Изобретение относится к изготовлению пневматических шин и предназначено для вулканизации покрышек.
Известна пресс-форма для вулканизации покрышек пневматических шин, содержаш.ая запорный конус с конической юбкой, кинематически связанный с радиально подвижными секторами, подпружиненную относительно конуса верхнюю и неподвижную нижнюю полуформы 1.
Однако в этой пресс-форме сектора шарнирно смонтированы на нижней полуформе, вследствие чего возможно повреждение рисунка протектора при раскрытии пресс-формы.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является пресс-форма для вулканизации покрышек пневматических карт, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, радиально подвижные сектора, связанный с ними аксиально подвижный запорный конус, подпружиненный относительно верхней полуформы и имеющий коническую юбку, взаимодействующую с наружной поверхностью секторов и фиксаторы, взаимодействующие с выполненными в нижней полуформе гнездами. Юбка жестко связана с основанием конуса, фиксаторы выполнены в виде цилиндрических пальцев, закрепленных на нижних торцах секторов, а гнезда - в виде радиальных пазов, открытых с периферии пресс-формы 2.
Однако при таком конструктивном выполнении пресс-формы, возможно заклинивание секторов в запорном конусе, что снижает надежность работы пресс-формь.
Целью изобретения является повышение надежности работы пресс-формы за счет предотвращения заклинивания секторов.
Поставленная цель достигается тем, что в пресс-форме для вулканизации полфышек пневматических шин, содержащей неподвижную нижнюю и подвижную верхнюю полуформы, радиально подвижные сектора, связаньш с ними аксиально подвижный запорный конус, подпружиненный относительно верхней полуформы и имеющий коническую юбку, взаимодействующую с наружной поверхностью секторов, и фиксаторы, взаимодействующие с выполненными в нижней полуформе гнездами, юбка запорного конуса образована шарнирно смонтированными на его основании с возможностью качания в вертикальной плоскости сегментами, причем фиксаторы выполнены в виде клиньев, жестко закрепленных на свободных концах сегментов, а гнезда выполнены с коническими поверхностями на удаленных от центра стенках.
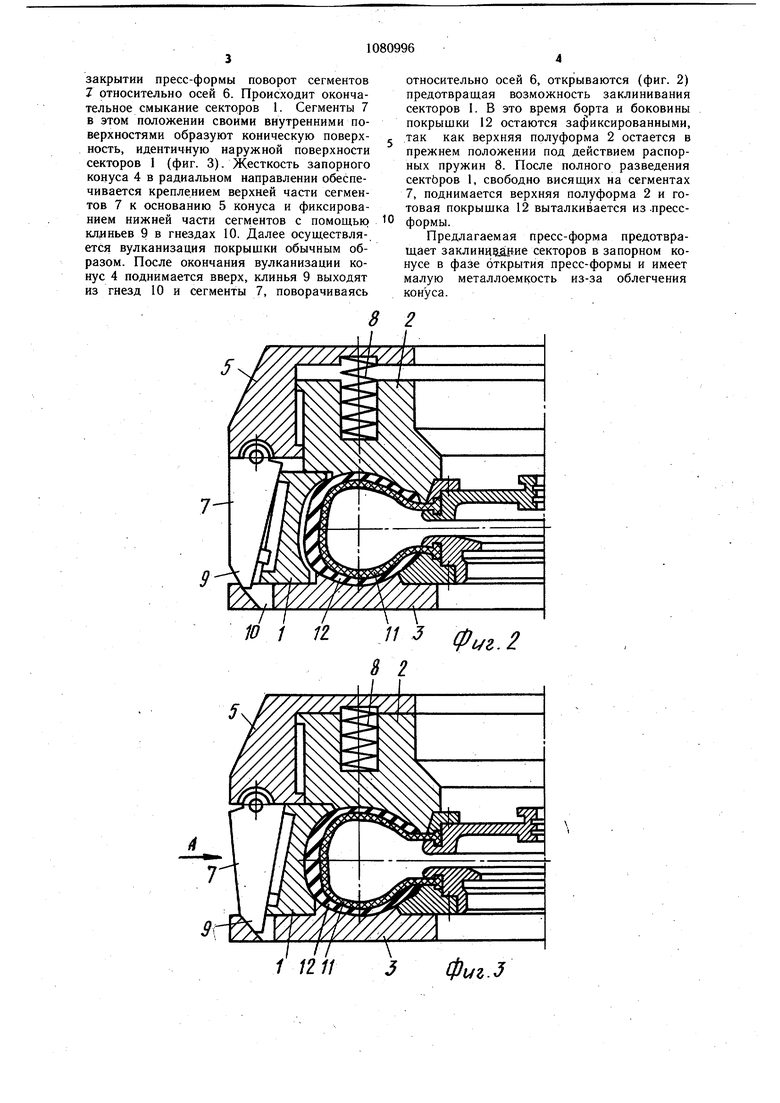
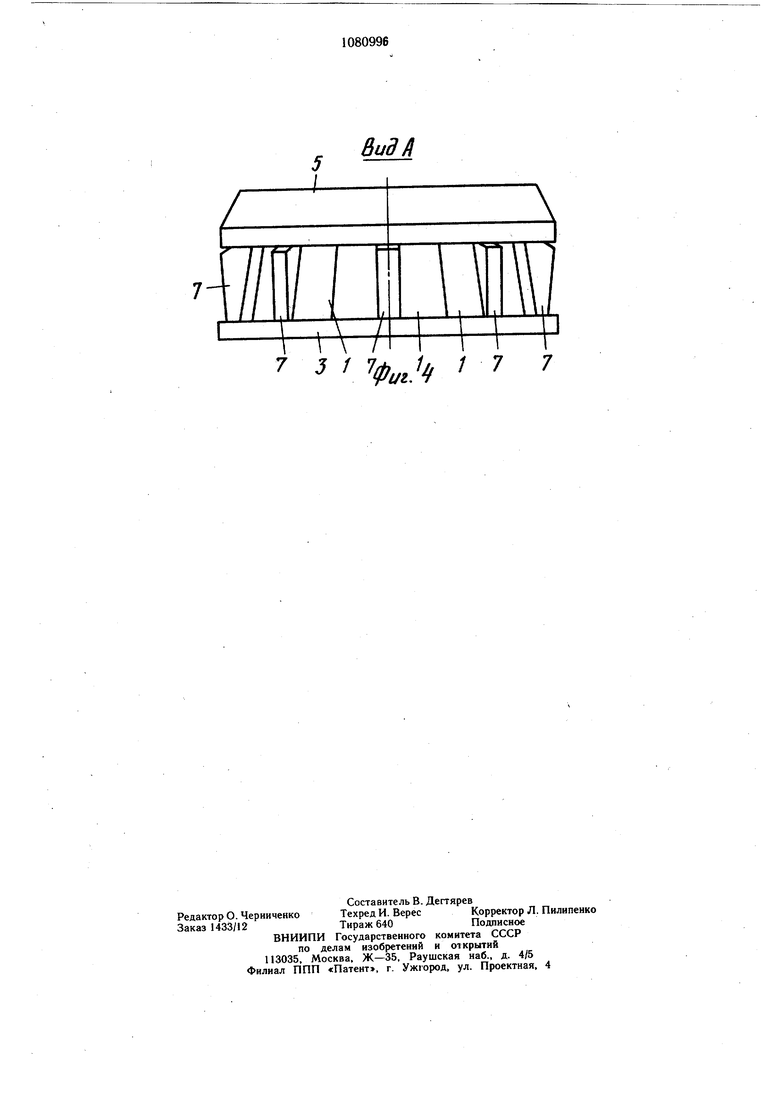
На фиг. 1 изображена предлагаемая пресс-форма в начале ее закрытия; на фиг. 2то же, в начале радиального хода секторов; на фиг. 3 - то же, в закрытом положении; на фиг. 4 - вид А на фиг. 3.
