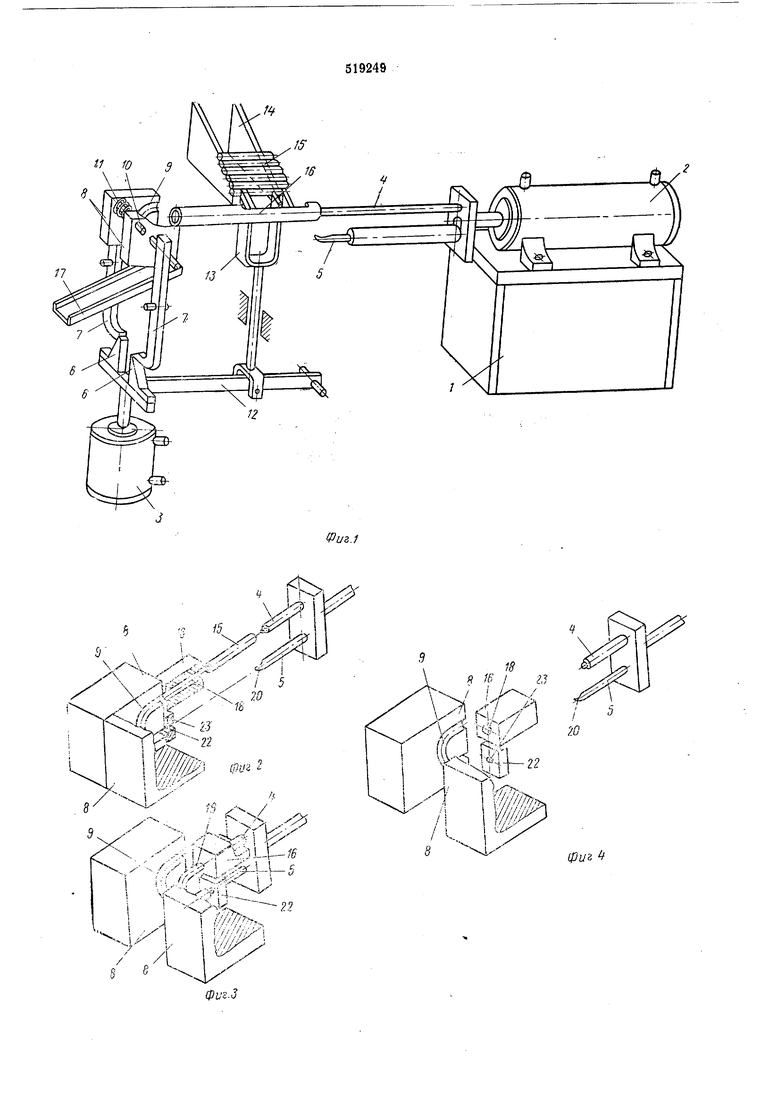
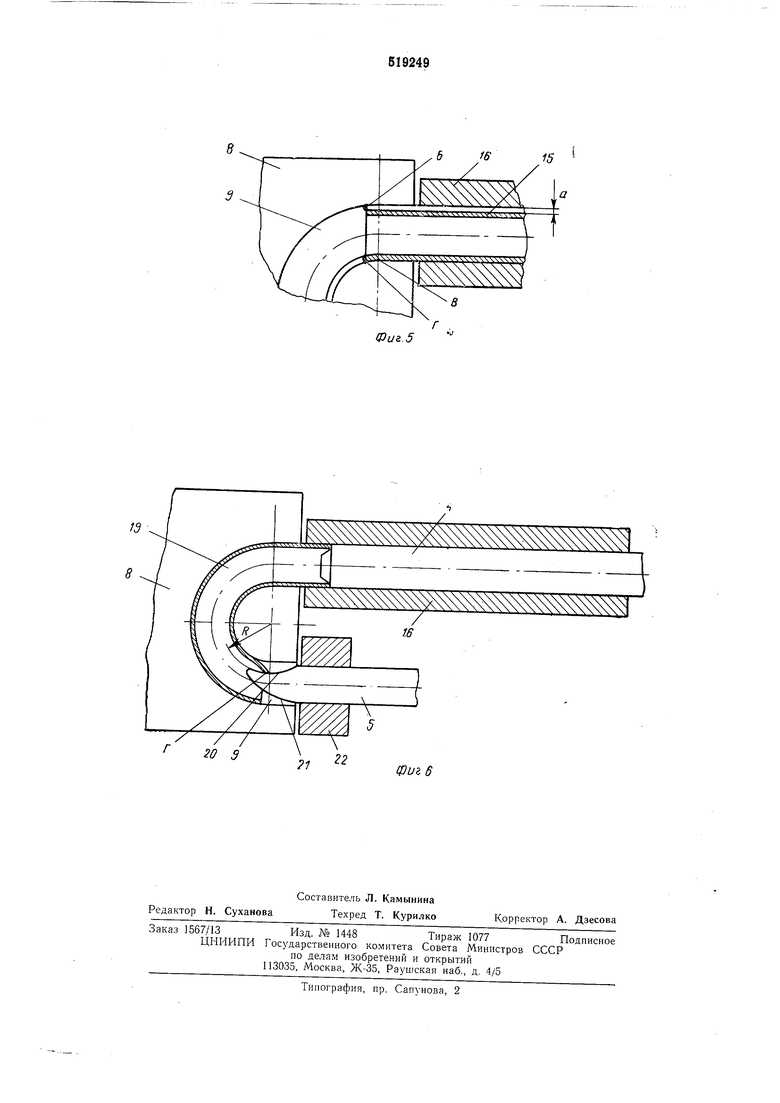
филем криволинейного канала 9 имеет зазор а, то изгиб трубной заготовки начинается лишь после соприкосновения ее переднего торца с образующей криволинейного канала в точке Б, вследствие чего внутренняя часть профиля трубной заготовки 15 между точкой В и точкой Г подвергается неполному изгибу. Происходит сплющивание трубной заготовки на этой длине. Устранение сплющивания торцового сечения изготовляемого калача 19 происходит в процессе его взаимодействия с дорном 5, движущимся совместно с толкателем 4.
Дорн 5 длиннее толкателя 4 на величину, равную заходящей в криволинейный канал 9 и взаимодействующей с изгибаемой трубной заготовкой 15 части дорна 5. Для предотвращения потери устойчивости и образования гофров на поверхности трубной заготовки 15 в момент встречи с дорном 5 на конце последнего с внутренней стороны изгиба имеется криволинейная выемка 20, радиус R которой совпадает с траекторией движения точки Г, находящейся на торце сплющенной части трубной заготовки, а с наружной стороны изгиба имеется лыска 21.
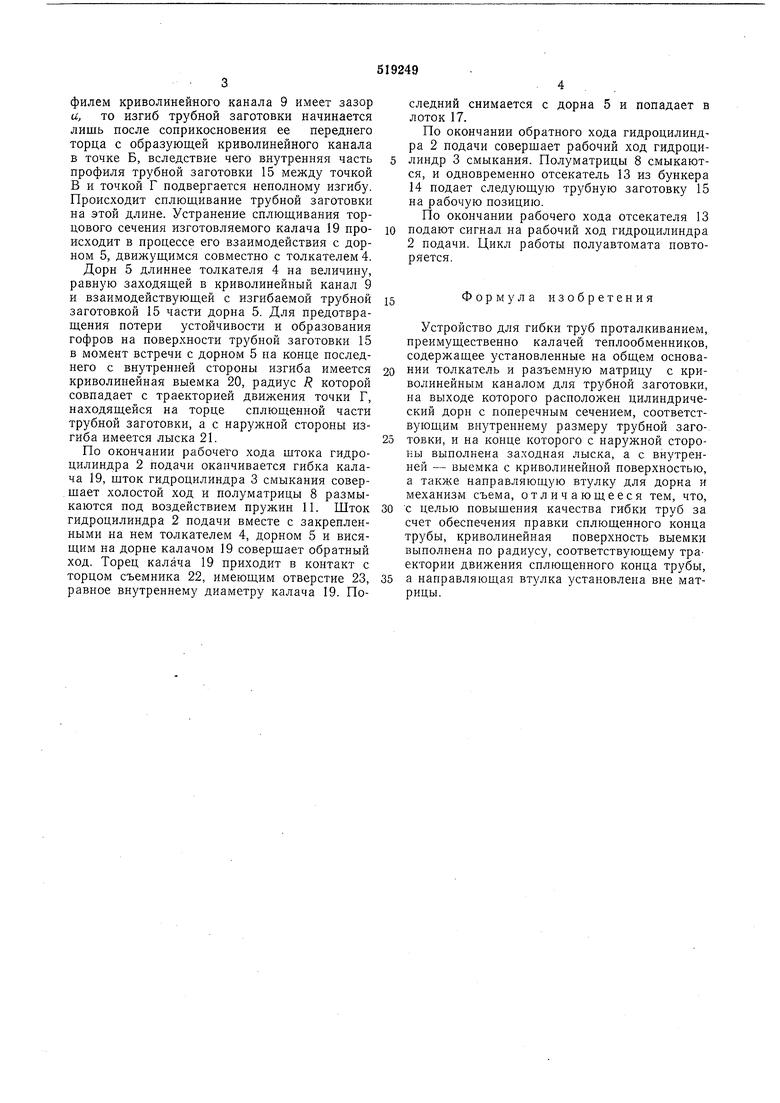
