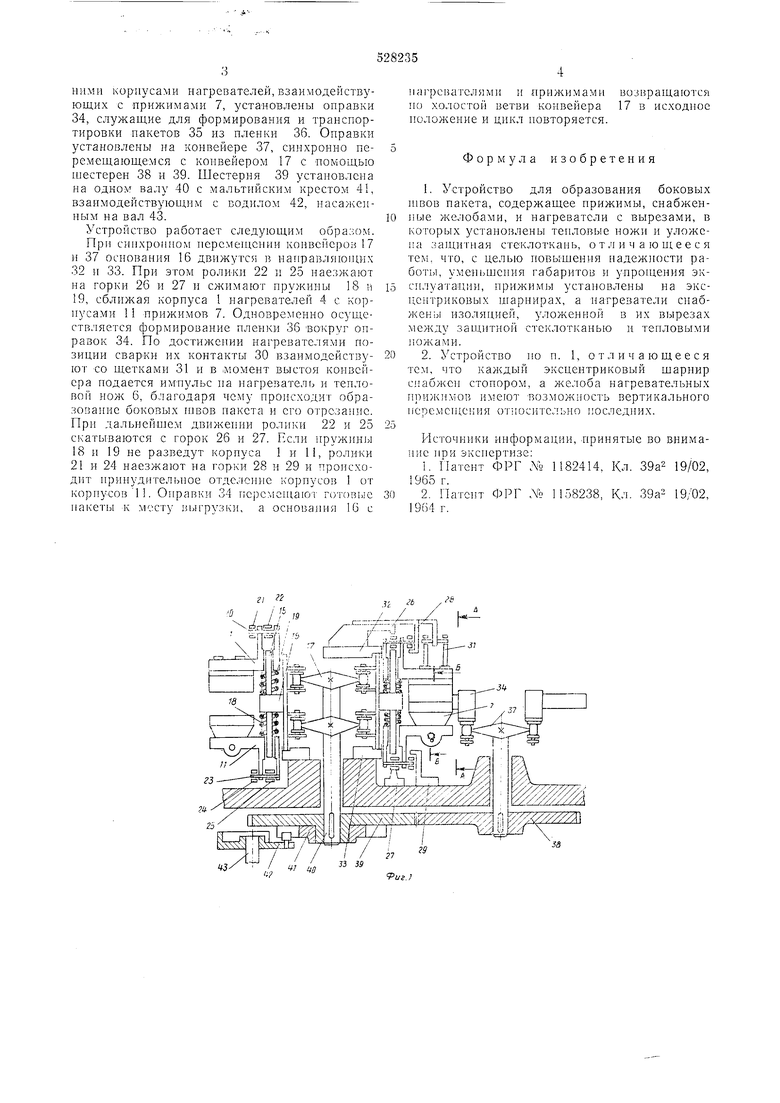
Изобретение относится к области упаковки. Устройство предназначено для изготовления пакетов из термооклеивающейся пленки. Известно устройство для образования боковых швов пакета, состоящее из прижима и установленного над ним тенлового ножа, а также подпружиненных зажимов для пленки, размещенных по бокам от прижима и теплового ножа 1. Недостатком известного устройства является невозможность получения двойного шва, что ухудшает герметичность пакета. Известно устройство для образования боковых ншов, являющееся прототипом. Оно состоит из прижимов, снабженных желобами, и нагревателей с вырезами, в которых установлены тепловые ножи и уложена защитная стеклоткань 2. Недостатками этого устройства являются низкая надел ность, большие габариты и сложность эксплуатации. С целью устранения указанных недостатков в предлагаемом устройстве нрижимы установлены на эксцентриковых шарнирах, нагреватели снабжены изоляцией, улол енной в их вырезах между защитной стеклотканью и тепло вы.ми ножами, причем каждый эксцентриковый шарнир снабжен стопором, а желоба нагревательных прижимов имеют возможность вертикального перемеп1ения относительно последних. На фиг. 1, 2 и 3 схематичпо изображено нредлагаемое устройство для образования боковых швов пакета. На Корпусах 1 под стеклотканью 2, прижимаемой к корпусам щечками 3, уложены нагреватели 4 с вырезами (см. фиг. 3). Стеклоткань располагается также в вырезах нагревателей под изоляцией i тепловых ножей 6. Под корпусо.м каждого нагревателя расположен прижим 7 с резиновой подупл ой 8, покрытой стеклотканью 9, на которой установлен желоб 10. Каждый прижим закреплен в корпусе 11 с помощью эксцентрикового inapнира 12, и.меющего на наружном конце насечку 13, взаимодействующую со стопором 14. Корпуса 1 нагревателей и корпуса 11 прижн.1ов установлены па колоннах 15 оснований 16, закрепленных на цепи конвейера 17. На каждой колонне размеще1 ы пружины 18 is 19, отжимающие корпуса 1 и 11 в разные стороны. На верхнем конце корпуса 1 на осях 20 установлены ролики 21 и 22. На нижнем конце каждого корпуса 11 установлены на оси 23 ролики 24 и 25. Ролики 22 и 25 в процессе движения контактируют с горками 26 и 27, а ролики 21 и 24 - с горками 28 и 29. Каждый корпус 1 нагревателя имеет контакты 30, взаимодействуюнше со щетками 31. Основания 16 неремен1.аются по направляюnuiM 32 и 33. Между каждыми двумя соседними корпусами нагревателей, взаимодействующих с прижимами 7, установлены оправки 34, служащие для формирования и транспортировки пакетов 35 из пленки 36. Оправки установлены на конвейере 37, синхронно перемещающемся с конвейером 17 с помощью шестерен 38 и 39. Шестерня 39 установлена на одном валу 40 с мальтийским крестом 41, взаимодействующим с водилом 42, насаженным на вал 43.
