Изобретение относится к станко- строению и может быть использовано в приводах подач токарных автоматов и п ол уав тома то в.
Целью изобретения является расширение технологических возможностей полуавтомата путем обеспечения обработки деталей различных типоразмеров за счет простой и удобной замены кулачка управления суппортом.
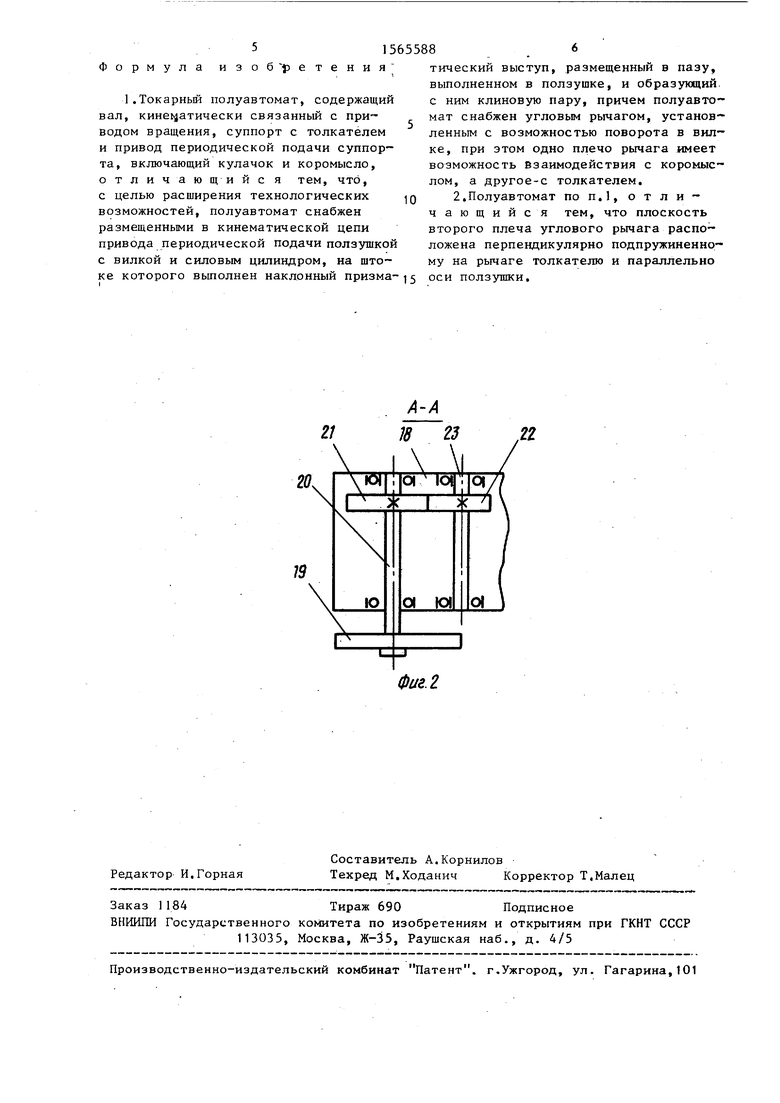
На фиг.1 представлен токарньй полуавтомат, общий вид; на фиг.2 - разрез А-А на фиг.1.
