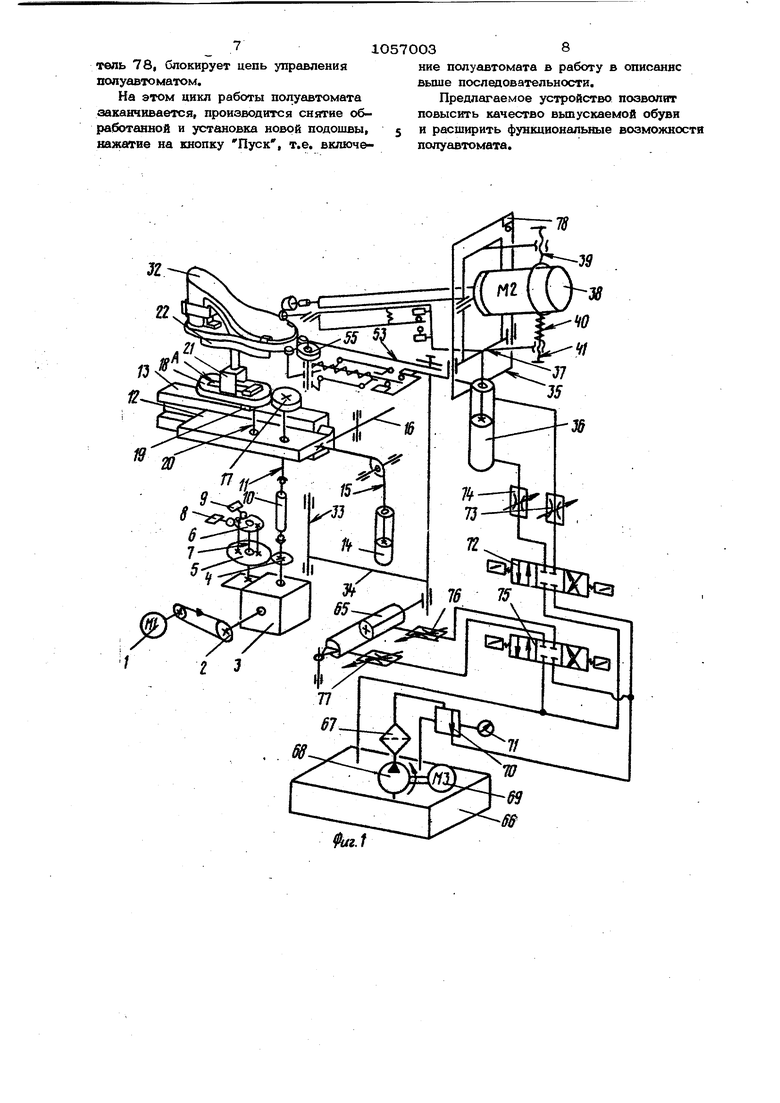
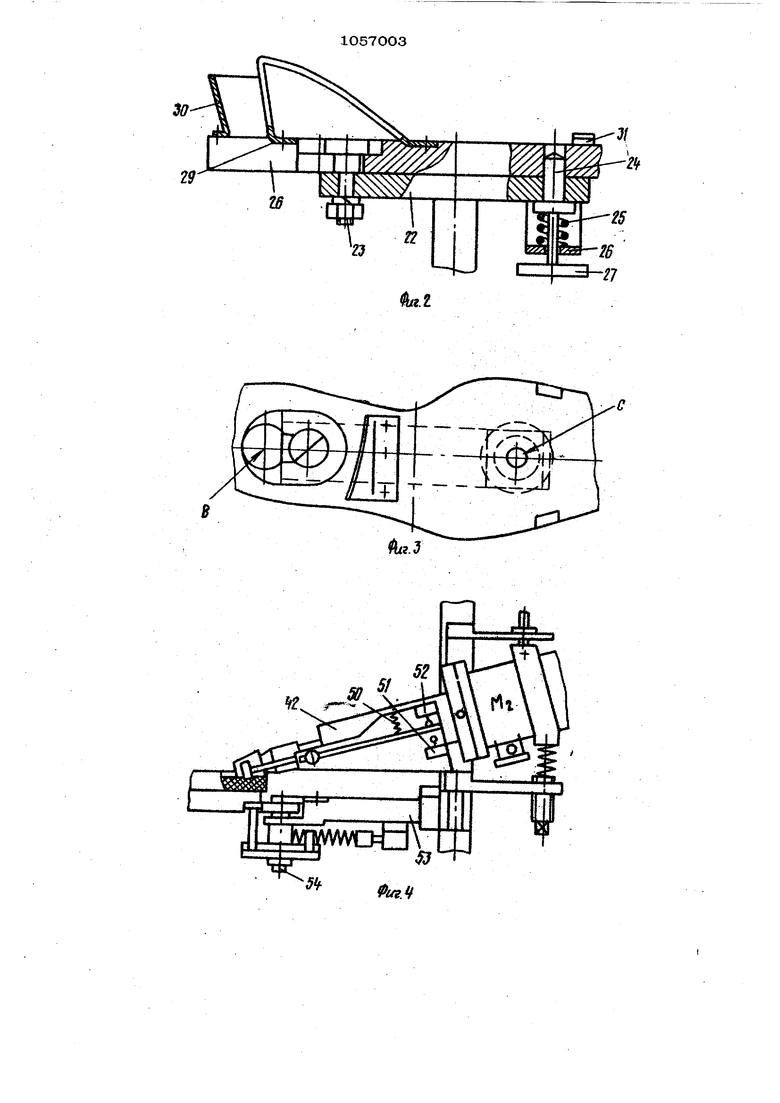
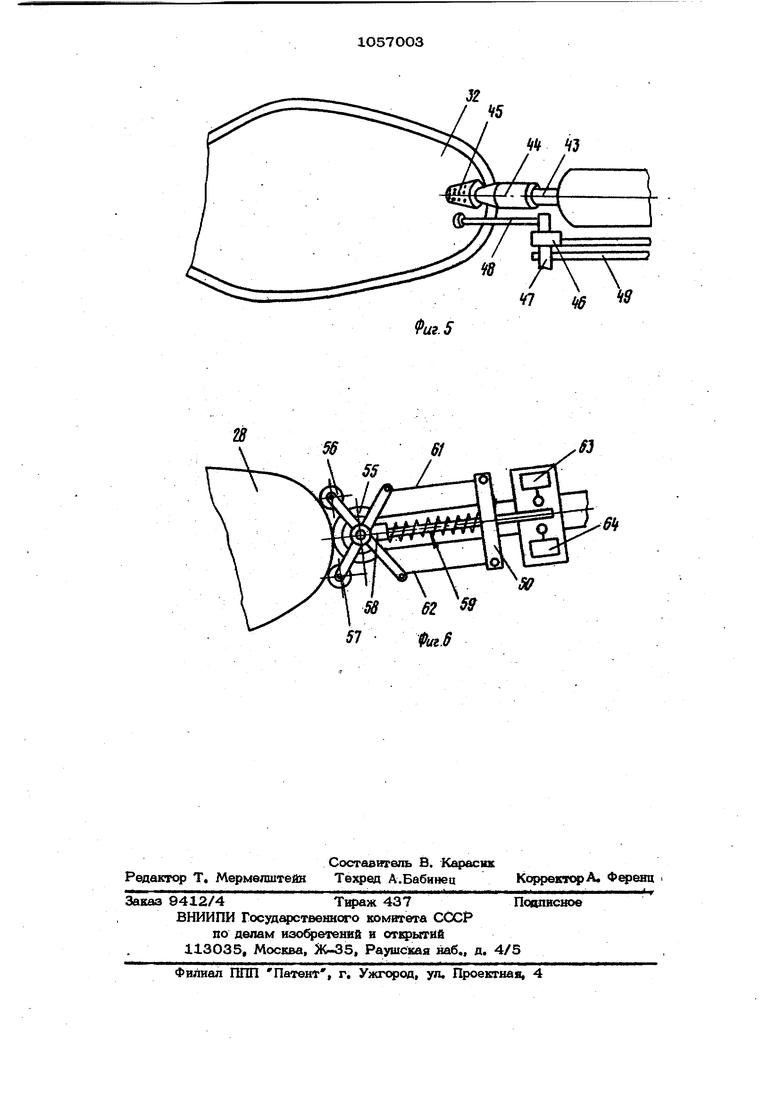
Изобретение относится к оборудова,нию обувного производства и преднаэ 1начено для обработки деталей liHaa обуви по контуру. Известен полуавтомат для обработки монолитных подошв, снабженный обрабатьшающим инструментом, производящим обработку периферией, матрицей для размещения обрабатывает ой детали, нижНИИ край которой вьтолнен в виде зубчатой рейки, взаимодействующей с пр водом, сообщающим матрице движения i Недостатком данного устройства явл$} ется наличие в его составе матрицы, имеющей сложную конструкцию , изгото& пение которой трудоемко, требует допол нительных средств и создает неудобства при эксплуатации. Известен также полуавтомат для о&работки деталей по контуру, содержащий установленные на станине привод, механизм носителя детали с опорной плат формой, средство слежения за контуром детали и механизм рабочего инструме№та, имеющий установленную на направляющих каретку с закрепленным на ней рабочим инструментом и его приводом, и средство слежения за профилем дета-. ли, закрепленное на каретке механизма рабочего инструмента . Однако известное устройство не обес печивает обработку по контуру монолитных подошв, разнопрофильную поверхность обработки и декоративный роит или ртик с неходовой стороны. Пель изобретения - расширение функциональных воэможностей оборудования. Поставленная цель достигается тем, .что полуавтомат для о аботки деталей ntf контуру содержащий установленные на станине 1фивод, механизм носителя детали с опорной платформой, средство слежения за контуром детали и механизм рабочего инструмента, имеющий установленную на направляющих каретку с закрепленным на ней рабочим инструментом и его приводом, и средство слежения за профилем детали, закрепленное на каретке механизма рабочего инструмент снабжен скобообрааной рамой с щзиводом ее колебательного движения в горизонтальной плоскости, один KOHeli которо щарнирно за1феплен на станине , а на другом конце рамы закреплены направляю щие каретки механизма рабочего инстру мента и средство слежения за контуром детали, связанное посредством управляющего органа с приводом колебательного движения раМы, при этом привод каретки рабочего инструмента связан через блок управления со средством слежения за профилем детали и установлен на скобообрааной раме с возможностью перемещения каретки в вертикальной плоскости относительно рамы, а механизм носителя детали смонтирован с возможностью