СП
ОО
СО со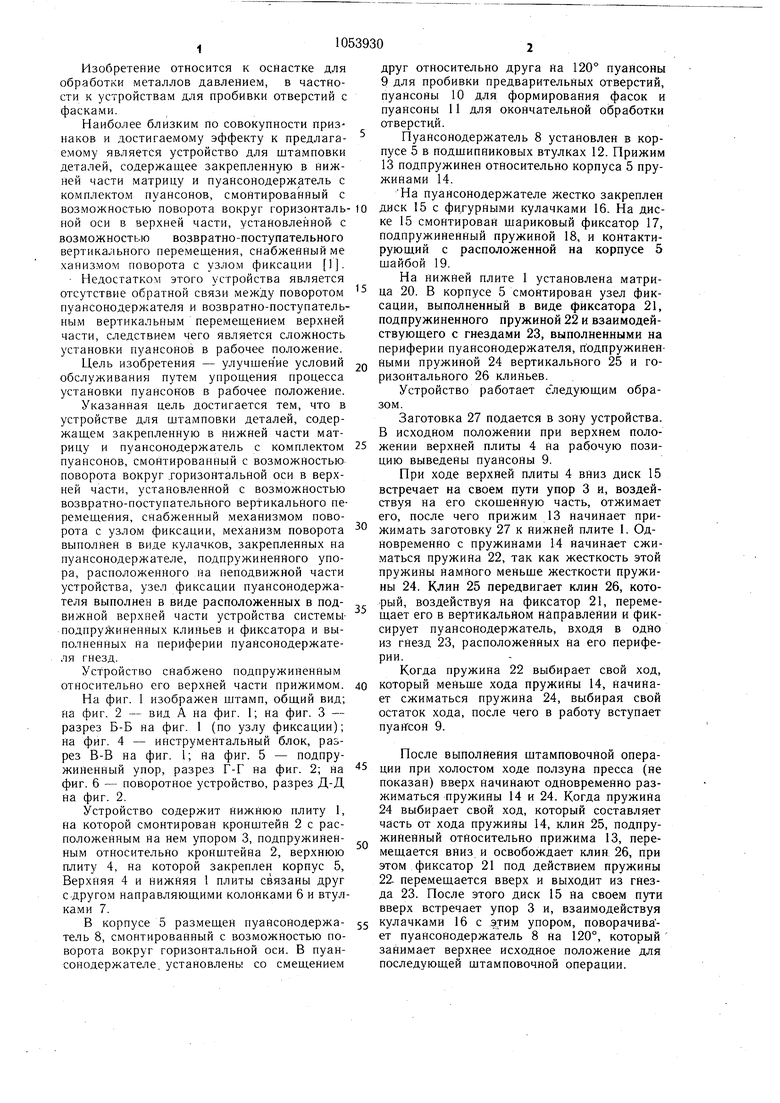
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для подачи ленточного материала в рабочую зону вырубного штампа | 1990 |
|
SU1759507A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
1. УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ, содержащее закрепленную в нижней части матрицу и пуансонодержатель с комплектом пуансонов, смон- тированный с возможностью поворота вокруг горизонтальной оси в верхней части, уста-новленной с возможностью возвратно-посту113 -i пательного вертикального перемещения снабженный механизмом поворота с узлом фик сации, отличающееся тем, что, с целью улучшения условий обслуживания путем упрощения процесса установки пуансонов в рабочее положение, механизм, поворота выполнен в виде кулачков, закрепленных на пуансонодержателе, подпружиненного упора, расположенного на неподвижной части устройства, узел фиксации пуансонодержателя выполнен в виде расположенных в подвижной верхней части устройства системы подпружиненных клиньев и фиксатора и выполненных на периферии пуансонодержателя гнезд. 2. Устройство по п. 1, отличающееся тем, что оно снабжено подпружиненным относительно верхней части устройства прижимом. (Л с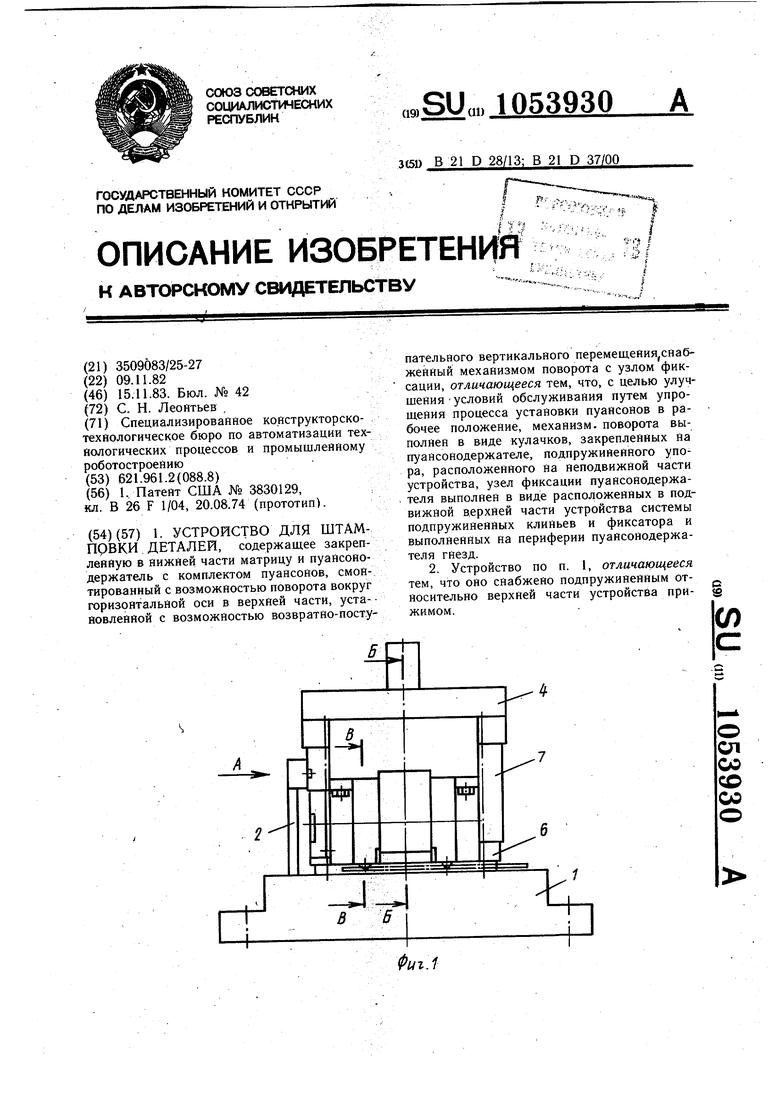
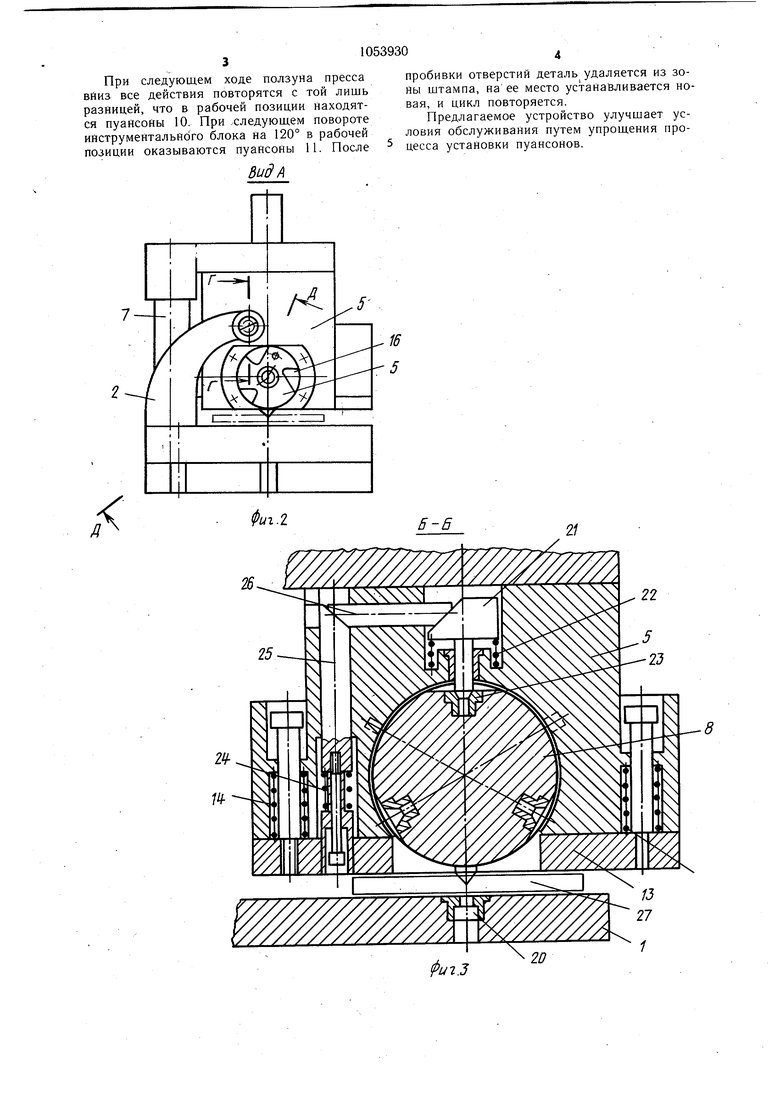
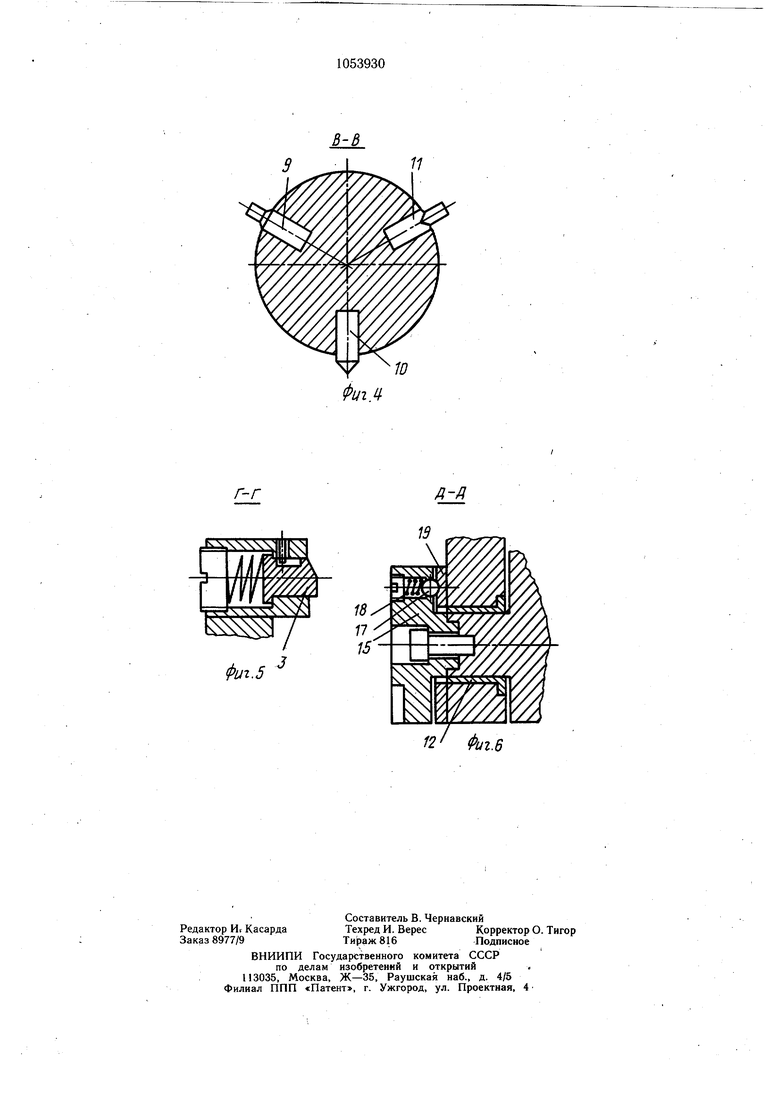
Фиг.1 Изобретение относится к оснастке для обработки металлов давлением, в частности к устройствам для пробивки отверстий с фасками. Наиболее близким по совокупности признаков и достигаемому эффекту к предлагаемому является устройство для штамповки деталей, содержащее закрепленную в нижней части матрицу и пуансонодержатель