11303307
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к станкам для электрохимического снятия заусенцев.
Цель изобретения - упрощение конструкции и повьшение производительности электрохимического станка за счет сокращения вспомогательного времени путем одновременного выполнения опеРабочая головка станка содержит инструменты-зажимы - анодное 31 и катодное 32 устройства, установленные на штоках 33 и 34 соответствующих горизонтальных пневмоцилиндров 35 и 36. Для герметизации зоны обработки имеется камера 37, приводом которой служит пневмоцилиндрз 38, выполненный ко- аксиально с пневмоцилиндром привода
раций зажима детали и разгерметизации Ю одного из инструментов. Камера снаб- рабочей камеры, а также совмещения жена кулачком 39 для разжима разгру- процесса ориентации заготовки с тех- зочного захвата при осуществлении
герметизации зоны обработки и вывода губок захвата за пределы камеры обнологическим временем электрохимического снятия заусенцев
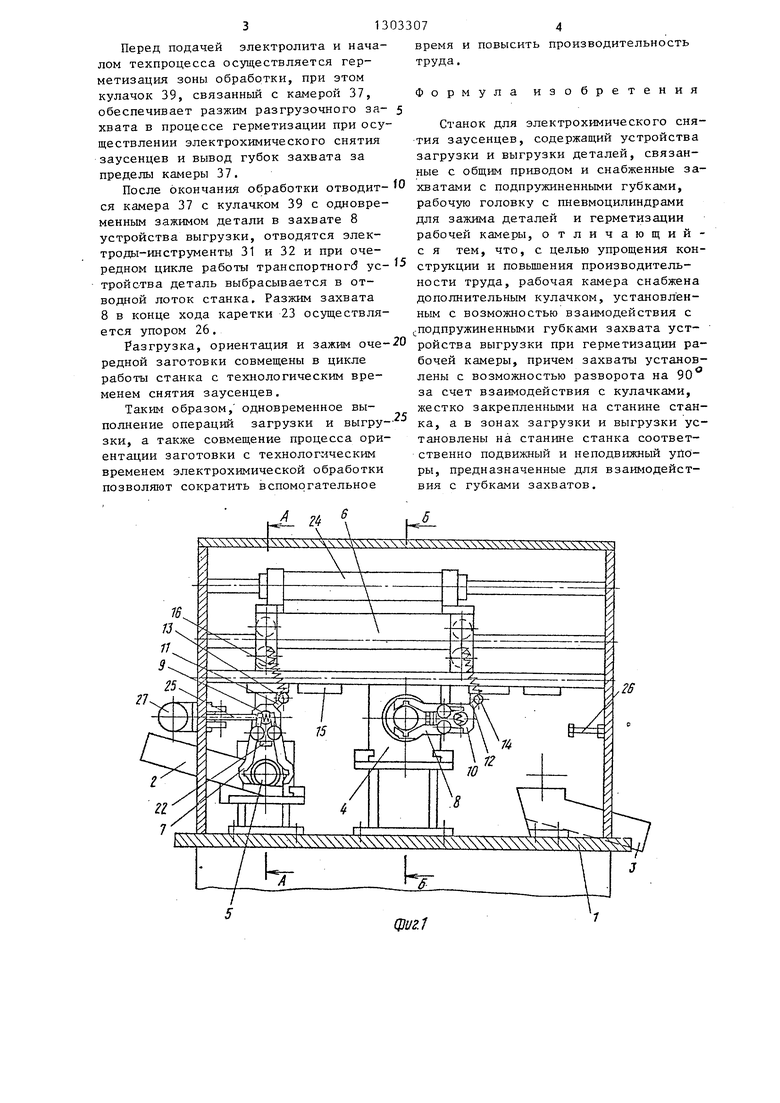
На фиг.1 изображен станок в исход- 5 работки. ном положении; на фиг.2 - рабочая го- Станок работает следующим образом.