По окончании рабочего хода штока гидроцилиндра 2 подачи оканчивается гибка калача 19, шток гидроцилиндра 3 смыкания совер. шает холостой ход и полуматрицы 8 размыкаются под воздействием пружин 11. Шток гидроцилиндра 2 подачи вместе с закрепленными на нем толкателем 4, дорном 5 и висящим на дорне калачом 19 совершает обратный ход. Торец калача 19 приходит в контакт с торцом съемника 22, имеющим отверстие 23, равное внутреннему диаметру калача 19. Последний снимается с дорна 5 и попадает в лоток 17.
По окончании обратного хода гидроцилиндра 2 подачи совершает рабочий ход гидроцилиндр 3 смыкания. Полуматрицы 8 смыкаются, и одновременно отсекатель 13 из бункера 14 подает следующую трубную заготовку 15 на рабочую позицию.
По окончании рабочего хода отсекателя 13 подают сигнал на рабочий ход гидроцилиндра 2 подачи. Цикл работы полуавтомата повторяется.
ормула изобретения
Устройство для гибки труб проталкиванием, преимущественно калачей теплообменников, содержащее установленные на общем основаНИИ толкатель и разъемную матрицу с криволинейным каналом для трубной заготовки, на выходе которого расположен цилиндрический дорн с поперечным сечением, соответствующим внутреннему размеру трубной заго-.
тонки, и на конце которого с наружной стороны выполнена за.ходная лыска, а с внутренней - выемка с криволинейной поверхностью, а также направляющую втулку для дорна и механизм съема, отличающееся тем, что,
С целью повышения качества гибки труб за счет обеспечения правки сплющенного конца трубы, криволинейная поверхность выемки выполнена по радиусу, соответствующему траектории движения сплющенного конца трубы,
а направляющая втулка установлена вне матрицы.
j
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки калачей теплообменников проталкиванием | 1988 |
|
SU1660796A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Устройство для гибки на 180 @ труб проталкиванием | 1986 |
|
SU1412837A1 |
| Способ гибки труб | 1979 |
|
SU837469A1 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ФАСОННОЙ ОБРЕЗКИ КОНЦОВ ТРУБОК | 2007 |
|
RU2363558C1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
6t
Ж ХxTlrEX,
eSk - -3
rp-i ---79 i .
. ;.-
X
;, ,--/-«4r 5 t
, ГЬ- Х: Д-1-;г
:-;. Л;-.
/f / J / / .
i -1. Ц -C/x
(iwm ,.
V.. U ft 1
|.
//// U
/ g
фиг т
516
j
Фиг.5 Фиг 6