перемещения по замкнутому контуру посредством привода и копира, рабочий контур которого соответствует контлУ обрабатываемой детали, закрепленного на опорной ме,ханизма носителя детали и установленного с возможностью контакта со средством слежения за контуром детали. .. На фиг. 1 изображена принципиальная схема полуавтомата; на фиг. 2 и 3 закрепление копира и вариант его исполнения; на фиг. 4 - 6 - элементы механизма рабочего инструмента и средств слежения за контуром и профилем детали. Полуавтомат для обработки деталей по контуру содержит электродвигатель 1, ременную передачу 2, редуктор 3, шеотерню 4, ведомую шестерню 5, к которой жестко за1феплен кулачок 6, неподвижную ось 7, путевые переключатели 8 и 9, Выходной вал редуктора 3 соед| шен при помощи карданного вала 10 с валом 11 зубчато-реечного механизма, смонтированного на ползуне 12, имеющем возможность возвратно-поступательного перемещения на направляющей 13 при помощи пневмоцилинцра 14, соединенного с ползуном 12 при помощи гибкой связи 15, С ползуном 12 имеет связь рычаг 16, приводимый в движение пневмоиилиндром (не показан). На валу 11 закреплена шестерня 17, находяша;к:я в зацеплении с фасонной рейкой 18, имеющей продольный паз А, в котором расположен ползун 19, установленный на валу 2 О. Фасонная рейка 18 несет стойку 21 с платформой 22, На этой платформе жестко закреплены штифты 23 и 24, последний из которых имеет возможность перемещаться вдоль своей оси под действием пружины 25, предварительно сжатой упеком 26. На свободном конце штифта 24 закреплена ручка 27, Копир 28 имеет каркас 29, ограничители 30 и 31 для фиксирования подошвы 32 и отверстия В и С (фиг.З). Механизм рабочего инструмента полу автомата (фигД) включает вал 33, смон- тированный в опоре основания (не показа но), скобообразную раму 34, в которой закреплены направляющая 35 и гидроцилиндр 36. Шток цилиндра 36 связан с кареткой 37, имеющей возможность перемещаться в вертикальной плоскости по направляющей 35. На каретке 37 шарнсфно закреплен электродвигатель 38 который устанавливается в исходном поло жений ограничительным винтом 39 и 1ФУЖИНОЙ 40, усилие прижима регулируется винтом 41. К фланцу электродви гателя 38 неподвижно за1феш1ен кор пус 42 (фиг.4 и 5} шпиндельной головки, в котором смонтирован щпиндель 43, имшощий связь с валом электродвигателя 38, несущий патрон 44 с рабочим инструментом 45. К каретке 37 закреп пека сшора 46, на которой смонтировано средство слежения за профилем детоли, состоящее - , из пальца 47 элемента 