Изобретение относится к контрольно- сортировочной технике в машиностроении и может быть использовано для контроля и сортировки по неплоскосгности уплотни- тельных колец гусеничных движителей тракторов и других гусеничных машин.
Цель изобретения - повышение производительности за смет механизации процесса формирования пакета колец.
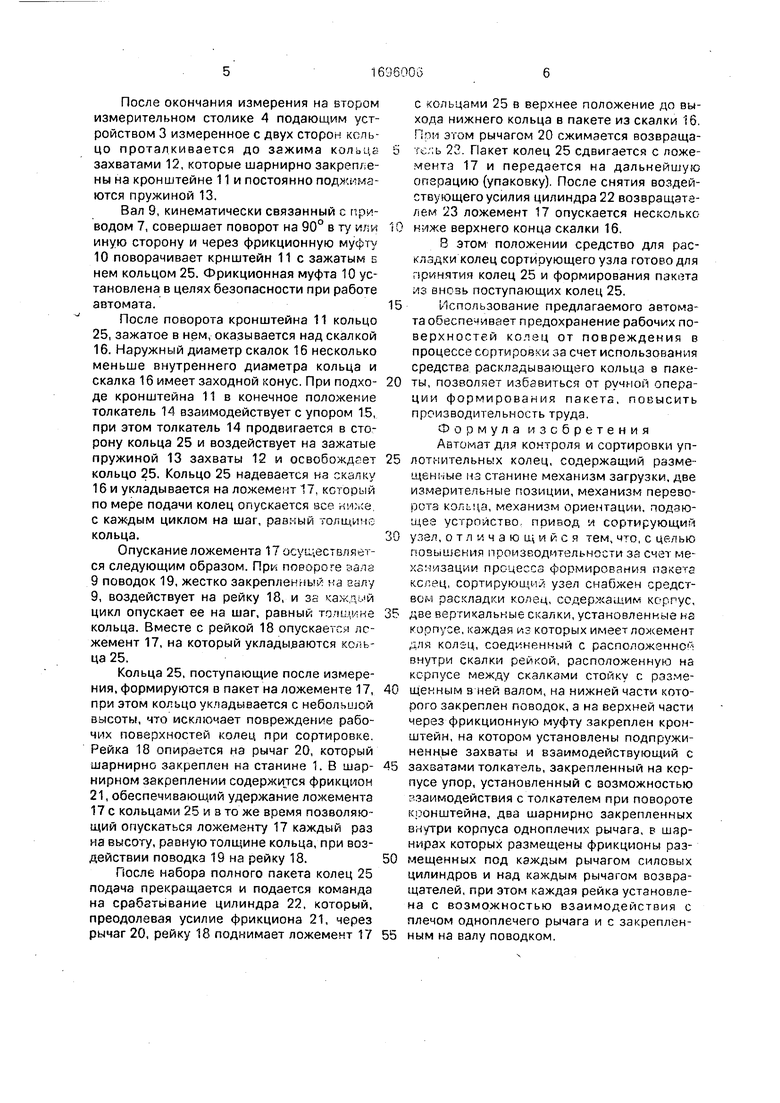
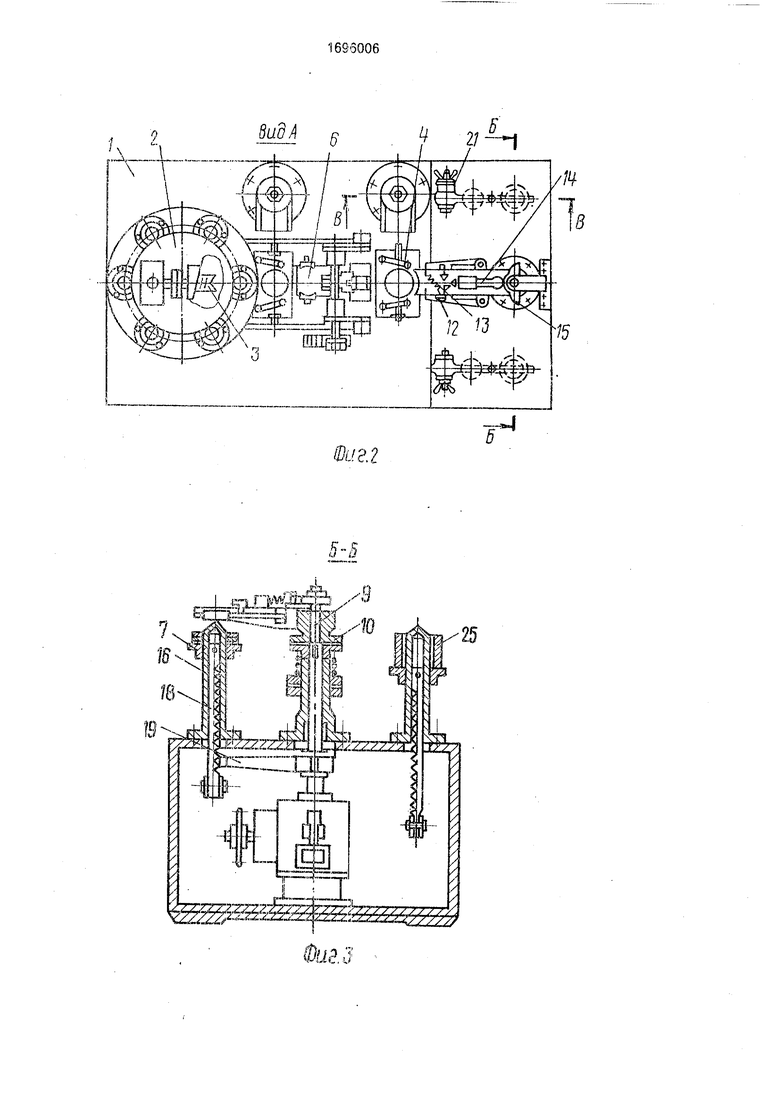
