вляют маховиком 26 с помощью червячной пары 27.
На корпусах 10 роликоопор смонтированы опорные ролики 28, предназначенные для поддержки ротора Б процессе прорезки дефектного сварного шва.
Настройка роликов 28 на требуемый диаметр ротора для вывода его на линию центров осуществляется с помощью винтовой передачи 29 путем взаимного перемещения двух смежных корпусов 10.
После операции контроля сварного шва с помощью ультразвука в случае обнаружения в нем дефектов производят проточку сварного щва.
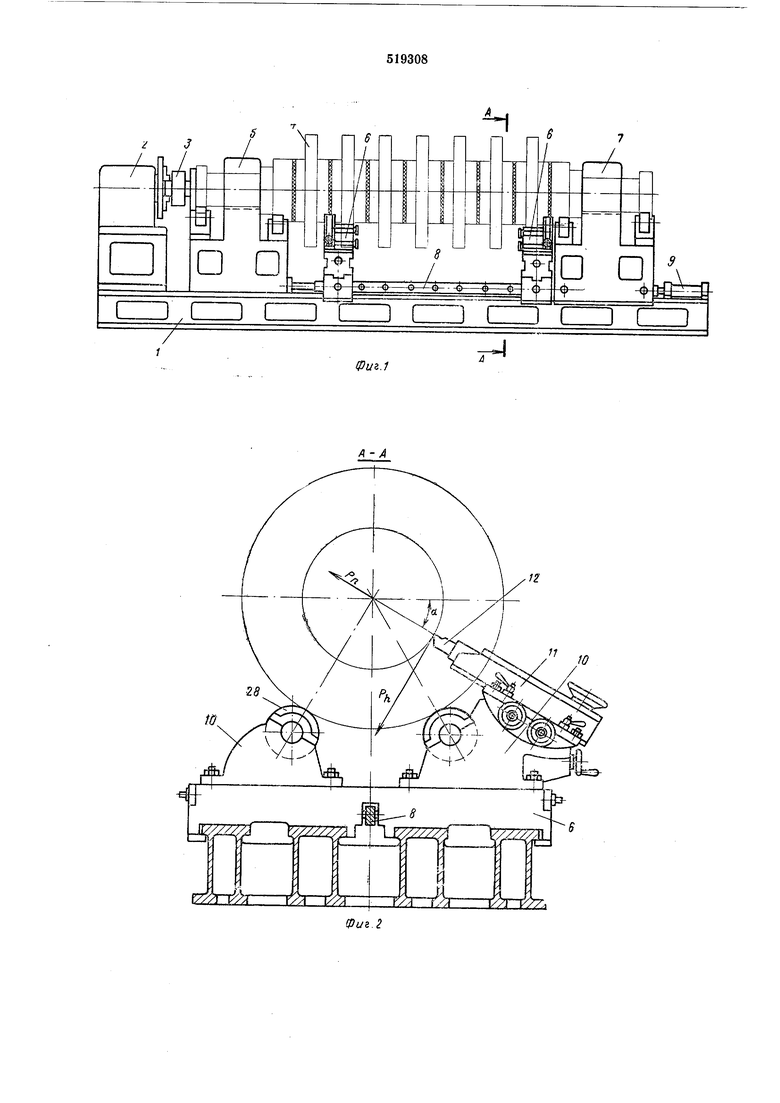
Проточку сварного шва осуществляют резцом 12, установленным на суппорте 11.
Как правило, диски ротора имеют ступенчатую форму с диаметром сварного шва, значительно меньшим наружного диаметра диска. Резец в исходном положении выведен за пределы наружного диаметра диска. Для проточки сварного шва резец необходимо сначала подвести в рабочую зону. При этом величина подвода резца может быть значительной изза большой разницы диаметров диска.