48 слежения, переключателя 49, пружины 50, преобразователей 51 и 52 сиг налов управления. На скобообразной ме 34 закреплена щтанга 53, на которой смонтировано средство слежения за контуром детали, состоящее из оси 54, узла 55 слежения, элементов 56 и 57 слеж& ния, переключателя 58, пружины59, ползуна 6О, двук тяг 61 и 62 и преофазователей 63 и 64 сигналов управления. Шток гидроцилиндра 65 шарнирно соединен со скобообразной рамой 34, имеющей возможность совершать колебательное движение в горизонтальной плоскости относительно оси вала 33, Рабочая жидкость в гидроцилиндры 3 6 и 65 подается из бака 66 через фильтр 67 и соединительные шланги насосом 68, приводимым в движение электродвигателем 69. МакЬимальное давление в гидросети регулируется предохранитель ным клапаном 70 и контролируется манометром 71. Переключение потока жшкости в полости гндроцилиндра 36 провзводится гидророзпределнтелем 72 и регулируется дросселями 73 и 74, а в полосяри гидроцилиндра 65 - гидрораспределителем 75 и регулируется-соответственно дросселями, 7 6 и 77. В верхней части направляющей 35 установлен пу тевой переключатель 78. Полуавтомат работает следующим образом. П9реаначаломработынаплатформе22 устанавливают копир 28, периметр которо го явлйется проекцией обрабатываемого контура соответствующего размера по.дошв, подлежащих обработке. Для этого платформа 22 отводится в нерабочее положение при помощи цилиндра (не показан) через рычаг 16 и ползун 12. Головку штифта 23 (фнг.2 и 3) пропуокают через Б копира 28. При помощи ручки 27, преодолевая усилие пружины 25, опускают штифт 24 вгнездо платформы 22- Копир 28 перемещают вдоль продольной оси по пазу отвероИ1яВ| совмещая центр С с центром штифта 24, который под дейст вием пружины 25 входит в это отверстие и фиксирует копир. При возврате рьпагй 16 в исходное положение торец ксаира 28 под действием усилия пневмоцилнндра 14 прижимается к узлу 55 слежения, а щ ужина 59 прижимает эл и1енты 56 и 57 слежения также к TCfHty ксФЕИра 28 в зоне касания средс ва слежения (фиг.6). Подошва 32 укладывается на копир 28 и фикс1фуется ограничителями 30 и 31/ Включают электродвигатели 38 и 69, li&pBuu из которых приводит во вращение рабочий инструмент 45, а втор)& - насос 68, Нажатием кнопки Пуск пер&ключают гидрораспределитель 72, Рабочая жидкость поступает в штоковук) полость цилищфа 36. Каретка 37 опуокается вниз до соприкосновения с обрабатываемой поверхностью 32 элемента 48 слежения, который устано лен на уровне нижней образующей рабо- : чего