с комплектом пуансонов, смонтированный с возможностью поворота вокруг горизонтальной оси в верхней части, установленной с возможностью возвратно-поступательного вертикального перемещения, снабженный ме ханизмом поворота с узлом фиксации 1. - Недостатком этого устройства является отсутствие обратной связи между поворотом пуансонодержателя и возвратно-поступательны.м вертикальным перемещением верхней части, следствием чего является сложность установки пуансонов в рабочее положение. Цель изобретения - улучщение условий обслуживания путем упрощения процесса установки пуансонов в рабочее положение. Указанная цель достигается тем, что в устройстве для штамповки деталей, содержащем закрепленную в нижней части матрицу и пуансонодержатель с комплектом пуансонов, смонтированный с возможностью поворота вокруг .горизонтальной оси в верхней части, установленной с возможностью возвратно-поступательного вeptикaльнoгo перемещения, снабженный механизмом поворота с узлом фиксации, механизм поворота выполнен в виде кулачков, закрепленных на пуансонодержателе, подпружиненного упора, расположенного на неподвижной части устройства, узел фиксации пуансонодержателя выполнен в виде расположенных в подвижной верхней части устройства системыподпруйсиненных клиньев и фиксатора и выполненных на периферии пуансонодержателя гнезд. Устройство снабжено подпружиненным относительно его верхней части прижимом. На фиг. 1 изображен щтамп, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (по узлу фиксации); На фиг. 4 - инструментальный блок, pasрез В-В на фиг. 1; На фиг. 5 - подпружиненный упор, разрез Г-Г на фиг. 2; на фиг. 6 - поворотное устройство, разрез