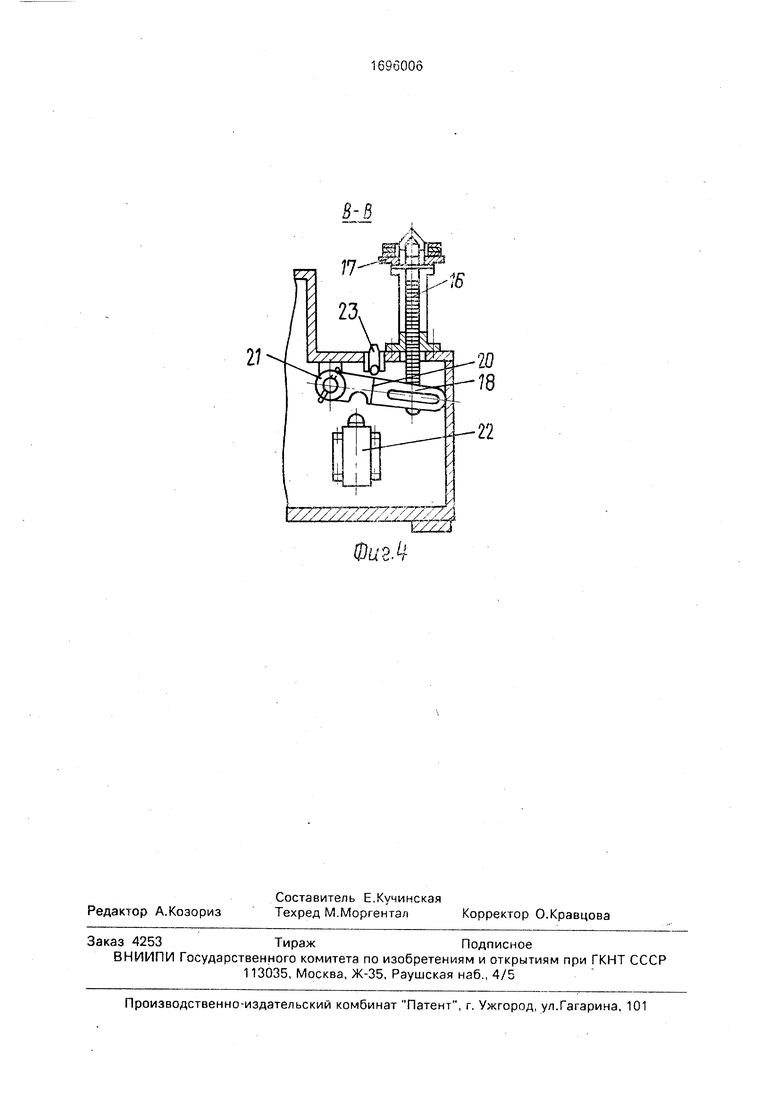
На фиг.1 показан предлагаемый автомат, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на Ьиг.4 - разрез В-В на фиг.2.
Автомат для контроля и сортирооки уп лотнительных колец содержит станину 1, на которой установлен загрузочный механизм 2, из которого контролируемое кольца подающим устройством 3 перемещаются на измерительные столики 4 где определяется неплоскостность колец.