Б исходном положении транспортного устройства, когда его загрузочный за25
30
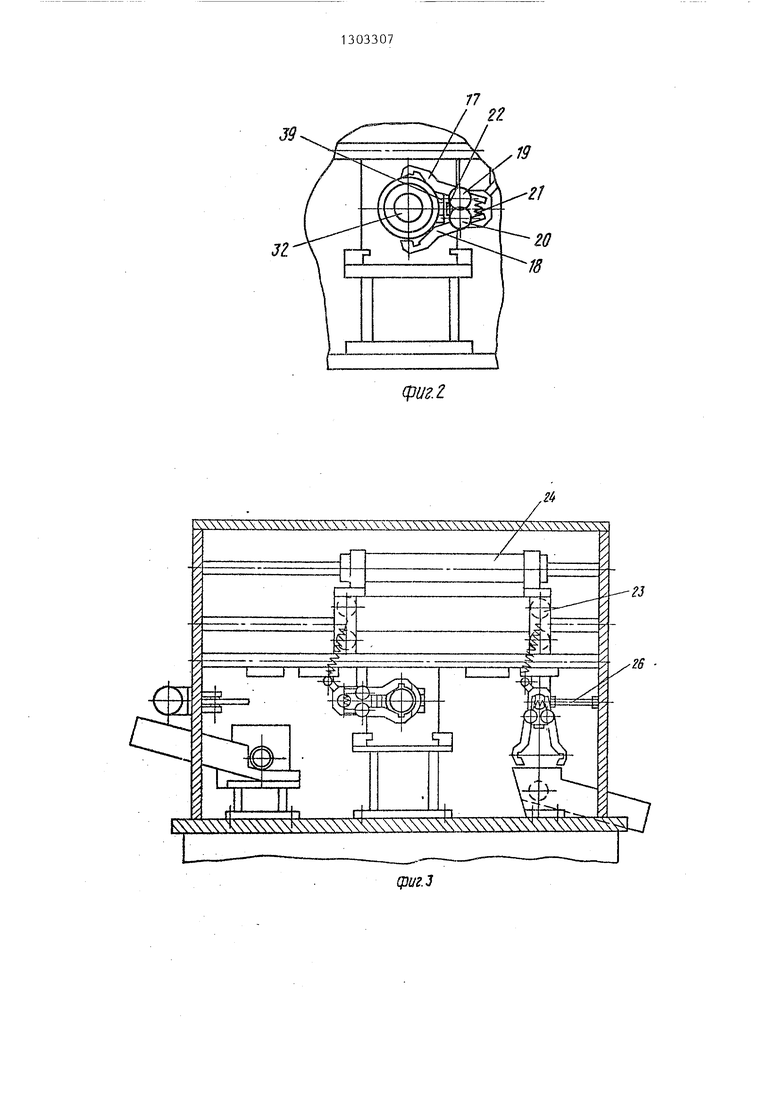
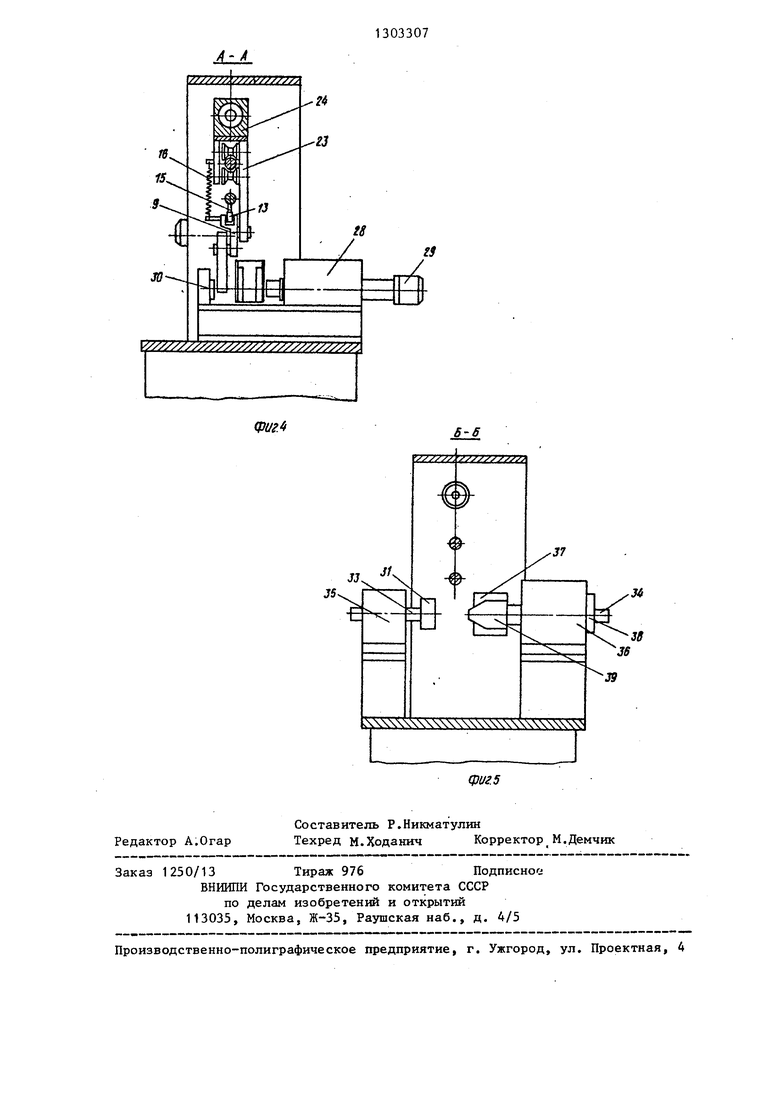
ловка с закрытой камерой обработки; на фиг.З - станок, в момент выгрузки на фиг.4 - разрез А-А на фиг.1; на фиг.З - разрез В-Б на фиг.1.