Д-Д на фиг. 2. Устройство содержит нижнюю плиту 1, на которой смонтирован кронштейн 2 с расположенным на нем упором 3, подпружиненным относительно кронштейна 2, верхнюю плиту 4, на которой закреплен корпус 5, Верхняя 4 и нижняя 1 плиты связаны друг сдругом направляющими колонками 6 и втулками 7. В корпусе 5 размещен пуансонодержатель 8, смонтированный с возможностью поворота вокруг горизонтальной оси. В пуансонодержателе. установлены со смещением друг относительно друга на 120° пуансоны 9 для пробивки предварительных отверстий, пуансоны 10 для формирования фасок и пуансоны 11 для окончательной обработки отверстий. Пуансонодержатель 8 установлен в корпусе 5 в подшипниковых втулках 12. Прижим 13 подпружинен относительно корпуса 5 пружинами 14. На пуансонодержателе жестко закреплен диск 15 с фигурными кулачками 16. На диске 15 смонтирован шариковый фиксатор 17, подпружиненный пружиной 18, и контактиРУЮШ.ИЙ с расположенной на корпусе 5 шайбой 19. На нижней плите 1 установлена матрица 20. В корпусе 5 смонтирован узел фиксации, выполненный в виде фиксатора 21, подпружиненного пружиной 22 и взаимодействующего с гнездами 23, выполненными на периферии пуансонодержателя, подпружиненными пружиной 24 вертикального 25 и горизонтального 26 клиньев. Устройство работает следующим образом. Заготовка 27 подается в зойу устройства. В исходном положении при верхнем положении верхней плиты 4 на рабочую позицию выведены пуансоны 9. При ходе верхней плиты 4 вниз диск 15 встречает на своем пути упор 3 и, воздействуя на его скошенную часть, отжимает его, после чего прижим 13 начинает прижимать заготовку 27 к нижней плите 1. Одновременно с пружинами 14 