Изобретение относится к производству ферромагнитных пленок, нанесенных на подложку (немагнитную проволоку) и предназначенных для применения в запоминающих устройствах электронных вычислительных машин.
Известно устройство для разбраковки стержней, покрытых тонкой магнитной пленкой, состояш.ее из механизма подачи стержней, механизма упаковки, устройства обнаружения негодных точек на металлической магнитной пленке, представленного двумя неподвижными зажимами-контактами и подвижным датчиком обнаружения негодных точек на пленке, соединенных с измерительным устройством, анализируюпл,им блоком и схемой управления. Один из зажимов-контактов выполнен в виде перемещающегося в осевом направлении щтока со сквозным каналом, свободный конец которого снабжен подпружиненным зажимом с заслонкой и датчиком обнаружения наличия ферромагнитной пленки, а другой конец взаимодействует с механизмом перемещения штока в осевом направлении. В период контроля пленки он неподвижен.
Одним из недостатков устройства является конструктивная сложность узлов автомата, обеспечивающих поштучную подачу стержней, длиной 600 мм, диаметром 0,1-0,5 мм через датчик, имеющий проходное отверстие 0,2- 0,6 мм к зажимам, обеспечивающим электрический контакт с концом проверяемого стержня и транспортировку годных отрезков на упаковку. Для автомата характерно наличие нескольких вспомогательных подготовительных
тактов, необходимых для установки и съема стержней с измерительного устройства, что снижает его производительность. Другим недостатком автомата и устройств аналогичного назначения является непригодность их для
отбора годных стержней непосредственно с технологической линии, что нарушает непрерывность процесса изготовления стержней с металлической магнитной пленкой для запоминающих устройств электронных вычислительных мащин.