Над измерительными столиками 4 закреплены механизмы 5 ориентации, задающие вращение колец на измерительных столиках 4 в процессе измерения. Между измерительными столиками 4 установлен механизм 6 переворота, переворачивающий кольца для контроля другой стороны кольца на следующем измерительном столике 4. Движение всех механизмов автомата осуществляется от привода 7.
Сортирующий узеп снабженный средством раскладки колеи, содержит стойку 8, установленную на станине 1. Внутри стойки 8 проходит вал 9, на котором через фрикционную муфту 10 закреплен кронштейн 11, содержащий шарнирно закрепленные захваты 12, поджимаемые пружиной 13.
Разжим захваюв 12 в месте выгрузки кольца осуществляется посредством подпружиненного толкателя 14, взаимодействующего с упором 15 в момент, когда кронштейн 11 завершает поворот из 90° в ту или иную сторону в зависимое)и от того, какое кольцо транспортируется: годное иля негодное.
Автомат содержит две скалки 16, установленные на станине 1 в местах, где выгружаются кольца, поданные кронштейном 11. На скалках 16с возможностью скольжения по ним установлены ложементы 17, которые соединены с рейкой 18, проходящей внутри скалки 16.
Привод поступательного движения ложемента 17 вниз при составлении пакета колец передается через рейку 18 от поводка 19, жестко закрепленного на валу S, и при каждом воздействии поводка 19 на рейку 18 опускает ложемент 17 на величину, равную толщине кольца.
Рейка 18 опирается на рычаг 20, кото рый шарнирно закреплен на станине 1, В шарнирном закреплении рычага 20 содержится фрикцион 21, который обеспечивает
удержание ложемента 17 на месте после опускания его на шаг, равный толщине кольца, с помощью воздействия поводка 19 на рейку 18.
Подъем ложемента 17 после образовя0 ния на нем пакета колеч осуществляется цилиндром 22, который воздействует на рычаг 20. Рычаг 20, в свою очередь, поднимает рейку 18с закрепленным с ней ложементом 17. Подъем осуществляется на высоту, когда
5 нижнее кольцо пакета оказывается чуть выше верхнего конца скалки 18 для удобства снятия пакета колец.
Над рычагом 20 закреплен подпружиненный возвращатель 23, который возвра0 щает ложемент 17 после снятия пакета колец в положение для приема первого кольца для вновь формируемого пакета, при этом ложемент 17 оказывается несколько ниже верхнего конца скалки 16.
5Поворот кронштейна 11 осуществляется от привода 7. Электромагнит 24 управляет направлением поворота кронштейна 11, и в зависимости от команды, получаемой от измерительных столиков 4, которые содер
0 жат индуктивные датчики (не показаны), пе- реключйег поворот кронштейна 11 с удерж1 лаемыми в нем захватами 12 проконтролированным кольцом s ту или иную сторону ь зависимости от того: годное оно или
5 негодное. Сортирующий узал, снабженный средством раскладки колец, формирует дза пакета колец1 годные и негодные.
Автомат для контроля и сортировки уп- лотнительных колец работает следующим
0 образом.
Уплотнительное кольцо 25 из загрузочного механизма 2 подающим устройством 3 подается на измерительные столики 4. Механизмом 5 ориентации задается вращение
5 кольца на измерительном столике 4. Кольцо 25, проверенное с одной стороны на первом измерительном столике 4, переворачивается механизмом 6 переворота, установленным между измерительными столиками 4.
0 Кольцо переворачивается перед подачей его на второй измерительный столик 4 для контроля другой стороны кольца.
Индуктивные датчики, имеющиеся в измерительных столиках 4 (не показаны), кон5 тролируют иеплоскостность обеих сторон кольца 25; электронная аппаратура автомата, переработав сигналы индуктивных датчиков, выдает команду электромагниту 24, который управляет распределением колец на годные или негодные.
После окончания измерения на втором измерительном столике 4 подающим устройством 3 измеренное с двух сторон кольцо проталкивается до зажима кольца захватами 12, которые шарнирно закреплены на кронштейне 11 и постоянно поджимаются пружиной 13.
Вал 9, кинематически связанный с приводом 7, совершает поворот на 90° в ту или иную сторону и через фрикционную муфту 10 поворачивает крнштейн 11с зажатым в нем кольцом 25. Фрикционная муфта 10 установлена в целях безопасности при работе автомата.
