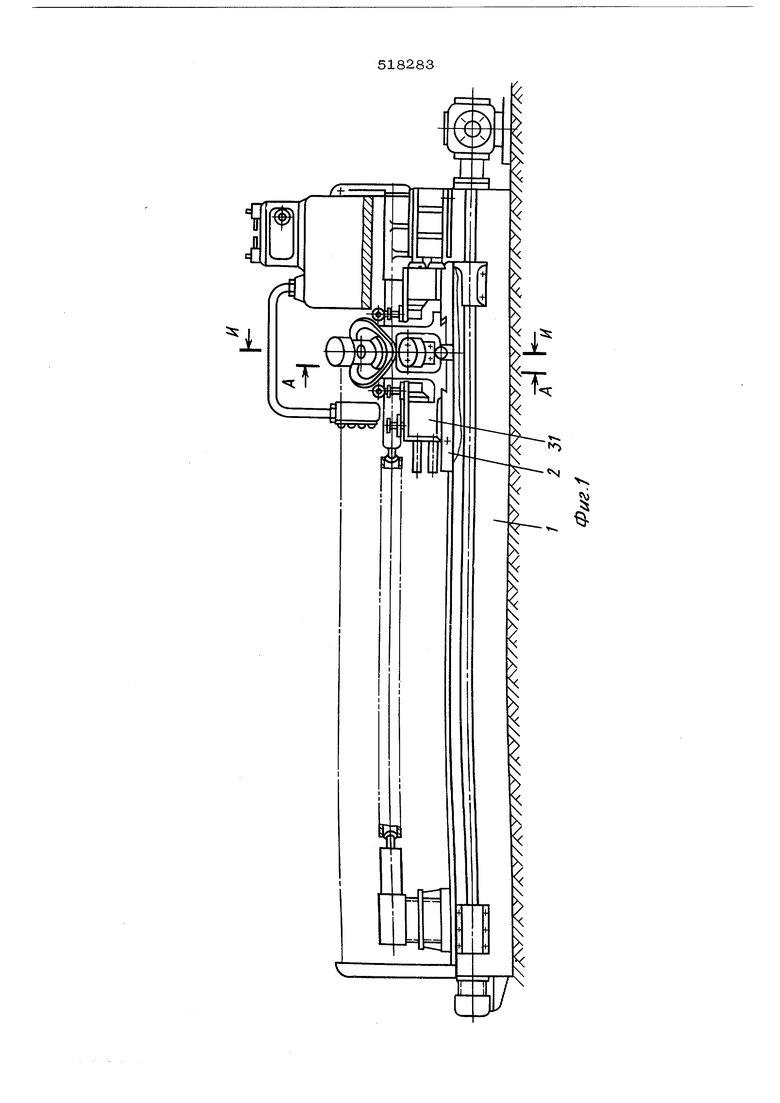
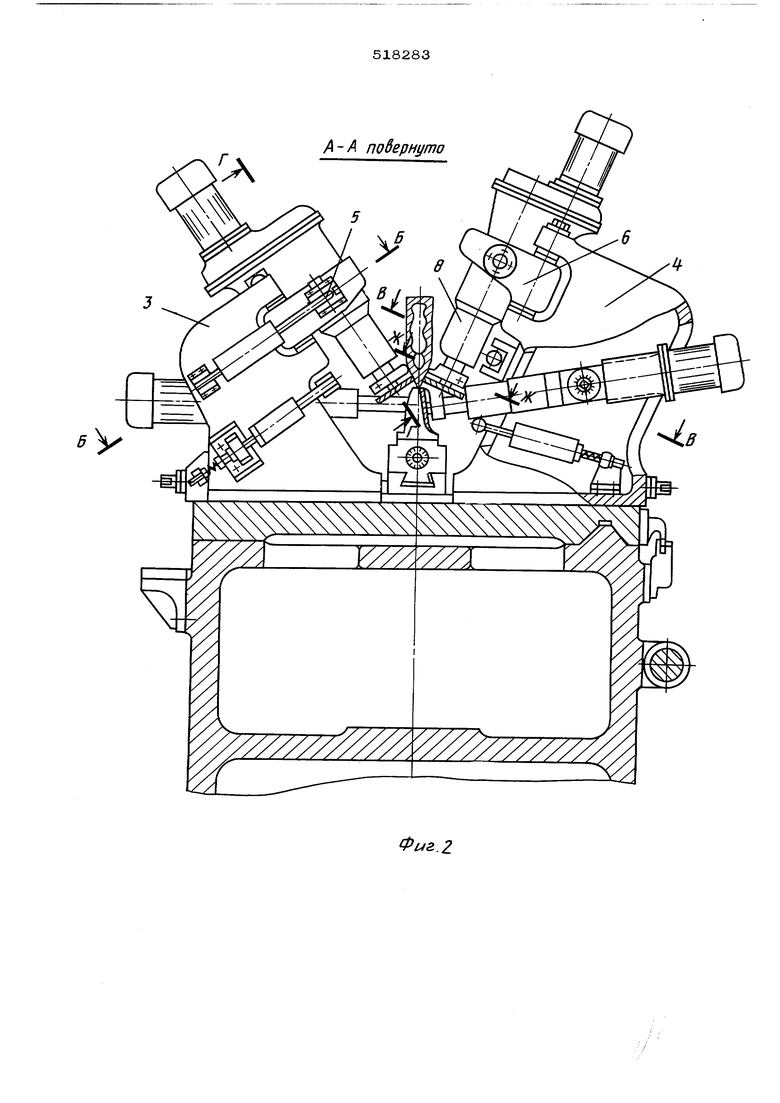
(54) КОПИРОВАЛЬНЫЙ МНОГО ШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК резьба, с тарелкой 17 , в которую упираетс пружина. f8 Подвески f и 6 соединены при ПОМОЦ1И осевых кронштейнов 9 с кача ющимися гидроцилиндрами 20 (на фиг. 3). В корпусе фрезерного суппорта 4 на оси 2 смонтирована одношпиндельная фрезерная головка Z2 , шарнирно соединенная со штоком гидроцилиндра 25 . Задняя крьш1ка гидроцилиндра 23 вьшолнена в виде цилиндрической направляющей 24 , сопрягающейся с резьбовой втулкой 2f . На цилиндрической направляющей 24 установлена пружина 26 , упирающаяся в торец втулки 2f, установленной в крестовину 27 , смонтированной в кронщтейне 2 8 , жестко закрепленного в корпусе фрезерного суппорта 4 . На пинолях щпинделей всех фрезерных головок имеются следующие ггопировальные системы, содержащие одетые на пиноли фрезepн: зIx головок клеммовые хомуты 29 , соединенные с дуговыми копирными щупами 50 . Для ориентации обрабатываемой детали относительно инструмента на продольной каретке 2 смонтированы фильерные устройства 3-1 Работает станок следующим образом. Изделие устанавливают на базовые стойки станка, ориентируя по его внутреннему каналу. При движении продольной карет1Ш 2 в фильерное устройство 51 входит технологический фальт-лонжерон, ориентируясь относительно режущего инструмента базирующим устройством 52 . Получая сигнал от ко;ешых выключателей, расположенньк на станке соответстве но техпроцессу обработки, поршни управляемых через золотники качающихся гидроцилиндров 20 занимают крайнее верхнее положение, поворачивая универсальные подвески 5 и 6 вокруг осей 1-1. Затем качаю щиеся гидроцилиндры поворачивают головки фрезерных