(54) АЛМАЗНО-РАСТОЧНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Алмазно-расточной станок с автоматическим циклом обработки | 1980 |
|
SU1009639A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Многопозиционный алмазно-расточный станок | 1972 |
|
SU559780A1 |
| Алмазно-расточный станок | 1975 |
|
SU529012A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Металлорежущий станок | 1990 |
|
SU1803277A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |

1
; Изобретение относится к. станкостроению,- Б частности к алмазно-расточным станкам для обработки центральных отверстий Б деталях типа конических шестерен, и может быть использовано в металлообрабатьюающей промышленности.
Известны алмазно-расточные станки, например, для обработки конических шестерен, на нанраБляющих станины которых размещены рабочий стол со смонтированным на нем приспособлением для установки обрабатываемой детали и мостики, несущие одну или несколько шпиндельных головок с расточным инструментом.
Предлагаемый станок отличается тем, что приспособление для установки детали снабжено устройствами для предварительного и окончательного центрирования детали, раздельно закрепленными в двух стой|ках, которые расположены по обе стороны детали и выполнены подвижными одна oiw носительно другой и расточных шпинделей. Стойка, несущая устройство для окончатель ного центрирования, смонтирована на на1правляющих, закрепленных на корпусе шпиц
Сдельной гчзловки, а стойка с устройством для предварительного центрирования - на рабочем столе.
Обе стойки соединены с гидроци/шндрами, развивающими различные рабочие усилия. Цилиндр стойки, смонтированной на рабочем столе, выполнен с ycHjmeM, превышающим усилие гидроцилиндров, приводящих другую стойку, к поршневой полости которых параллельно подключены напорный золотник и обратный клапан.
Это позволяет повысить точность и производительность обработки, а также упростить конструкцию.
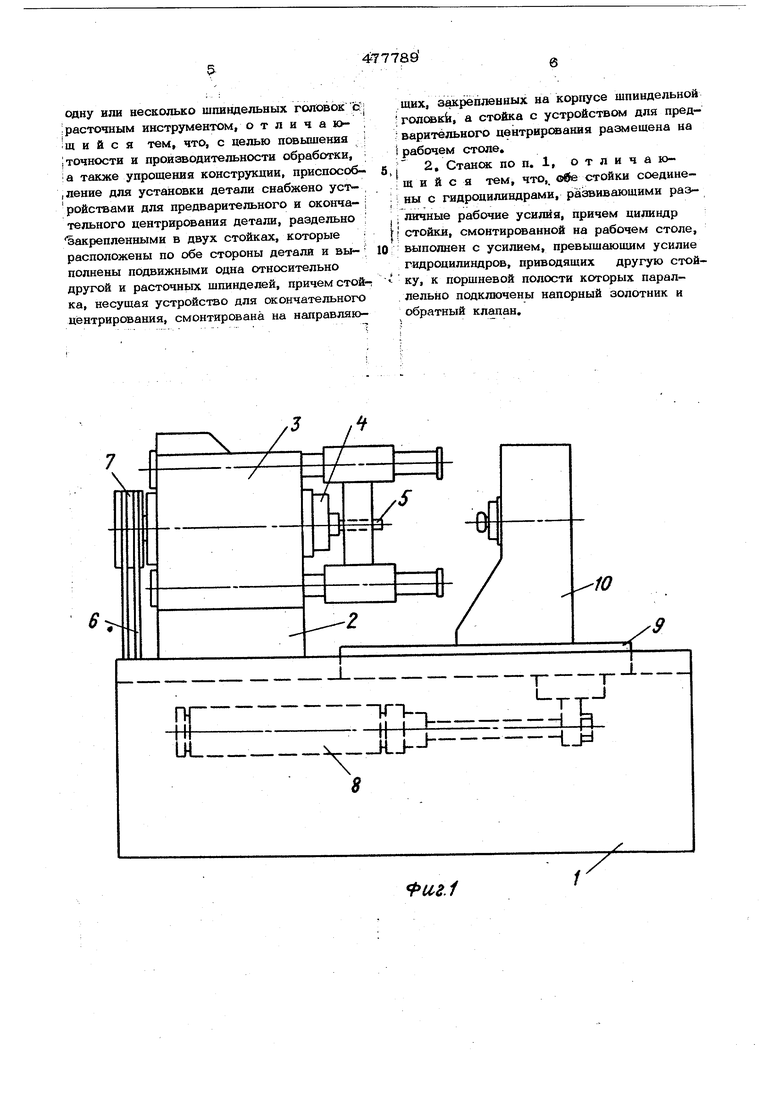
На фиг. 1 изображен предлагаемый станок; на фиг. 2 - то же, продольный разрез по приспособлению в положении конца обработки Отверстия; на фиг. 3 - гидравхшческая схема управления автоматическим циклом перемещения приснособленин.
Станок состоит из станины 1, на верхней плоскости которой смонтирован мостик 2j несущий шпиндельную головку 3, на фланце головки закреплена расточная оправ, ка 4 с резцом 5. Привод вращения шпинГделя осуществляется клиноременной передачей 6 с помощью шкива 7. По направляющим станины под воздействием гидро1шлиндра 8 перемещается рабочий стол 9« Гидропривод станка смонтирсжан в отдельном гидроагрегате, расположенном рядом со станком и связан с ним гибкими шлангами {на чертеже не показан).