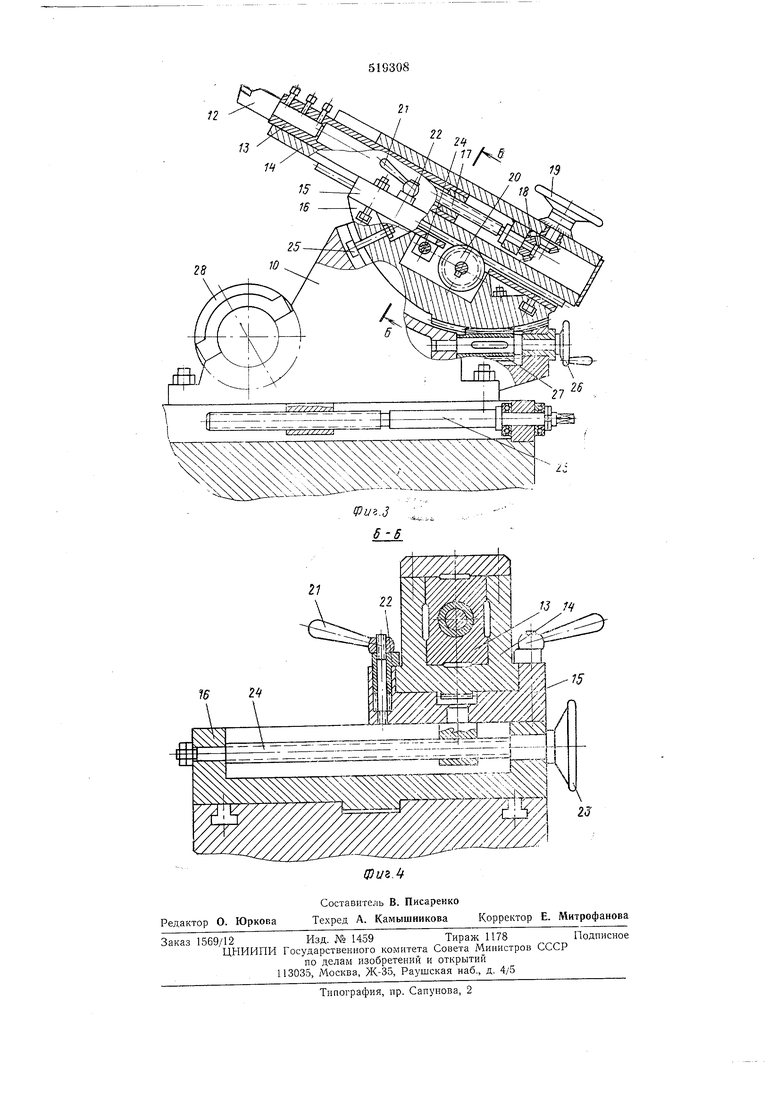
Для увеличения производительности подвод резца к сварному шву осуществляют ускоренно за счет поперечного перемещения ползуна, связанного с реечной шестерней, относительно салазок. Поскольку в выдвинутом положении вылет резца значителен, то для увеличения жесткости суппорта в процессе резания ползун жестко прикрепляют к салазкам посредством прихватов 22.