Станок для электрохимического снятия заусенцев содержит станину 1, на которой установлены загрузочный 2 и разгрузочный 3 лотки, рабочую головку 4, а также ориентирующее 5 и транспортное 6 устройства. Последнее име-, ет два захвата 7 и 8, которые установлены на поворотных кронштейнах 9 и 10, снабженных рычагами 11 и 12 с роликами 13 и 14, взaи oдeйcтвyющими с неподвижными кулачками 15. Прижим ролика к кулачку 15 осуществляется пружиной 16. Губки 17 и 18 захватов 7 и 8, связанные между собой с помоj
цью зубчатых секторов 19 и 20 для , осуществления синхронного раскрытия или зажима детали, удерживается в сжа- гом состоянии с помощью пружины 21 . Для предотвращения полного смыкания ;губок захвата служит упор 22.
Поворотные кронштейны 9 и 10 расположены на каретке 23, которая соединена с приводным пневмоцилиндром 24. Для разжима захватов на позициях загрузки и выгрузки служат упоры 25 и 26, причем упор 25 представляет собой поворотный рычаг с приводом от электромагнита 27, а жесткий упор 26 выполнен с возможностью регулировки для изменения степени разжима захвата устройства выгрузки.
Ориентирующее устройство включает пневмоцилиндр 28 загрузки и закрепленный на его штоке электродвигатель
29для поворота деталей в процессе угловой ориентации, а также механизм ,
30фиксации деталей в сориентированном положении.
хват 7 разжат, срабатывает пневмоцилиндр 28, который досылает заготовку в ориентирующее устройство с одновременным вращением ее вокруг продольной оси. Угловая ориентация детали осуществляется по какому-либо характерному элементу, например боковому пазу. После того как деталь сориентирована и зафиксирована механизмом 30, происходит зажим детали в захвате 7. Шток пневмоцилиндра 28 возвращается в исходное положение.
40
Срабатывает пневмоцилиндр 24, который перемеа ает каретку 23 в крайнее правое положение,, при этом поворотные
35 кронштейны 9 и 10, взаимодействуя посредством рычагов 11 и 12 и роликов 13 и 14 с кулачком 15, разворачиваются на 90 , загрузочный захват 7 выводит заготовку на линию центров рабочей головки.
Последовательно выдвигаются штоки- 33 и 34, которые закрепленными на них электродами-инструментами 31 и 32 фиксируют заготовку в пространстве.
45
При возвращении каретки 23 тран- спортного устройства в исходное положение подпружиненный захват устройства загрузки начальный участок пути
50 проходит горизонтально до полного освобождения зажатой заготовки, с которой он снимается по типу прищепки, затем происходит разворот кронштейна 9 и в конце хода разжим захвата с
55 помощью упора 25.
Одновременно второй захват- надвигается на закрепленную заготовку, зажимает ее и подготавливает .станок для разгрузки.
Рабочая головка станка содержит инструменты-зажимы - анодное 31 и катодное 32 устройства, установленные на штоках 33 и 34 соответствующих горизонтальных пневмоцилиндров 35 и 36. Для герметизации зоны обработки имеется камера 37, приводом которой служит пневмоцилиндрз 38, выполненный ко- аксиально с пневмоцилиндром привода
одного из инструментов. Камера снаб- жена кулачком 39 для разжима разгру- зочного захвата при осуществлении
хват 7 разжат, срабатывает пневмоцилиндр 28, который досылает заготовку в ориентирующее устройство с одновременным вращением ее вокруг продольной оси. Угловая ориентация детали осуществляется по какому-либо характерному элементу, например боковому пазу. После того как деталь сориентирована и зафиксирована механизмом 30, происходит зажим детали в захвате 7. Шток пневмоцилиндра 28 возвращается в исходное положение.