Приспособление содержит закрепленную на столе 9 стойку 10, вьшолненную в виде жесткого угольника, на торце которого устанси&лена зажимная планка 11, рабочая поверхность которой выполнена сферической в соответствии со сферической .торцовой поверхностью обрабатываемой детали - конической шестерни 12.
В нижней части планки 11 закреплены штыри 13 для ориентирования детали при загрузке по впадинам зубьев. Для центрирования шестерни по предварительно обработанному отверстию используется фиксагтор 14, смонтированный на штсяке гидроцилиндра 15.
Стойка 16 приспособления подвижно смонтнрована на направляющих 17, закрепленных в корпусе 18 шпиндельной голсеки 3. В стойке 16 закреплено базовое кольцо 19, в котором с помощью сепаратора 20 и пружин 21 установлены калибр жанные щарики 22, служащие для окончательного центрирования шестерни. Направляющие 17 выполнены полыми, несущими штыри 23, связанные осями 24 с корпусом стойки 16 Привод стойки 16 выполнен в виде гидроцилиндров 25, штоки 26 которых контактируют со штырями 23. В зоне расположения осей 24 в направляющих 17 выполнены паг зы 27. Гидроцилиндры соединены с помощью трубопровода 28. Напорный золотник 29 и обратный клапан ЗО подключены к поршневой полости цилиндров 25, диаметр которых значительно меньше диаметра цилиндра Обработка конических на станке производится сяеаукалим образом.. Маело от гидросистемы подается в поршневые полости цилиндре 25 н 8. При этом стол 9 и стойка 16 станка перемещаются в i крайнее правое положение и останавливаюся на расстоянии друг от друга. При подходе стола 9 к крайнему положению псщается команда от путевого ксжечника, закрепленного на стопе (на чертеже не псжазан), и шток гидрсщнлвндра 15 вы|№нгает фиксатор 14 влево. Рабочее пространство станка доступно для обслуживания. Обрабатьгоаемую деталь - ксжвческую шестерню 12 - устанавливают по предварительному расточенному отверстию на фиксатор 14 и ориентируют в угловом положе нии спомощью штырей 13, входящих BCF впадины зубьев. Щосле установки детали на стойке 10 включают станок, в котором автоматически производятся следующие операции: стол с деталью ускоренно перемещается влево (масло подается в штсжо вую полость цилиндра 8) и при подходе к механизмам левой стойки 16 переходит на
рабочую подачу. Перемещаясь на рабочей подаче, стол вводит деталь 12 в контакт с калиброванными шариками 22, которые попадают во впадины зубьев шестерен. По:следняя самоустанавливается по шарикам
{благодаря наличию сферической поверхности в зажимной планке 11, контактирующей с коническим или сферическим торцом шестерни, и окончательно центрируется в приспособлении.
При дальнейшем движении стола влево
усилие гидроцилиндра 8 передается на стойку 16 и через оси 24 -на штыри 23, упирающиеся в штоки 26 гидроцилиндров 25. Благодаря подключению напорного золотника 29 к поршневой полости гидроцилиндров штоки 26 перемещаются влево с сопротивлением настройки клапана. Оси 24 при этом скользят по пазам 27 направляющих 17. Усилие зажима детали опреЛеляется разностью усилий, развиваемых цилиндрами 8 и 25, и регулируется настройкой пружины золотника 29, оставаясь постоянным во все время обработки. Стойка 16 направляется при движении направляющими 17, смонтированными на корпусе 18 шпиндельной голсеки 3, что исключает взаимное смещение головки и базовых поверхностей приспособления при температурных деформациях системы. Кулачки управления, смонтированные на столе, подают команду на отвод фиксатора 14 вправо и включение вращения шпинделя. Производится обработка резцом 5, после ежончания которой шпиндель тормозится и c-гол агводится вправо. Стойки 16 и Ю на длину рабочего хода перемещаются вме-5 сте, при этом масло поступает в цилиндр 25 через обратный клапан ЗО, минуя золотник 29. Предмет изобретения 1. Алмазно-расточный станок, например, для обработки конических шестерен, на направляющих станины которого размеены рабочий стоп со монтированным на нем приспособлением для установки обрабатываемой детали и мостики, несущие
одну или несколько шпивдельных головок с i ; расточным инструментом, о т л и ч а ю- , ;ш и и с я тем, что, с целью повышения j ;точности и производительности обработки, а также упрощения конструкции, приспособ, ление для установки детали снабжено уст- , ройствами для предварительного и оконча- тельного центрирования детали, раздельно : Закрепленными в двух стойках, которые ; расположены по обе стороны детали и вы-; полнены подвижными одна относительно другой и расточных шпинделей, причем стой-г ка, несущая устройство для окончательного центрирования, смонтирована на направляюIv J-b
ших, закрепленных на корпусе шпиндельной голсжкЬ, а стойка с устройством для предварительного центрирсжания размещена на рабочем столе,
2, Стансж по п. 1, отличаю-iщийся тем, что,, оде стойки соединены с гидроцилиндрами, р ззвивающими различные рабочие усилия, причем цилиндр стойки, смонтирсшанной на рабочем столе, выполнен с усилием, превышающим усилие гидродилиндров, приводящих другую стойку, к поршневой полости которых параллельно подключены напорный золотник и обратный клапан.
иг.1 LJ-I
28
29 27 2
Фиг.2
-25 21