инструмента с учетом срезаемого материала. При опускании каретки 37 освобождается путевой п еключатель 78 и включается электродвигатель 1, который приводит в движение копир 28 с подошвой 32 через ременную передачу 2, редуктор 3, карданный вал Ю, вал 11, шестерню 17, фасонную рейку 18, стойку 21 и платформу 22., г В процессе обработки копир 28 с подошвой 32 совершает прямолинейное, вращательное и воавратно-посггупательное движения относительно неподвижного центра узла 55 слежения, а рабочий инструмент 45 в зависимости от изменения высоты обрабатываемого профиля подошвы - прямолинейное возвратно-пооттупательнре движение по вертикали и колебательное движение в горизонтальгной плоскости, выставляя ось вращения инструмента по нормали к кривой обрабачадваамого контура. Прямолинейное возщ}атно-поступатёль.ное перемещение рабочего инструмента по вертикали производится следующим - образом., Изменение высоты обрабатываемся о профиля подошвы 32 воспринимается элементом 48 слежения, который поворачивает палец 47, установленный в опоре 46, а переключатель 49, преодолевая усилие пружины 50, включает пре офазователь 51 сигнала управления и последний переключает гидрораспредел тель 72 (фиг. 1,4 и 5). Рабочая жидкость из бака 66 подается насосом 68 п иводимым в движение электродвигателем 69, через .фильтр 67,, предозфанительный клапан 70, соединительные трубо1фоводы, гидрораспределитель 72 и дроссель 74 в бесштоковуЮ полость гидроцилиндра 36, Шток гидроцилиндра 36 годнимает каретку 37, несушую шпиндельную головку механизма обработки до тех пор, пока переключатель 4 не отойдет от доеобразователя 51 сигнала управления и не переключит гкдрсраспределитель 72. При обработке от П5ГГОЧНОЙ к носочно«пучковой части пэреключатель 49 прижимается пружиной 50 к преобразователю 52 сигнала управления, который также управляет работой гндрораспредепителя 72. Рабочая жидкость подается в штоковую полость цилиндра 36 и каретка 37 опускается вниз, пока элемент 48 слежения не отведет переключатель 49 в ней ральное положение и не переключит гкдр распределитель 72. В процессе обраб тки такие импульсные перемещения шпиндельная головка мнoгoкpal но, скорость их регулируется дроссел5 ми 73 и 74. Выставление оси рабочего инструмен та 45 перпендикулярно к контуру копира 28 производится гщфоцилиндром 6 ноторый управляется следующим образом Копир 28 постоянно прижат при помощи пневмонилиндра 14 и гибкой связи 15 к узлу 55 слежения, смонтирован ному на штанге 53 (фиг. 1,4 и 6). Элементы 56 и 57 слежения