Цель изобретения - повышение производительности автомата путем одновременной сортировки стержней по длине. Это достигается тем, что предлагаемый автомат содержит каретку с поворотным лотком, установленную на направляющих и связанную с приводом для обеспечения синхронного перемещения ее с приемными лотками и механизмом подачи стержней, и механизм возврата каретки с упором, причем приемные лотки расположены на направляющих с возможностью перемещения в направлении, перпендикулярном перемещению каретки, а датчик обнаружения негодных точек на магнитной нленке свободно установлен с возможностью взаимодействия с кареткой, при этом один из зажимов-контактов установлен на механизме подачи стержней, а другой шарнирно закренлен на каретке и имеет удлиненный зубец для разрезания стержня и зубья для разрушения покрытия стержня.
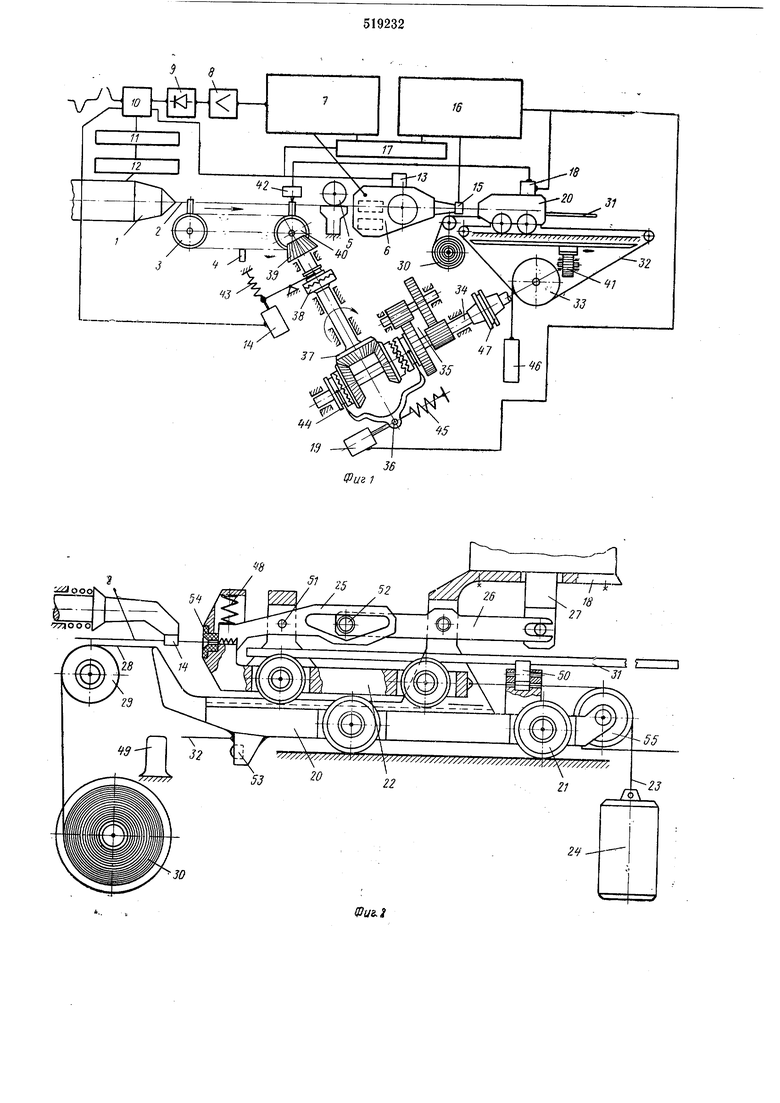
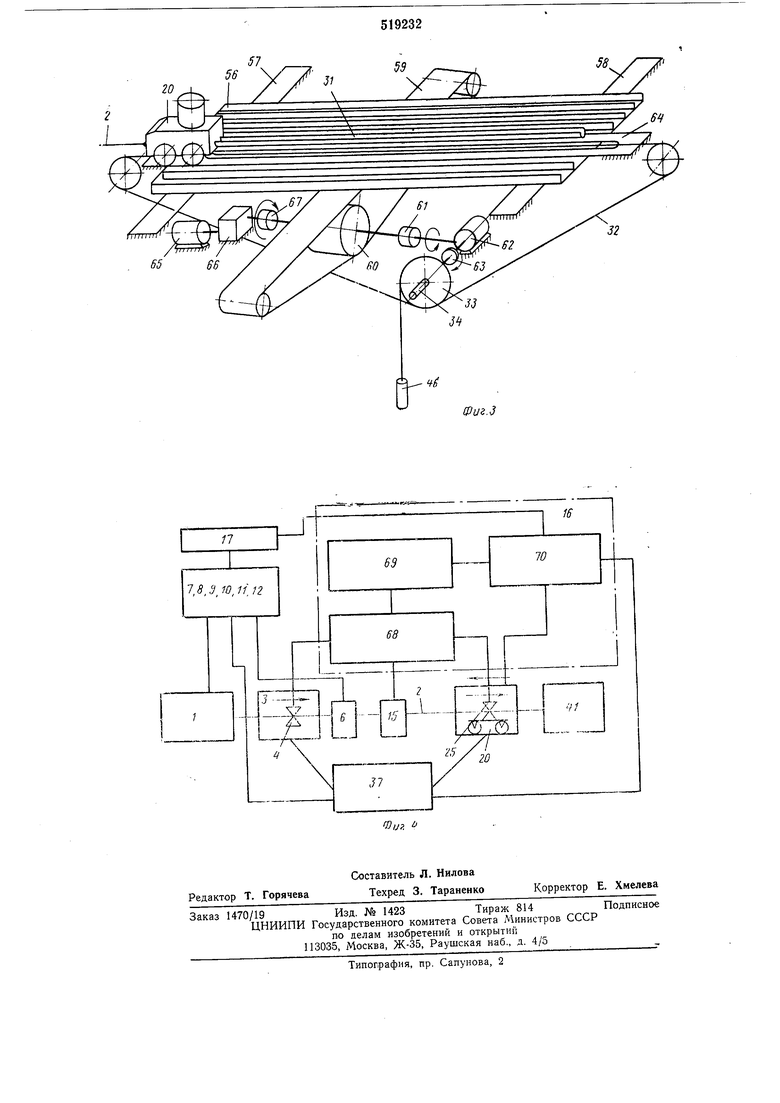
На фиг. 1 изображена функционально-кинематическая схема предлагаемого автомата; на фиг. 2 - тележка; на фиг. 3 - кинематическая схема сортирующего механизма; на фиг. 4 - блок-схема автомата.
За технологической линией 1 соосно с подложкой 2 расположены механизм 3 подачи стержней, имеющий транспортирующие зажимы-контакты 4, проталкивающий механизм 5, датчик 6 измерения величины и знака магнитострикции, связанный через устройство 7 измерения магнитострикции магнитной пленки, усилитель 8, детектор 9, самописец 10, преобразователь 11, исполнительный механизм 12 с технологической линией и электромагнитами 13 и 14. Датчик 15 обнаружения негодных точек на магнитной пленке установлен свободно и электрически связан через устройство 16 обнарз жения негодных точек на магнитной пленке с нрогра.ммным зстройством 17, электромагнитами 18 и 19.