После поворота кронштейна 11 кольцо 25, зажатое в нем, оказывается над скалкой 16. Наружный диаметр скалок 16 несколько меньше внутреннего диаметра кольца и скалка 16 имеет заходной конус. При подходе кронштейна 11 в конечное положение толкатель 14 взаимодействует с упором 15, при этом толкатель 14 продвигается в сторону кольца 25 и воздействует на зажатые пружиной 13 захваты 12 и освобождеет кольцо 25. Кольцо 25 надевается на скалку 16 и укладывается на ложемент 17, который по мере подачи колец опускается все нм,;е. с каждым циклом на шаг, равный толщине кольца.
Опускание ложемента 17 осуществляется следующим образом. При поеороге зала 9 поводок 19, жестко закрепленный на валу 9, воздействует на рейку 18, и за каждый цикл опускает ее на шаг, равный толщине кольца. Вместе с рейкой 18 опускается лс- жемент 17, на который укладываются кольца 25.
Кольца 25, поступающие после измерения, формируются в пакет на ложементе 17, при этом кольцо укладывается с небольшой высоты, что исключает повреждение рабочих поверхностей колец при сортировке. Рейка 18 опирается на рычаг 20, который шарнирно закреплен на станине 1. В шарнирном закреплении содержится фрикцион 21, обеспечивающий удержание ложемента 17с кольцами 25 и в то же время позволяющий опускаться ложементу 17 каждый раз на высоту, равную толщине кольца, при воздействии поводка 19 на рейку 18.
После набора полного пакета колец 25 подача прекращается и подается команда на срабатывание цилиндра 22, который, преодолевая усилие фрикциона 21, через рычаг 20, рейку 18 поднимает ложемент 17
с кольцами 25 в верхнее положение до выхода нижнего кольца в пакете из скалки 16. При этом рычагом 20 сжимается возвраща- 5 те;;ь 23. Пакет колец 25 сдвигается с ложемента 17 и передается на дальнейшую операцию (упаковку). После снятия воздействующего усилия цилиндра 22 возвращате- лем 23 ложемент 17 опускается несколько
0 ниже верхнего конца скалки 16.
8 этом положении средство для рас- клздки колец сортирующего узла готово для принятия колец 25 и формирования пакета из внозь поступающих колец 25,
5 Использование предлагаемого автомата обеспечивает предохранение рабочих по- верхностей колец от повреждения в процесса сортировки за счет использования средства раскладывающего кольца в паке0 ты, позволяет избавиться от ручной операции формирования пакета, повысить производительность труда.
Формула изобретения Автомат для контроля и сортировки уп5 лотнительных колец, содержащий размещенные нз станине механизм загрузки, две измерительные позиции, механизм переворота кольца, механизм ориентации, подающее устройство, привод и сортирующий
0 узел, отличающийся тем, что, с целью повышения производительности за счет механизации процесса формирования пакета колец, сортирующий узел снабжен средством раскладки колец, содержащим кс-ргус,
5 две вертикальные скалки, установленные на корпусе, каждая из которых имеет ложемент для колец, соединенный с расположенной внутри скалки рейкой, расположенную нз корпусе между скалками стойку с разме0 щенным в ней валом, на нижней части которого закреплен поводок, а на верхней части через фрикционную муфту закреплен кронштейн, на котором установлены подпружиненные захваты и взаимодействующий с
5 захватами толкатель, закрепленный на корпусе упор, установленный с возможностью взаимодействия с толкателем при повороте кронштейна, два шарнирно закрепленных внутри корпуса одноплечих рычага, в шарнирах которых размещены фрикционы раз0 мещенных под каждым рычагом силовых цилиндров и над каждым рычагом возвра- щателей, при этом каждая рейка установлена с возможностью взаимодействия с плечом одноплечего рычага и с закреплен5 ным на валу поводком.