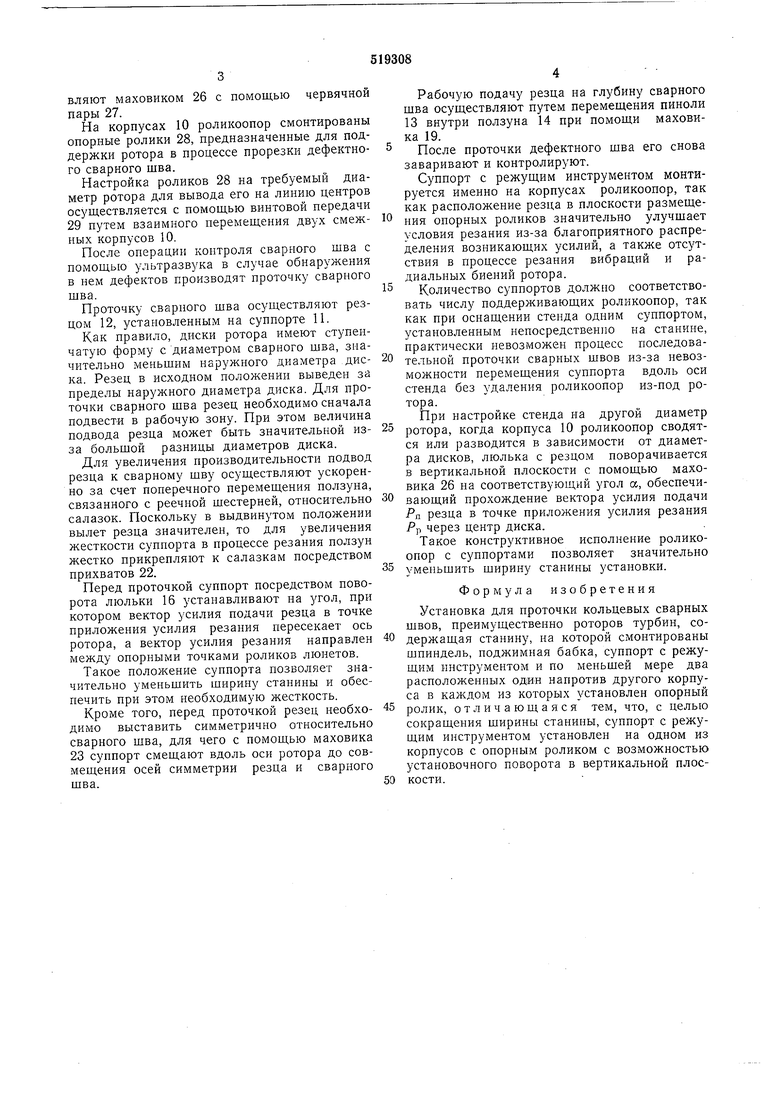
Перед проточкой суппорт посредством поворота люльки 16 устанавливают на угол, при котором вектор усилия подачи резца в точке приложения усилия резания пересекает ось ротора, а вектор усилия резания направлен между онорными точками роликов люнетов.
Такое положение суппорта позволяет значительно уменьшить ширину станины и обеспечить при этом необходимую жесткость.
Кроме того, перед проточкой резец необходимо выставить симметрично относительно сварного щва, для чего с помощью маховика 23 суппорт смещают вдоль оси ротора до совмещения осей симметрии резца и сварного шва.
Рабочую подачу резца на глубину сварного шва осуществляют путем перемещения пиноли 13 внутри ползуна 14 при помощи маховика 19.
После проточки дефектного шва его снова заваривают и контролируют.
Суппорт с режущим инструментом монтируется именно на корпусах роликоопор, так как расположение резца в плоскости размещения опорных роликов значительно улучшает условия резания из-за благоприятного распределения возникающих усилий, а также отсутствия в процессе резания вибраций и радиальных биений ротора.
15 Количество суппортов должно соответствовать числу поддерживающих роликоопор, так как при оснащении стенда одним суипортом, установленным непосредственно на станине, практически невозможен процесс последовательной проточки сварных швов из-за невозможности перемещения суппорта вдоль оси стенда без удаления роликоопор из-под ротора.
При настройке стенда на другой диаметр 5 ротора, когда корпуса 10 роликоопор сводятся или разводится в зависимости от диаметра дисков, люлька с резцом поворачивается в вертикальной плоскости с помощью маховика 26 на соответствующий угол а, обеспечио вающий прохождение вектора усилия подачи РП резца в точке приложения усилия резания Яр через центр диска.
Такое конструктивное исполнение роликоопор с суппортами позволяет значительно 5 уменьшить ширину станины установки.