Каретка 20 имеет колеса 21, шариирную платформу 22, связавшую через нить 23 с гирей 24, зажим-контакт 25, одно плечо которого имеет удлиненный зубец для разрезания подложки .и зубья для разрушения покрытия стержня, а другое плечо выполнено с треугольным вырезом и через коромысло 26 связано с якорем 27 электромагнита, следящую площадку 28, связанную через направляющий ролик 29 с бобиной 30, и поворотиый лоток 31, соединенный через тягу с электромагнитом. Каретка через тросик 32, шкив 33, ось 34, цилиндрические шестерни 35, электромагнитные муфты 36, конические шестерни 37, электромагнитную -муфту 38, коническую передачу 39 связана с ведущей звездочкой 40 механизма подачи стержней.
Сортирующий механизм 41 связан с приводом каретки при вытягивании подложки из датчиков, а концевой выключатель 42 - с электромагнитом.
Прзжина 43, зубчатая муфта 44, пружина 45, гиря 46, фрикционная муфта 47, пружина 48, упор 49, поворотный шарнир 50, ось 51, ролик 52, концевой выключатель 53, направляющая шайба 54 и блок 55 закреплены на соответствующих механизмах автомата.
Блок приемных лотков 56 установлен на направляющих 57 и 58 и через приводную ленту 59, ведущий ролик 60, зубчато-храповую муфту 61, редуктор 62 и зубчато-храповую муфту 63 связан с кареткой 20,. которая перемещается по направляющей 64. Возврат блока приемных лотков после сбрасывания каждого стержня осществляется двигателем 65 через редуктор 66 и зубчато-храновую муфту 67. Зубчато-храповые муфты передают
крутящий момеит только в направлении, указанном стрелкой.
Устройство 16 обнаружения негодных точек на магнитной пленке включает в себя измерительное устройство 68, соединенное посредством синхронно-подвижных зажимов-контактов с измеряемым участком пленки со свободно установленным датчиком обнаружения негодных точек на магнитной пленке и через анализирующий блок 69 со схемой управления 70.
Автомат имеет два режима работы; режим наладки технологического процесса и режим отбора с технологической линии годных стержней, покрытых магнитной нленкой.
.Механизм 3 подачи стержней посредством зажимов-контактов 4 вталкивает в датчики 6 и 15 подложку с покрытиями. В режиме наладки технологического процесса зубчатая муфта 38 разъединена электромагнитом 14, а каретка 20 устанавливается схемой управления 70 ненодвижно у датчика 15 и служит в данный момент для разрезания и сбрасывания бракованных стержней в лоток брака. Длина стержней определяется расположением выключателя 42 относительно механизма 3 подачи стрежней, который управляет через электромагнит 18 зажимом-контактом 25 и поворотным лотком 31. В данном режиме датчик 6 обнаружения знака и величины магнитострикции периодически при помощи механизма растягивает подложку и выдает сигнал от переключения участка пленки синусоидальным сигналом до и после деформации растяжения в устройство регулирования технологического процесса, включающее в себя устройство 7 измерения магнитострикции магнитной пленки, усилитель 8, детектор 9, самонисец 10, преобразователь 11, исполнительный механизм 12 и корректирующее режим осаждения магнитной пленки на движущуюся подложку. Корректировка режима осаждения происходит с задержкой на время, большей или равной времени движения подложки от электролизера осаждения магнитной пленки до датчика 6.
После наладки технологического режима, т. е. осаждения магнитной пленки с близкой к нулю магнитострикцией, устройство регулирования технологического процесса отключает посредством электромагнита 13 механизм растягивания подложки и включает электромагнитную зубчатую муфту 38. С данного момента автомат начинает работать в режиме отбора и сортировки годных стержней с технологической линии.
При помощи зажимов-контактов 4 механизма подачи стержней и зажима-контакта 25, закрепленного шарнирно на каретке 20, проверяемый отрезок ПОДЛОЖКИ с покрытием подключается к измерительному устройству 68 и -с постоянным натяжением транспортируется через датчики 6 и 15.