блоков 7 и и с фасонными фрезами начального профиля на рабочую позицию. При этом поршни качающихся 834 гидроцилиндров И занимают крайнее нижнее положение, сокращая передаточное звено. Одновременно с этим осуществляется подвод одношпиндельной фрезерной головки для фрезерования центрального профиля. При этом гидроцилиндр 23 удлиняет передаточное звено. Подвод всех фрезерных головок на рабочую позицию происходит до тех пор, пока дуговые копирные щупы не придут в контакт с фасонной поверхностью изделия. В фрезерных блоках 7 и 8 работают фрезы начального профиля. Силовой эффект слежения осуществляется пружинами 1В и 26. При вьфаботке заданной длины начал1 ного профиля и при подходе фрезерных блоков к следующему фасонному профилю, механизмы отводов блоков выводят из работы фрезы начального профиля. При этом поршень гидроцилиндра 20 занимает крайнее нижнее положение, поворачивая универсальные подвески и 6 с фрезерными блоками 7 и fl вокруг осей i-i до тех пор, пока дуговые копирные щупы не коснутся наружного контура изделия. Работают фрезы конечного фасонного профиля. Формула изобретения Копировальный гдногошпиндельный фрезерный станок для обработки вогнутых фасонных поверхностей переменного профиля с установленной на станине продольно перемещающейся кареткой, с которой связаны фрезерные головки, отличающийс я тем, что, с целью автоматизации прос я тем. „есса обработки, станок снабжен двумя перемешающимися по каретке суппортами, на каждом из которых смонтированы при помощи одвесок установленные под определенным глом спаренные фрезерные головки, сферическими шарнирами связанные с механизмами их отвода и подвода, закрепленными на суппортах, причем сферические шарниры расположены на осях симметрии спаренных фрезерных головок.