Пресс-форма для вулканизации покрышек пневматических шин содержит радиально подвижные сектора 1, подвижную верхнюю 2 и нижнюю неподвижную 3 полуформы и запорный конус 4, имеющий основание 5 и коническую юбку,, образованную шарнирно смонтированными на его основаНИИ 5 посредством осей б с возможностью качания в вертикальной плоскости сегментами 7. Запорный конус 4 смонтирован с возможностью аксиального перемещения, а между ним и полуформой 2 расположены распорные пружины 8.
В пресс-форме имеются фиксаторы, которые выполнены в виде клиньев 9, жестко закрепленных на свободных концах сегментов 7 и взаимодействующих с гнездами 10, выполненных в нижней полуформе 3. Гнезда 10 выполнены с коническими поверхностями а на удаленных от центра стенках. Конструкция шарниров позволяет сегментам 7 качаться в вертикальной плоскости с амплитудой не более пяти градусов.
Пресс-форма работает следующим образом.
На диафрагму 11 диафрагменного зла устанавливается заготовка покрышки 12. В исходном положении пресс-формы распорные пружины 8 разжаты,/ а секторы 1 и сегменты 7 отведены от центра пресс-формы, причем угол наклона внутренней поверхности сегмента 7 к основанию пресс-формы на 50° больше угла наклона наружной поверхности соответствующего сектора 1.
Затем опускается конус 6 с секторами I В начале закрытия пресс-формы в первой фазе формования во взаимодействие с заготовкой покрыщки 12 вступает верхняя полуформа 2, осуществляя фиксацию бортов покрышки по диаметру и частично боковин покрышки при ее формовании (фиг. 1) При дальнейщем закрытии пресс-формы распорные пружины 8 начинают оказывать противодействие давлению формующего пара внутри диафрагмы. По окончании первой фазы формования, когда секторы 1 приходят в контакт с нижней полуформой 3, верхняя полуформа 2, опираясь на секторы 1, занимает нижнее положение, осуществляя фиксацию бортов и боковин заготовки покрышки 12 по высоте. В результате дальнейшего закрытия пресс-формы во второй фазе формования под воздействием сегментов 7 начинается движение секторов 1 в радиальном напра1влении к центру прессформы. В конечной фазе закрытия прессформы {фиг. 2) клинья 9 попадают в гнезда 10 нижней полуформы 3 и приходят во взаимодействие с коническими поверхностями а гнезд 10, вызывая при дальнейщем
закрытии пресс-формы поворот сегментов 7 относительно осей 6. Происходит окончательное смыкание секторов 1. Сегменты 7 в этом положении своими внутренними поверхностями образуют коническую поверхность, идентичную наружной поверхности секторов 1 (фиг. 3). Жесткость запорного конуса 4 в радиальном направлении обеспечивается креплением верхней части сегментов 7 к основанию 5 конуса и фиксированием нижней части сегментов с помощью клиньев 9 в гнездах 10. Далее осуществляется вулканизация покрышки обычным образом. После окончания вулканизации конус 4 поднимается вверх, клинья 9 выходят из гнезд 10 и сегменты 7, поворачиваясь
5
относительно осей 6, открываются (фиг. 2) предотвращая возможность заклинивания секторов 1. В это время борта и боковины покрышки 12 остаются засриксированными, так как верхняя полуформа 2 остается в прежнем положении под действием распорных пружин 8. После полного разведения сектЬров 1, свободно висящих на сегментах 7, поднимается верхняя полуформа 2 и готовая покрыщка 12 выталкивается из .прессформы.
Предлагаемая пресс-форма предотвращает заклинизадие секторов в запорном конусе в фазе открытия пресс-формы и имеет малую металлоемкость из-за облегчения конуса.