начинает сжиматься пружина 22, так как жесткость этой пружины намного меньше жесткости пружины 24. Клин 25 передвигает клин 26, который, воздействуя на фиксатор 21, перемещает его в вертикальном направлении и фиксирует пуансонодержатель, входя в одно из гнезд 23, расположенных на его периферии. Когда пружина 22 выбирает свой ход, который меньше хода пружины 14, начинает сжиматься пружина 24, выбирая свой остаток хода, после чего в работу вступает пуангсон 9. После выполнения штамповочной операции при холостом ходе ползуна пресса (не показан) вверх начинают одновременно разжиматься пружины 14 и 24. Когда пружина 24 выбирает свой ход, который составляет часть от хода пружины 14, клин 25, подпружиненный относительно прижима 13, перемещается вниз и освобождает клин 26, при этом фиксатор 21 под действием пружины 22. перемещается вверх и выходит из гнезда 23. После этого диск 15 йа своем пути вверх встречает упор 3 и, взаимодействуя кулачками 16 с этим упором, поворачивает пуансонодержатель 8 на 120°, который занимает верхнее исходное положение для последующей штамповочной операции.
При следующем ходе ползуна пресса вниз все действия повторятся с той лишь разницей, что в рабочей позиции находятся пуайсоны 10. При следующем повороте инструментального блока на 120° в рабочей позиции оказываются пуансоны 11. После
пробивки отверстий деталь удаляется из зоны штампа, на ее место устанавливается новая, и цикл повторяется.
Предлагаемое устройство улучшает условия обслуживания путем упрощения процесса установки пуансонов.
в-в
Г-Г
Д-Д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3830129, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
