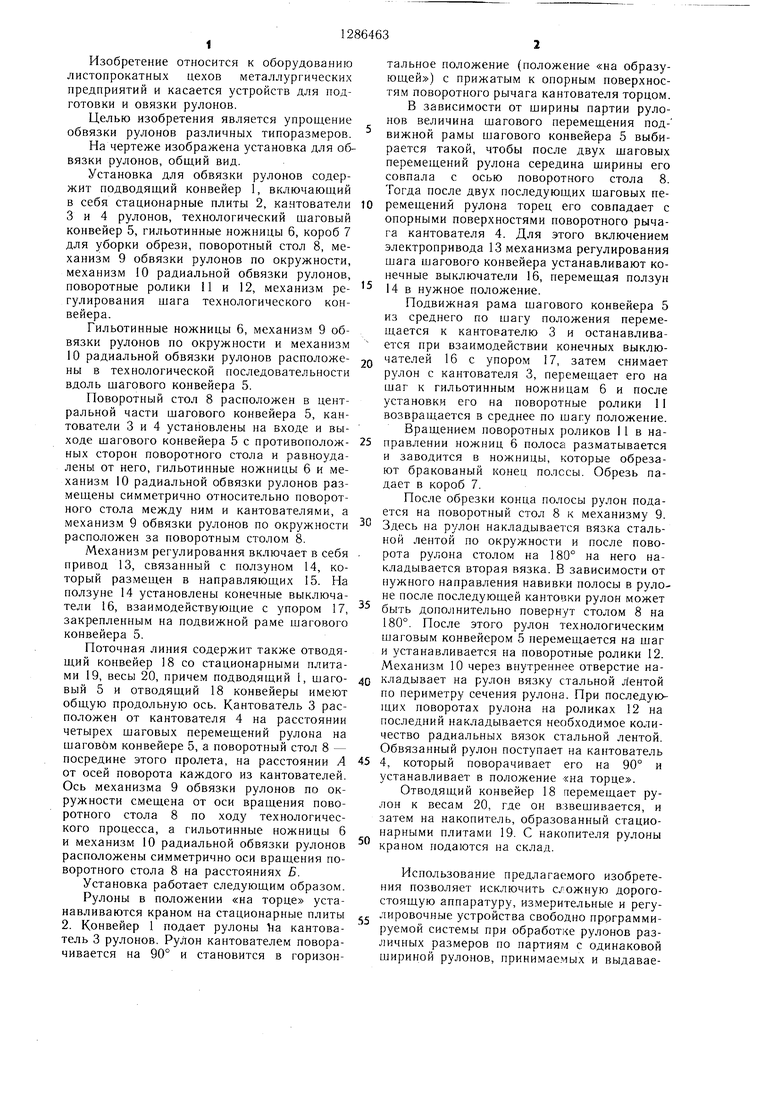
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| Агрегат для упаковки рулонов проката | 1983 |
|
SU1131775A1 |
| Автоматическая линия поперечного раскроя рулона | 1974 |
|
SU512870A1 |
| Устройство для обвязки рулонов с поддоном | 1976 |
|
SU600033A1 |
| Линия поперечного раскроя рулонного материала | 1984 |
|
SU1232399A1 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Устройство для накопления и поштучной выдачи изделий | 1974 |
|
SU598799A1 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
Изобретение относится к оборудованию листопрокатных цехов металлургических предприятий. Направлено на упрощение обвязки рулонов (Р) различных типоразмеров. Вдоль шагового конвейера 5 в технологической последовательности расположены гильотинные ножницы 6, механизм (М) 9 обвязки Р по окружности и М 10 радиальной обвязки Р. В центральной части конвейера 5 расположен поворотный стол 8. На входе и выходе конвейера 5 на равном расстоянии от противоположных сторон стола 8 установлены кантователи 3 и 4. Ножницы 6 и М 10 размещены симметрично относительно стола 8 между ним и кантователями. М 9 расположен за столом 8. М регулирования шага конвейера 5 состоит из упора 17, стойки с направляющими 15 и раз- меще11ного в них ползуна 14 с конечными выключателями 16 для взаимодействия с упором 17. Последний укреплен на конвейере 5 перед столом 8. Р поступает с конвейера 1 в кантователь 3, поворачивается на 90°. На конвейере 5 после двух шаговых перемещений середина его ширины совпадает с осью стола 8. Положение конечных выключателей 16 при последующих двух перемещениях Р позволяет совместить торец его с опорной поверхностью кантователя 4. Конец полосы Р обрезают ножницами 6. Р подают на стол 8 и М 9 обвязывают по окружности, поворачивая на 180°. М 10 обвязывают Р по периметру. Кантователь 4 поворотом на 90° устанавливает Р на торец. 1 з.п. ф-лы, ил. S (Л to 00 о м| о ОО
| Автоматическая линия транспортировки и обвязки рулонов широкой полосы фирмы «Браун Бовери, ФРГ - Бюл | |||
| Черметин- формация, 1978, № 4, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