Вращающийся кулачок 19 набегает на ролик 17, разворачивает коромысло 12 на оси 16 и через вилки 13, оси 14 и регулируемую тягу 15 поворачивает угловой рычаг 6 на оси 7 против часовой стрелки и тем самым поднимает толкатель 9, при этом, сжимая пружину 11, перемещает суппорт (не показан) и производит тем самым отрезку детали. Когда произведена отрезка детали, ролик 17 возвращается в положение напротив минимального радиуса кулачка 19 (зазор 0,5 мм),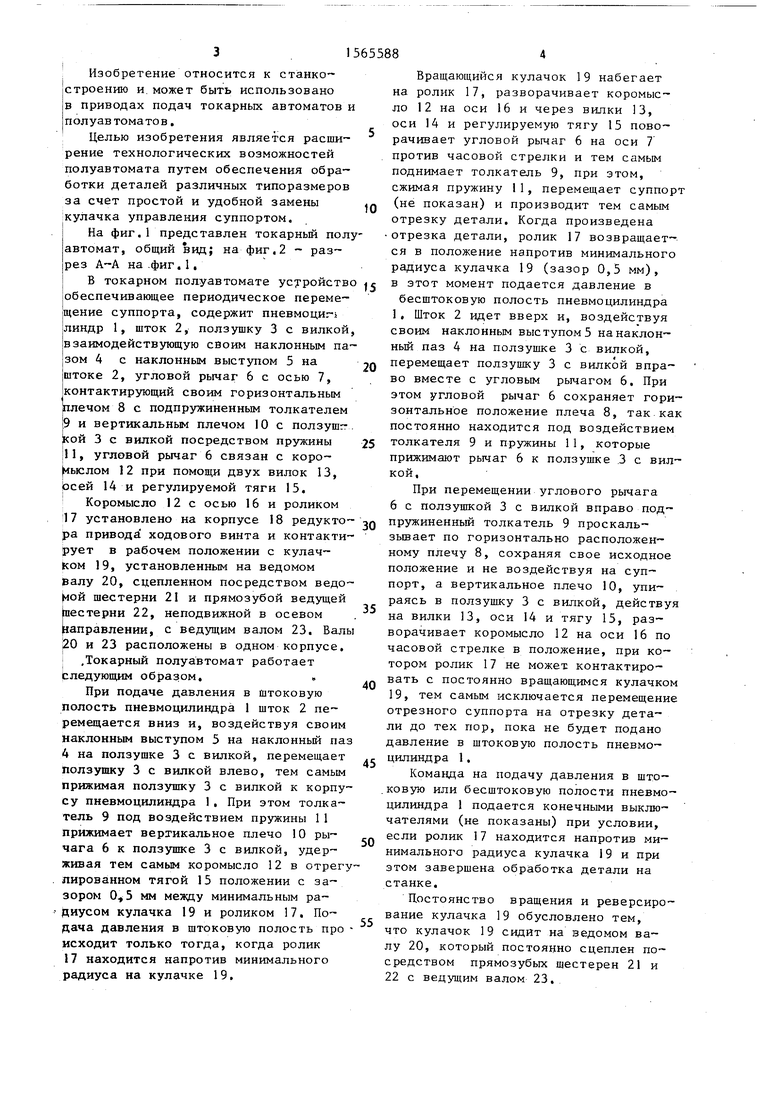
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Полуавтомат для стачивания деталей по заданному контуру | 1974 |
|
SU506665A1 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Швейный полуавтомат для выполнения коротких строчек | 1976 |
|
SU616351A1 |
| Станок для обрезки выпрессовок с покрышек | 1985 |
|
SU1291427A1 |
Изобретение относится к станкостроению и может быть использовано в приводах подач токарных автоматов и полуавтоматов. Целью изобретения является расширение технологических возможностей полуавтомата путем обеспечения обработки деталей различных типоразмеров за счет простой и удобной замены кулачка управления суппортом. При перемещении штока 2 вниз ползушка с вилкой 3 прижимается к корпусу цилиндра 1. Ролик 17 в это время находится напротив минимального радиуса кулачка 19. При набегании кулачка 19 на ролик 17 через коромысло 12, вилки 13, тягу 15 и рычаг 6 перемещается толкатель 9, задавая рабочую подачу суппорту. После окончания рабочего хода суппорта подается давление в безштоковую полость цилиндра 1, рычаг 6 перемещается вправо, сохраняя горизонтальное положение плеча 8. Толкатель 9 проскальзывает по горизонтально расположенному плечу 8, сохраняя свое исходное положение и не воздействуя на суппорт, а вертикальное плечо рычага 6 отводит ролик 17 от кулачка 19, что исключает перемещение суппорта до тех пор, пока не будет подано давление в штоковую полость цилиндра 1. 1 з.п. ф-лы, 2 ил.
В токарном полуавтомате устройство jc в этот момент подается давление в
обеспечивающее периодическое перемещение суппорта, содержит пневмоциг линдр 1, шток 2, ползушку 3 с вилкой, взаимодействующую своим наклонным па- |3ом 4 с наклонным выступом 5 на штоке 2, угловой рычаг 6 с осью 7, контактирующий своим горизонтальным плечом 8 с подпружиненным толкателем 9 и вертикальным плечом 10 с ползуш- кой 3 с вилкой посредством пружины 11, угловой рычаг 6 связан с коро- ыслом 12 при помощи двух вилок 13, осей 14 и регулируемой тяги 15.