Формула изобретения
Установка для проточки кольцевых сварных швов, преимущественно роторов турбин, содержащая станину, на которой смонтированы шпиндель, ноджимная бабка, суппорт с режущим инструментом и по меньшей мере два расположенных один напротив другого корпуса в каждом из которых установлен опорный
5 ролик, отличающаяся тем, что, с целью сокращения ширины станины, суппорт с режушим инструментом установлен на одном из корпусов с опорным роликом с возможностью установочного поворота в вертикальной плоскости. г J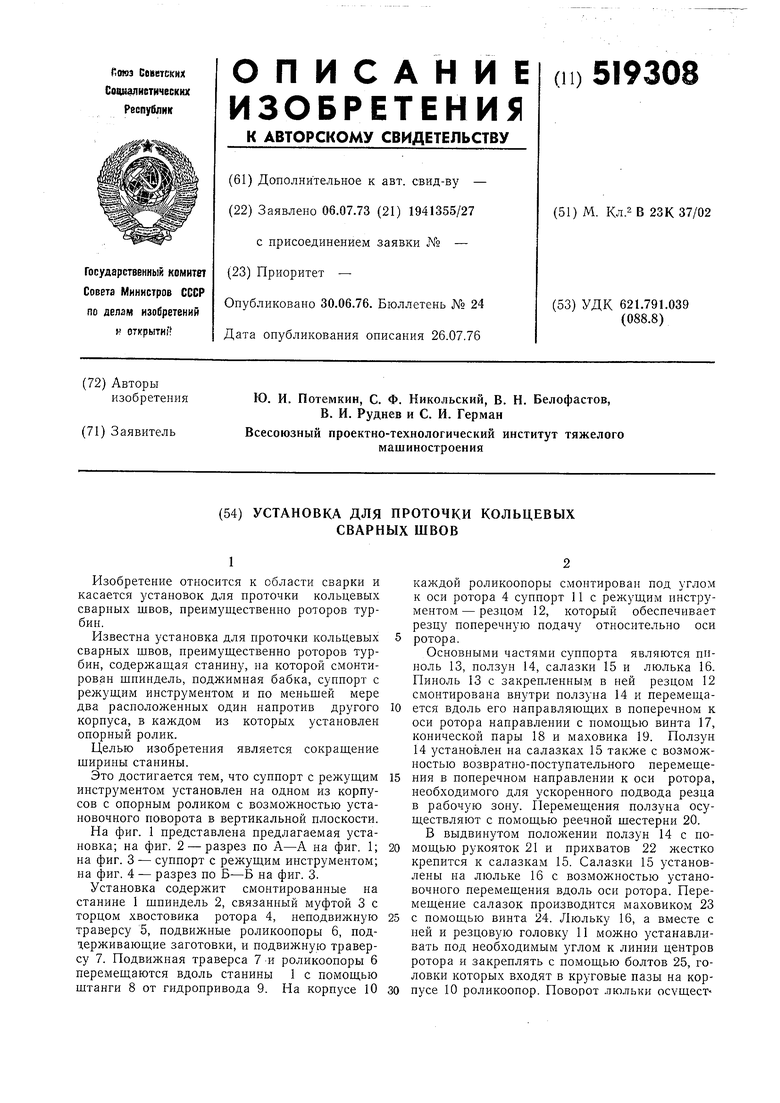
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| ТЕХНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНО-ДУГОВОЙ ВЫРЕЗКИ И ОСУШЕНИЯ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2018 |
|
RU2696247C1 |
| Станок для разрезки сварных кожухов | 1989 |
|
SU1646713A1 |
| РАБОЧИЙ МЕХАНИЗМ МАШИНЫ ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2113288C1 |
| РАБОЧИЙ МЕХАНИЗМ МАШИНЫ ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1996 |
|
RU2108874C1 |
| Устройство для комбинированной обра-бОТКи цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1977 |
|
SU831583A1 |
| Устройство для обработки кольцевых сварных швов | 1982 |
|
SU1013108A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
I YT/T-f/A1/7П.
12
W
Фиг.2
