Изобретение относится к устройствам для наплавки карбидов вольфрама, молибдена и других металлов в порошкообразном состоянии на режущие кромки резцов, с целью получения твердого поверхностного слоя, с использованием в качестве источника тепла для расплавления шихты вольтовой дуги.
Предлагаемое устройство имеет целью получить плотные и прочные слои карбидов вольфрама на рабочих кромках резцов, а также избежать сильного нарушения геометрических форм последних и вызываемой этим значительной заточки их.
Для этого наплавляемая кромка резца, закрепленного в шарнирном зажиме, располагается под выпускным отверстием воронки устройства, наполненной порошкообразной вольфрамуглеродистой смесью. Выходяшая из отверстия воронки струя порошка и резец, соответственно включенные в сеть надлежащего напряжения, служат электродами вольтовой дуги.
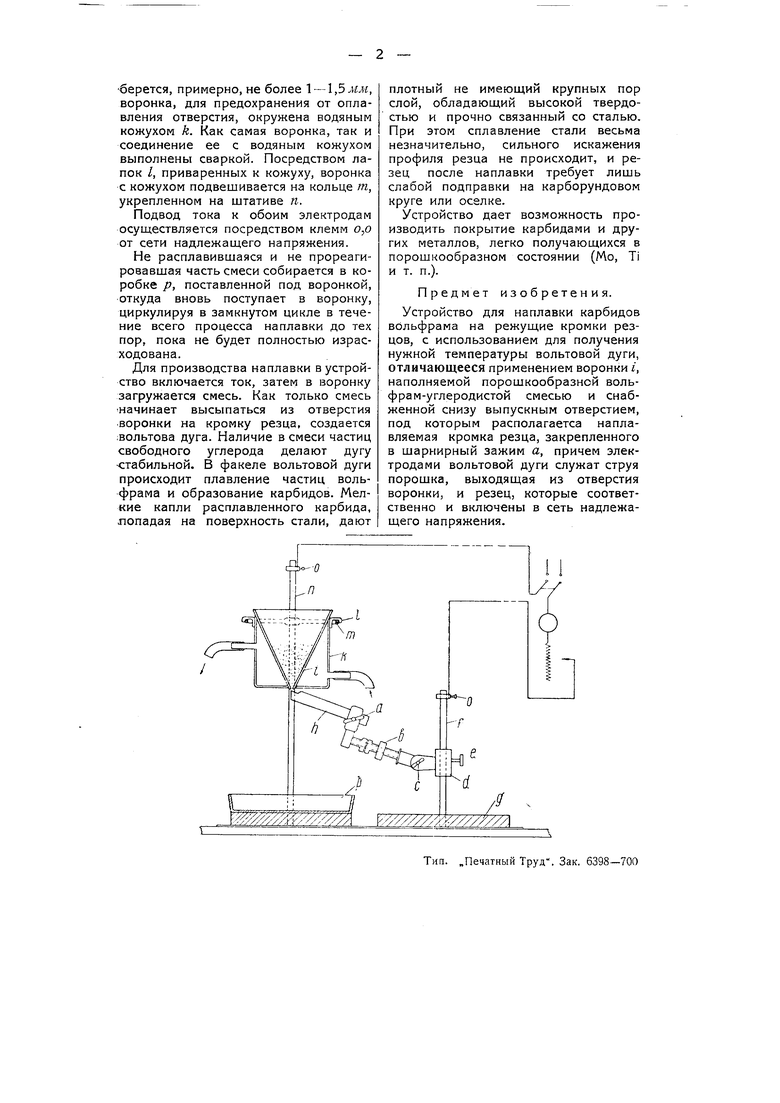
На чертеже изображена схема устройства для наплавки карбидов вольфрама на режущие кромки резцов.
В устройстве для наплавки резец h, изготовленный из углеродистой стали,
откованный и заточенный по форме,, закрепляется в шарнирном зажиме а При помощи круглой гайки, приваренной к зажиму а, резец может поворачиваться параллельно своей оси в обе стороны, и любое положение его фиксируется контргайкой Ь, спаренной с гайкой зажима. Поворот резца в вертикальной плоскости прфизводится посредством закрепляющегося шарнира с. Шарнир с резцом может перемещаться в вертикальной плоскости без поворота резца путем передвижения втулки d с упорным винтом е по вертикальной штанге /, ввинченной в плиту g.
Посредством описанного шарнирного зажима а легко и быстро достигается установка резца fi, который при наплавке служит одним электродом вольтовой дуги.
Другим электродом дуги служит сама наплавляемая вольфрам-углеродистая смесь, высыпающаяся непрерывной струей из конической воронки i на наплавляемую кромку резца, расположенную под выпускным отверстием ее.
В виду того, что для обеспечения стабильности дуги расстояние между отверстием воронки и кромкой резца
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для направления электрической дугой твердого сплава | 1933 |
|
SU43100A1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| Способ механической обработки деталей в процессе автоматической наплавки | 1990 |
|
SU1764882A1 |
| Способ наплавки металлического изделия для изготовления двуслойной рабочей поверхности | 1973 |
|
SU586826A3 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РЕЖУЩИХ КРОМКАХ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ | 2012 |
|
RU2497641C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЛИ УСИЛЕНИЯ КАРМАНОВ РЕЗЦОВ БУРОВОГО ДОЛОТА, СПОСОБ ФОРМИРОВАНИЯ КАРМАНА РЕЗЦА БУРОВОГО ДОЛОТА И ЛОПАСТЬ БУРОВОГО ДОЛОТА | 2013 |
|
RU2618025C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 2004 |
|
RU2271897C2 |