Срабатывает пневмоцилиндр 24, который перемеа ает каретку 23 в крайнее правое положение,, при этом поворотные
кронштейны 9 и 10, взаимодействуя посредством рычагов 11 и 12 и роликов 13 и 14 с кулачком 15, разворачиваются на 90 , загрузочный захват 7 вывоит заготовку на линию центров рабоей головки.
Последовательно выдвигаются штоки- 33 и 34, которые закрепленными на них электродами-инструментами 31 и 32 фиксируют заготовку в пространстве.
При возвращении каретки 23 тран- спортного устройства в исходное положение подпружиненный захват устройства загрузки начальный участок пути
проходит горизонтально до полного освобождения зажатой заготовки, с которой он снимается по типу прищепки, затем происходит разворот кронштейна 9 и в конце хода разжим захвата с
помощью упора 25.
Одновременно второй захват- надвигается на закрепленную заготовку, зажимает ее и подготавливает .станок для разгрузки.
время и повысить производительность
труда.
Формула
эобретения
Станок для электрохимического снятия заусенцев, содержащий устройства загрузки и выгрузки деталей, связанные с общим приводом и снабженные задля зажима деталей и герметизации рабочей камеры, отличающий- с я тем, что, с целью упрощения конПеред подачей электролита и началом техпроцесса осуществляется герметизация зоны обработки, при этом кулачок 39, связанный с камерой 37, обеспечивает разжим разгрузочного за- 5 хвата в процессе герметизации при осуществлении электрохимического снятия заусенцев и вывод губок захвата за пределы камеры 37.
После окончания обработки отводит- О хватами с подпружиненными губками, ся камера 37 с кулачком 39 с одновре- рабочую головку с пневмоцилиндрами менным зажимом детали в захвате 8 устройства выгрузки, отводятся электроды-инструменты 31 и 32 и при оче- ,. ..,,
редном цикле работы транспортногб ус- струкции и повышения производитель тройства деталь выбрасывается в от-ности труда, рабочая камера снабжена
водной лоток станка. Разжим захватадополнительным кулачком, установл ен8 в конце хода каретки 23 осуществля- ным с возможностью взаимодействия с ется упором 26. подпружиненными губками захвата устРазгрузка, ориентация и зажим оче-20 ройства выгрузки при герметизации ра- редной заготовки совмещены в циклебочей камеры, причем захваты установработы станка с технологическим вре
менем снятия заусенцев.
Таким образом, одновременное выполнение операций загрузки и выгру зки, а также совмещение процесса ориентации заготовки с технолог: ческим временем электрохимической обработки позволяют сократить вспомогательное
.-.25
--f. f-
лены с возможностью разворота на 90 за счет взаимодействия с кулачками, жестко закрепленными на станине станка, а в зонах загрузки и выгрузки установлены на станине станка соответственно подвижный и неподвижный уйо- ры, предназначенные для взаимодействия с губками захватов.
4
повысить производительность
Формула
эобретения
Станок для электрохимического снятия заусенцев, содержащий устройства загрузки и выгрузки деталей, связанные с общим приводом и снабженные задля зажима деталей и герметизации рабочей камеры, отличающий- с я тем, что, с целью упрощения кон хватами с подпружиненными губками, рабочую головку с пневмоцилиндрами ,. ..,,
20 ройства выгрузки при герметизации ра- бочей камеры, причем захваты установ
.25
--f. f-
лены с возможностью разворота на 90 за счет взаимодействия с кулачками, жестко закрепленными на станине станка, а в зонах загрузки и выгрузки установлены на станине станка соответственно подвижный и неподвижный уйо- ры, предназначенные для взаимодействия с губками захватов.