свободно насаженные на оси 54, неподвижно установленной на свободном конце штанги 53 постоянно контактируют под действием пружины 59 с торцовой поверхностью копира 28. Пружина 59 предварительно сжата при помощи свободно насаженного на переключателе 58 ползуна 6О и шарнирно соединенных с ползуном 60, так и со свободными концами элементов 56 и 57 слежения тяг 61 и 62. перемещении копира 28 относительно узла 55 слежения нормаль, проведенная в точке их контакта через ноюдвижный центр узла 55 слежения, меняет свое направление. Это изменение воспринимает п еключатель 58 и стремится занять направление нормали, поворачиваясь на оси 54. При опережении штанги 53 переключатель 58 своим сво& дным концом нажимает на преобразователь 63 сигналов управления, а при отставании - на преофазователь 64 сигналов управления, которые управляют работой гидрораспределителя 75, управляющего работой гидроцилиндра 65. Шток цилиндра 65, имеющий шарнирное соединение со скобообразной рамой 34, поворачивает ее а следовательно, и штангу 53 относительно оси вала 33 в сторону расположения переключателя 58 до совмещения оси щтанги с осью переключателя 58. При этом переключатель 58 отходит от преобразователя управления, гидрораспределитель 75 прекращает подачу жидкости в полость цилиндра 65 и штанга 53 останавливается. Новое изменение направления нормали вновь воспринимается переключателем 58, который отклоняется от нейтрального положения и нажимает на соответствующий преобразователь управления, включающий в работу гидрораспределитель 75 и цилиндр 65, Происходит поворот штанги 53 в сторону расположения переключателя 5 выключение преобразователя управт ления и останов штанги 53. Скорость перемещения штанги 53 регулируется дросселями 76 и 77. За один цикл работы полуавтомата фасонная рейка 18 совершает более одного полного оборота, т,е, с некоторым перекрытием места начала обработки, столько же - и ведомая 5. Кулачок 6, закрепленный на шестерне 5 и приводимый в движение шестерней 4, вседействует на путевой переключатель 8, который дает сигнал на отвод рабочего инструмента 45 в исходное положение и на реверс электродвигателя 1. Ведомая шестерня 5 и фасонная peitка 18 вращаются в обратном направлении до воздейстш)я кулачка 6 на переключатель 9, {сотсфый выключает вращение электродвигателя 1. Фасонная , рейка 18, а следовательно, и копир 28, остгшавливаются в исходном положении. Каретка 37 поднимается в верхнее 1юложение и, воздействуя на переключатель 78, блокирует цепь управления полуавтоматом.