8 2
11 J
.2
ВидД
7-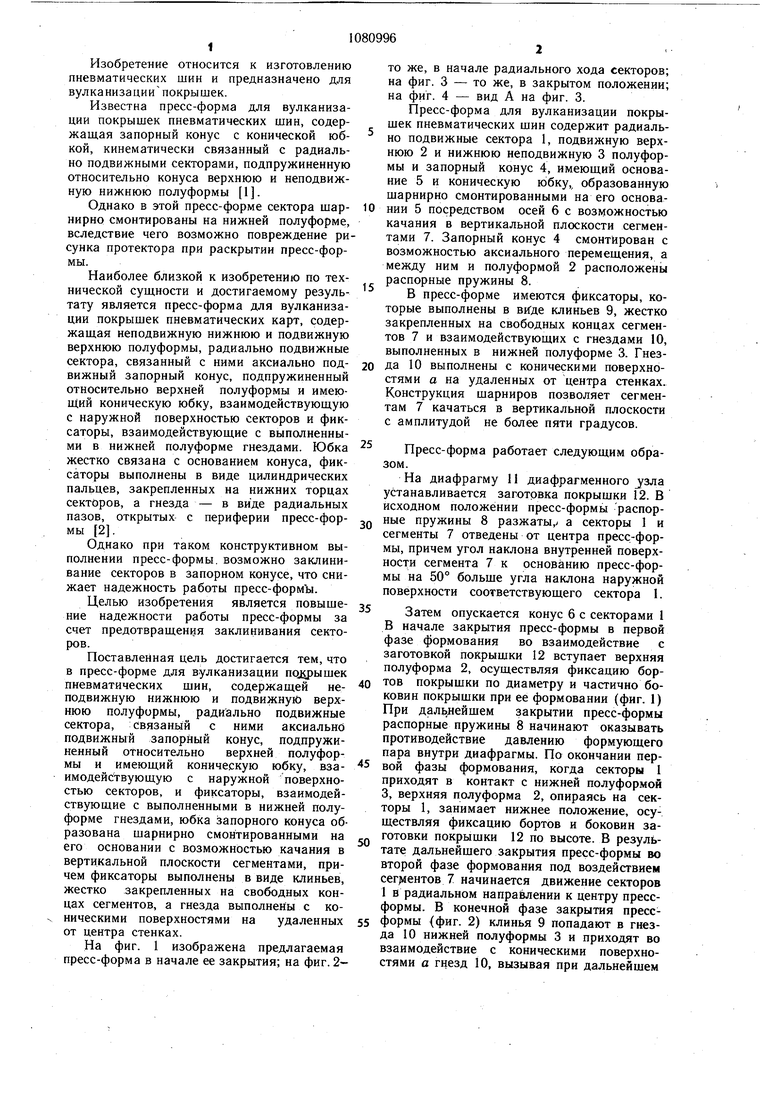
| название | год | авторы | номер документа |
|---|---|---|---|
| Секторная пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1362638A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1985 |
|
SU1265058A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU891472A1 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Вулканизатор покрышек пневмати-чЕСКиХ шиН | 1979 |
|
SU835811A1 |
| Устройство для вулканизации покрышек | 1972 |
|
SU445245A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1402433A1 |
| Устройство для вулканизации по-КРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU844365A1 |
ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, радиально. подвижиые сектора, связанный с ними аксиально подвижный запорный конус, подпружинениый относительно верхней полуформы И имеющий коническую юбку, взаимодействующую с наружной поверхностью секторов, и фиксаторы, взаимодействующие, с выполненными в нижней полуформе гнездами, отличающаяся тем, что, с целью повыщения надежности работы пресс-формы за счет предотвращения заклинивания секторов, юбка запорного конуса образована шарнирно смонтированными на его основании с возможностью качания в вертикальной плоскости сегментами, причем фиксаторы выполнены в виде клиньев, жестко закрепленных на свободных концах сегментов, а гнезда выполнены с коническими поверхностями на удаленных от центра стенках. 00 о со со с:)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 759333 | |||
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 914308, кл | |||
| Солесос | 1922 |
|
SU29A1 |