ХХЧХХ уХХ хЖ- Ж
фиг. г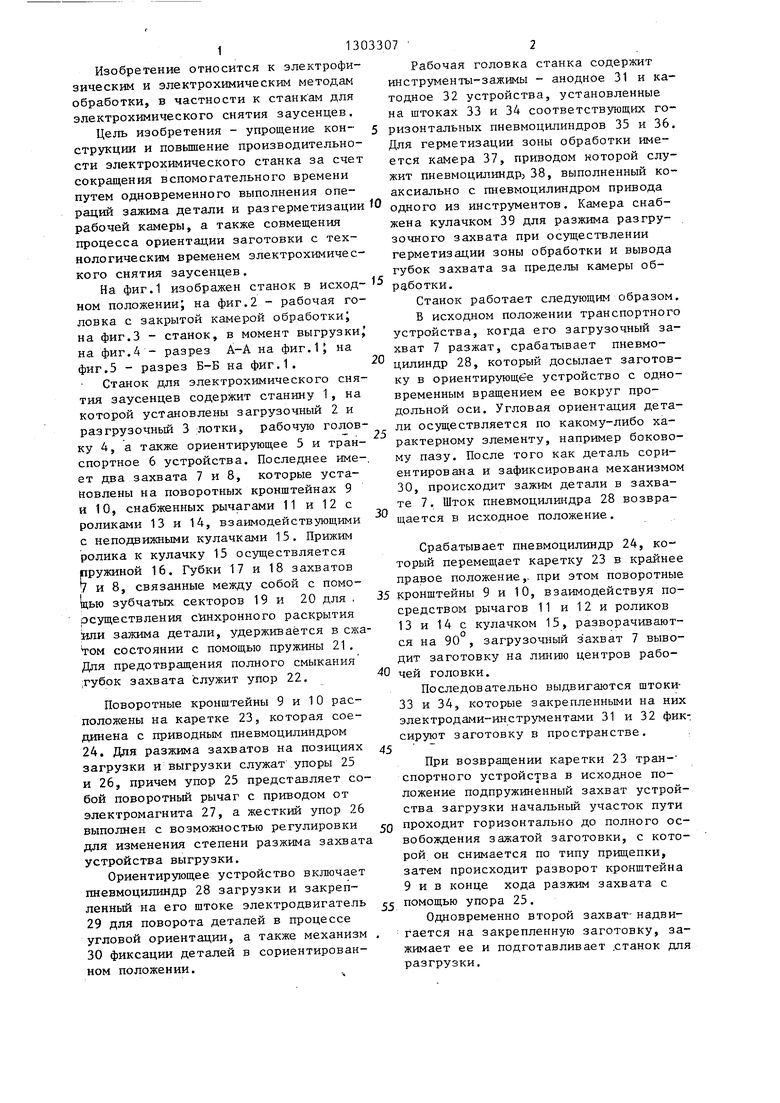
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электрохимического снятия заусенцев | 1983 |
|
SU1186411A1 |
| Станок для электрохимического снятия заусенцев | 1986 |
|
SU1351732A1 |
| Манипулятор | 1991 |
|
SU1813620A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Загрузочно-разгрузочное устройство | 1991 |
|
SU1830299A1 |
| РЕЗЬБОНАРЕЗНОЙ СТАНОК | 1993 |
|
RU2068330C1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Токарный патронный полуавтомат с программным управлением | 1988 |
|
SU1662764A1 |
| СТАНОК-АВТОМАТ ДЛЯ СВЕРЛЕНИЯ | 2002 |
|
RU2236329C2 |
| Манипулирующее устройство | 1982 |
|
SU1093537A1 |
Изобретение относится к области электрохимической обработки и касается станка для электрохимического снятия заусенцев, в котором с целью упрощения конструкции и повышения производительности труда за счет сокращения вспомогательного времени путем одновременного выполнения операций зажима детали и разгерметизации рабочей камеры, а также совмещения процесса ориентации заготовки с технологическим временем заусенцев рабочая камера снабжена дополнительным кулачком, установленным с возможностью взаимодействия с подпружиненньши губками захвата устройства выгрузки при герметизации рабочей камеры, причем захваты установлены с возможностью разворота на 90 за счет взаимодействия с кулачками, жестко закрепленными на станине, а на позициях загрузки и выгрузки установлены соответственно подвижный и неподвижный упоры, взаимодействующие с подпружиненными губками захватов. 5 ил. е S сл со о 00 СО О -vl
3
fiuiA
в-в
к Ч
«5
к Ч|
5
S
а
Редактор А.Огар
Составитель Р.Никматулин
Техред М.ХоданичКорректор М.Демчик
Заказ 1250/13Тираж 976Подписное;
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
X
| Автоматическая установка для электрохимической многоместной обработки деталей | 1984 |
|
SU1234082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