to
I i iur,
O)
CO
o о о
01
22
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Устройство для контроля и сортировки уплотнительных колец | 1986 |
|
SU1359008A1 |
| РОТАЦИОННЫЙ МНОГОПОЗИЦИОННЫЙ КОНТРОЛЬНЫЙ АВТОМАТ ДЛЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1961 |
|
SU150639A1 |
| Автомат для контроля и сортировки деталей | 1981 |
|
SU1036403A1 |
| Автомат для сборки тарелок и сухарей с клапанами ДВС | 1990 |
|
SU1761432A1 |
| Автомат для сортировки подшипников качения по моменту сопротивления вращению | 1987 |
|
SU1506319A1 |
| Устройство для перегрузки изделий | 1986 |
|
SU1346536A1 |
| Автомат для контроля и сортировки вкладышей подшипников скольжения | 1988 |
|
SU1664416A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
Изобретение относится к контрольно- сортировочной технике в машиностроении и позволяет повысить производительность за счет механизации процесса формирования пакета колец. Измеренное с двух сторон кольцо проталкивается до зажима захватами 12, поджатыми пружиной и шарнирно закрепленными на кронштейне 11. Вал 9 совершает поворот на 90° в ту или иную сторону и через фрикционную муфту 10 поворачивает кронштейн 11с зажатым кольi цом. После поворота кольцо оказывается над скалкой. При подходе кронштейна 11 в конечное положение толкатель 14 взаимодействует с упором. При этом толкатель 14 подвигается в сторону кольца, воздействует на захваты 12 и освобождает кольцо. Кольцо надевается на скалку и укладывается на ложемент. При повороте вала 9 поводок 19, жестко закрепленный на нем, воздействует на рейку и за каждый цикл опускает ее на шаг, разный толщине кольца. Вместе с рейкой опускается ложемент с кольцом. Рейка опирается на рычаг, шарнирно закрепленный на станине 1 Фрикцион, закрепленный на рычаге, обеспечивает удержание ложемента и позволяет опускаться ему каждый раз на высоту, равную толщине кольца. После набора пакета колец срабатывает цилиндр, расположенный под рычагом, и через рычаг, рейку он поднимает ложемент с кольцами. Возвращатель, закрепленный над рычагом, сжимается им, пакет колец сдвигается с ложемента и передается на упаковку. 4 ил. О о о о Vial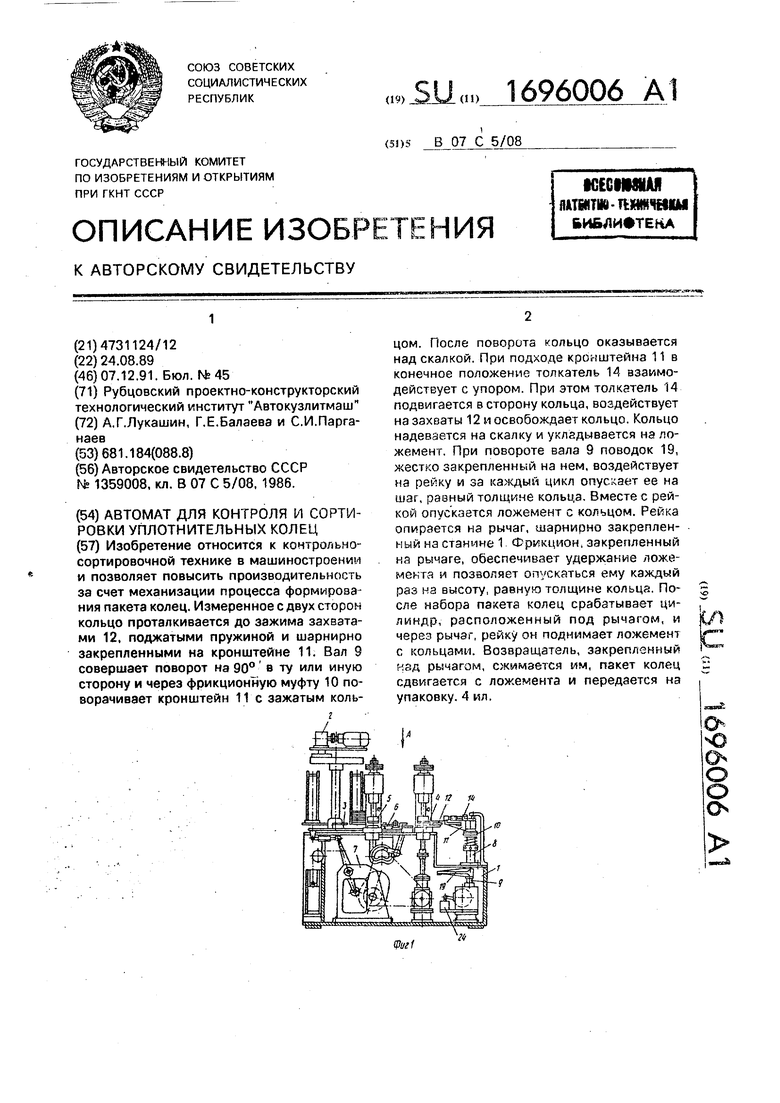
| Устройство для контроля и сортировки уплотнительных колец | 1986 |
|
SU1359008A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