С измерительного устройства 68 через зажимы-контакты 4 и 25, обеспечивающие электрический контакт сквозь изоляционный слой лакового покрытия, подается программа разрядных прямоугольных токов записи информации. Датчик 15 представляет собой три соленоида, на которые подаются с измерительного блока программы адресных прямоугольных токов записи и считывания. При взаимодействии разрядных и адресных прямоугольных токов информация записывается на пленку. Чтение информации с пленки происходит методом разрушения записи. На датчик 15 с измерительного устройства 68 подается сигнал чтения, который разрушает запись на пленке. Сигнал от разрушения записи считывается через зажимы-контакты 4 и 25 измерительным устройством 68, который выдает считанную запись анализирующему блоку 69.
Движение пленки через датчик 15 обеспечивает последовательную проверку всех запоминаюших ячеек на отрезке стержня между зажимами-контактами 4 и 25.
В случае обнаружения негодных точек на магнитной пленке схел-га управления 70 включает электромагниты 18 и 19, которые разжимают зажим-контакт 25 (см. фиг. 2) и реверсируют каретку 20 через механизм возврата каретки и цилиндрические шестерни 35.
Каретка 20 с большой скоростью движется к датчику 15, пропуская через себя (отверстие) в поворотный лоток 31 годный отрезок подложки с покрытиями и отодвигая датчик 15 упирается выключателем 53 в упор 49. Выключатель 53 включает электромагниты 18 и 19. Под действием прулсины 48 (см. фиг. 2) удлиненный зубец зажима-контакта 25 разрезает подложку в негодной точке, и годный стержень поворотным лотком 31 сбрасывается в соответствующий приемный лоток, подведенный сортирующим механизмом 41.
Одновременно короткие зубья, разрушая изоляцию, врезаются в тело подложки 2, обеспечивая электрический контакт и вытягивание нового стержня синхронным движением каретки 20. Постоянное натяжение проверяемого
отрезка и компенсация погрешностей передаточных механизмов обеспечиваются зажимомконтактом 25, связанным через тросик с гирей 24, которая шарнирно закреплена на каретке
20. После сбрасывания годного стержня с поворотного лотка 31 в соответствующий приемный лоток лотки 56 возвращаются сортирующим механизмом 41 в исходное положение. Процесс проверки очередного стержня повторяется. Автомат при помощи программного устройства 17 периодически включается в режим наладки технологического процесса с целью обнаружения наличия магнитострикцин и корректировки режима технологического процесса.
Формула изобретения
Автомат для сортировки стержней, покрытых магнитной пленкой, содержащий мехаНИЗЛ1 подачи стержней, датчик обнаружения негодных точек на магнитной пленке, два зажима-контакта, связанные с измерительным устройством и схемой управления, и приемные лотки, отличающийся тем, что, с целью повышения производительности автомата путем одновременной сортировки стержней по длине, он содержит каретку с поворотным лотком, установленную на направляющих и связанную с приводом для обеспечения синхронного перемещения ее с приемными лотками и механизмом подачи стержней, и механизм возврата каретки с упором, причем приемные лотки расположены на направляющих с возможностью перемещения в направлении, перпендикулярном перемещению каретки, а датчик обнаружения негодных точек на магнитной пленке свободно установлен с возможностью взаимодействия с кареткой,
при этом один из зажимов-контактов установлен на механизме подачи стержней, другой щарнирно закреплен на каретке и имеет удлиненный зубец для разрезания стержня и зубья для разрушения покрытия стержня.
Э S
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УПАКОВКИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ БЛОКОВ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1999 |
|
RU2170693C2 |
| Устройство для разбраковки стержней покрытых тонкой магнитной пленкой | 1976 |
|
SU651261A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РАЗБРАКОВКИ СТЕРЖНЕЙ, ПОКРЫТЫХ ТОНКОЙ МАГНИТНОЙ ПЛЕНКОЙ | 1971 |
|
SU316020A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| АВТОМАТ ДЛЯ ОТБРАКОВКИ И КАЛИБРОВКИ СТЕКЛЯННЫХ ТРУБОК | 1968 |
|
SU207407A1 |
| Устройство для поточной сортировки короткозамкнутых роторов асинхронных двигателей | 1989 |
|
SU1661694A1 |
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |
| Устройство для проверки магнитных сердечников П-образной формы | 1986 |
|
SU1335905A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Автомат для контроля и сортировки уплотнительных колец | 1989 |
|
SU1696006A1 |
J2I