На этом цикл работы полуавтомата заканчивается, производится снятие обработанной и установка новой подошвы, нажатие на кнопку Пуск, т.е. включение полуавтомата в работу в описание выше последовательности.
Предлагаемое устройство позволит повысить качество вьшускаемой обуви и расширить функциональные возможности полуавтомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для фрезерования уреза подошвы для обуви | 1962 |
|
SU151948A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| Гравировальный полуавтомат | 1979 |
|
SU845949A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ТИПА ПАНТОГРАФА ДЛЯ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 1934 |
|
SU40129A1 |
| Полуавтомат для подгибания и склеивания деталей одежды | 1975 |
|
SU510222A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Полуавтомат для спускания подошв в переймах и крокуле | 1960 |
|
SU151222A1 |
| ВСЕСОЮЗНАЯ IОГ-ТТ}':"^!-!-. ...--..,,fА11г:г1*1ш-!:.А;-;-п;'' ^ЦЩ___БИ5ЛИС7и:?[Л (В. И. Романов | 1970 |
|
SU285473A1 |
| Рабочий орган машины для изготовления и ремонта футеровки металлургических агрегатов | 1979 |
|
SU1061929A1 |
ПОЛУАВТОМАТ ДЛЯ ОБРАеОТКИ ДЕТАЛЕЙ ПО КОНТУРУ, соt epx&wKu установленные на станине првиоа, механизм носителя детали с опорной платформой, средство слежения за .. туром детали и механизм рабочего инс1 . рзгмента, имеющий установленную на наоравляюших каретку с зац епленныь4 1а ней рабочим Ш1струментом и его о шводом, и средство слежения за профилем детали, аакреплшшое на клетке механизма рабочего инструмента, отличающийся тем, что, с целью расшф& НИН функциональных возможностей, ов снабжен скобоо азной рамой с приводом ее колебательнся о движения в горизонтальной плоскости, один конец которой шарнирно за1феплен на станине, а на другом конце рамы за1феплены ва1фа ляошие каретки механизма рабочшю инструмента и средство слежения за SOBтуром детали, связанное посредством управляющего органа с приводом колебательного движения рамы, при этом привод каретки рабочего инструмента связан через блок управления со средством слежения за профилем детали и установлен на скобообразной раме с возможностью перемещения к фвтки-в вер-, 3 тикальной плоскости относительно рам, а механизм носителя детали смонгвфован с возможностью перемещения по замкнутому контуру посредством пр вода и копира, рабочий контур, хоторсго соответствует контуру обрабатываемой детали, замрепленного на опорной плат форме механизма носителя детали н установленного с возможностью контакта сл со средством слежения за контуром де кши. о 00
29
л
-27
Ч
ФигМ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ И НАНЕСЕНИЯ КЛЕЯ ПО ПЕРИМЕТРУ СЛЕДА ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ НИЗАОБУВИ | 0 |
|
SU212788A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент СССР J 713528, кд | |||
| А | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| . | |||