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1970 |
|
SU262365A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| Копировально-фрезерный станок по дереву | 1958 |
|
SU115390A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК | 1965 |
|
SU174498A1 |
| Вертикальный копировально-фрезерный станок для двусторонней обработки фасонных поверхностей | 1976 |
|
SU619298A2 |
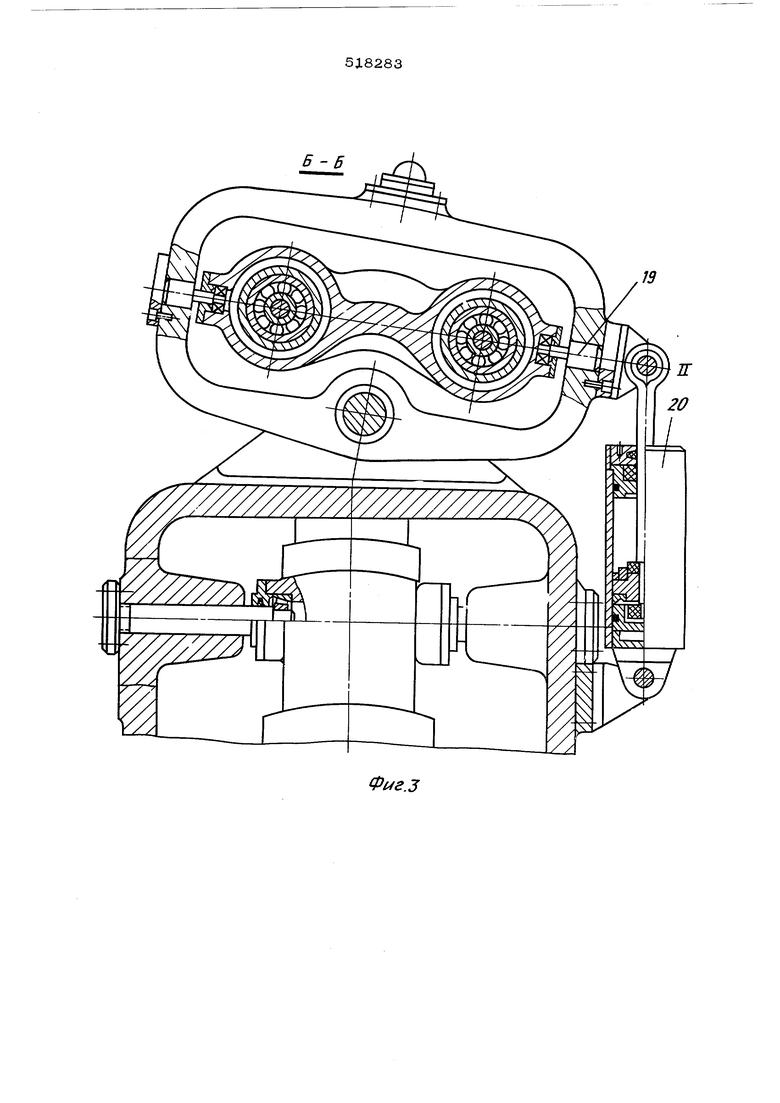




Фиг. Б .З Б
l