Устройство работает следующим образом.
При синхронном перемен1,ении конвейеров 17 и 37 основания 16 движутся в на1гравляюн1,и 32 и 33. При этом ролики 22 н 25 наезжают на горки 26 и 27 и сжимают пружины 18 19, сближая корпуса 1 нагревателей 4 с корпусами 11 прижимов 7. Одновременно осуществляется формирование пленки 36 вокруг оправок 34. По достижении нагревателями позиции сварКн их контакты 30 взаимодействуют со щетками 31 и в .момент выстоя конвейера подается импульс на нагреватель и тепловой нож 6, благодаря чему происходит образование боковых щвов пакета и его отрезание. При дальиейн ем движении ролики 22 и 25 скатываются с горок 26 н 27. Если пружины 18 и 19 не разведут корпуса 1 и 11, ролнки 21 и 24 наезжают на горки 28 н 29 и происходит иринудительное отделение корпусов 1 от корпусов 11. Оправки 34 rie)CMeniaiOT готовые пакеты к месту выгрузки, а основания 16 с
па1ревателям11 и прижимами по холостой ветви конвейера положение и цикл повторяется.
Формула изобретения
1. Устройство для образования боковых И1ВОВ пакета, содержащее прижимы, снабжениые желобами, и нагреватели с вырезами, в которых установлены тепловые ножи н уложеlia запгитиая стеклоткань, отличающееся тем, что, с целью новыщения иадеж К)сти работы, умепьщсиия габаритов и упрощения эксплуатацми, прижимы устаиовлены на эксГ1,еитриковых игариирах, а иагреватели снабжены нзоляцией, уложенной в их вырезах между загцитиой стеклоткаиью и тепловыми ножами.
2. Устройство ио п. 1, отличающееся тем, что каждый эксцентриковый щариир снабжен стопором, а желоба нагревательных прижимов имеют возможность вертикальиого перемещения относительно последних.
Источники ииформации, принятые во внимание при экспертизе:
1. Патент ФРГ Лд 1182414. Кл. ЗЭа 19/02, 1965 г.
2. Патент ФРГ .4 1158238, Кл. 39а2 19/02. 1964 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Устройство для приварки проволоки к изделию | 1975 |
|
SU604643A1 |
| Устройство для упаковки изделий в пленку | 1976 |
|
SU649615A1 |
| Устройство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа | 1974 |
|
SU519798A1 |
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| Механизм для подачи изделий в пакеты к устройствам для упаковки в термосклеивающийся материал штучных изделий | 1972 |
|
SU442114A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Линия для изготовления декоративных панелей | 1982 |
|
SU1080978A1 |
| Устройство для изготовления пакетов с прямоугольным дном из термопластичного материала | 1981 |
|
SU1076305A1 |

;
/ /
fli:/-;t ffffr
dn-irt ;
.rt ,
I ; /Ь
/ ; -7
J yir-Sn.
jS.iLa
j;
pl::
за
fus.J