Коромысло 12 с осью 16 и роликом
35
40
17 установлено на корпусе 18 редукто- Q пружиненный толкатель 9 проскаль- ра привода ходового винта и контактирует в рабочем положении с кулач- Ком 19, установленным на ведомом Валу 20, сцепленном посредством ведо- (мой шестерни 21 и прямозубой ведущей Ьестерни 22, неподвижной в осевом Направлении, с ведущим валом 23. Валы 20 и 23 расположены в одном корпусе.
.Токарный полуавтомат работает Следующим образом,
При подаче давления в штоковую полость пневмоцилиндра 1 шток 2 перемещается вниз и, воздействуя своим Наклонным выступом 5 на наклонный паз 4 на ползушке 3 с вилкой, перемещает Ползушку 3 с вилкой влево, тем самым Прижимая ползушку 3 с вилкой к корпусу пневмоцилиндра 1, При этом толкатель 9 под воздействием пружины 11 прижимает вертикальное плечо 10 рычага 6 к ползушке 3 с вилкой, удерживая тем самым коромысло 12 в отрегулированном тягой 15 положении с зазором мм между минимальным радиусом кулачка 19 и роликом 17. Подача давления в штоковую полость про - исходит только тогда, когда ролик 17 находится напротив минимального радиуса на кулачке 19.
45
50
55
зывает по горизонтально расположен ному плечу 8, сохраняя свое исходн положение и не воздействуя на суппорт, а вертикальное плечо 10, упи раясь в ползушку 3 с вилкой, дейст на вилки 13, оси 14 и тягу 15, раз ворачивает коромысло 12 на оси 16 часовой стрелке в положение, при к тором ролик 17 не может, контактиро вать с постоянно вращающимся кулач 19, тем самым исключается перемеще отрезного суппорта на отрезку дета ли до тех пор, пока не будет подан давление в штоковую полость пневмо цилиндра 1.
Команда на подачу давления в шт ковую или бесштоковую полости пнев цилиндра 1 подается конечными выкл чателями (не показаны) при условии если ролик I7 находится напротив м нимального радиуса кулачка 19 и пр этом завершена обработка детали на станке.
Постоянство вращения и реверси вание кулачка 19 обусловлено тем, что кулачок 19 сидит на ведомом ва лу 20, который постоянно сцеплен п средством прямозубых шестерен 21 22 с ведущим валом 23.
0
5
бесштоковую полость пневмоцилиндра 1. Шток 2 идет вверх и, воздействуя своим наклонным выступом 5 нанаклон- ный паз 4 на ползушке 3 с вилкой, перемещает ползушку 3 с вилкой вправо вместе с угловым рычагом 6. При этом угловой рычаг 6 сохраняет горизонтальное положение плеча 8, так как постоянно находится под воздействием толкателя 9 и пружины 11, которые прижимают рычаг 6 к ползушке 3 с вилкой.
При перемещении углового рычага 6 с ползушкой 3 с вилкой вправо под5
0
Q пружиненный толкатель 9 проскаль-
5
0
5
зывает по горизонтально расположенному плечу 8, сохраняя свое исходное положение и не воздействуя на суппорт, а вертикальное плечо 10, упираясь в ползушку 3 с вилкой, действуя на вилки 13, оси 14 и тягу 15, разворачивает коромысло 12 на оси 16 по часовой стрелке в положение, при котором ролик 17 не может, контактировать с постоянно вращающимся кулачком 19, тем самым исключается перемещение отрезного суппорта на отрезку детали до тех пор, пока не будет подано давление в штоковую полость пневмо- цилиндра 1.
Команда на подачу давления в што- ковую или бесштоковую полости пневмоцилиндра 1 подается конечными выключателями (не показаны) при условии, если ролик I7 находится напротив минимального радиуса кулачка 19 и при этом завершена обработка детали на станке.
Постоянство вращения и реверсирование кулачка 19 обусловлено тем, что кулачок 19 сидит на ведомом валу 20, который постоянно сцеплен посредством прямозубых шестерен 21 и 22 с ведущим валом 23.
Формула изобретения
тический выступ, размещенный в пазу, выполненном в полэушке, и образующий с ним клиновую пару, причем полуавтомат снабжен угловым рычагом, установленным с возможностью поворота в вилке, при этом одно плечо рычага имеет возможность взаимодействия с коромыслом, а другое-с толкателем.
Фиг. 2
| Токарный автомат | 1975 |
|
SU524503A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
