Изобретение относится к комбинированным штампам для изготовления деталей из листа.
Известен штамп последовательного действия для получения из листа деталей с фасками на кромках отверстия, например, гаек. Этот штамп содержит в верхней части пробивные и зенковочные пуансоны, установленные в пуансонодержателе. ПрОбив1ная калибровочная и вырубная матрицы установлены в нижней части штампа.
Цель изобретения - повысить точность отверстий с двусторонними фасками на кромках.
Это достигается тем, что, помимо верхних зенковочных пуансонов, расположенных в прижиме, в штампе установлены дополнительные нижние зенковочные пуансоны, закрепленные в нижней части штампа, причем нижние пуансоны установлены соосно верхним.
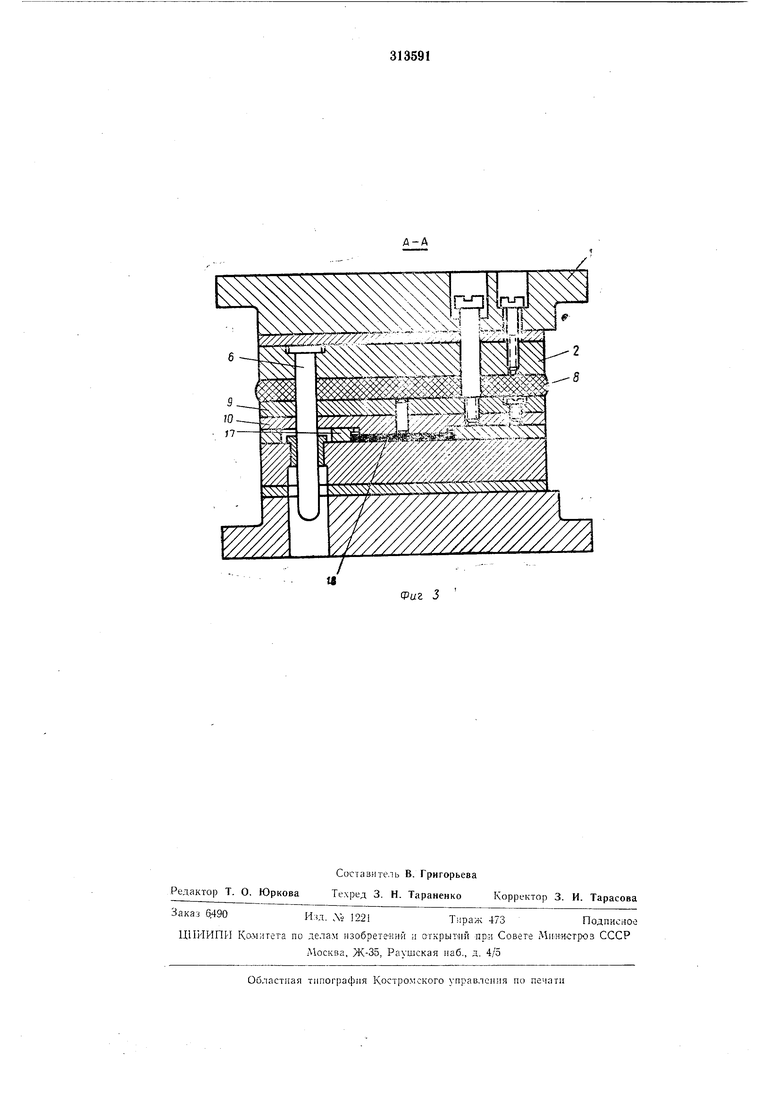
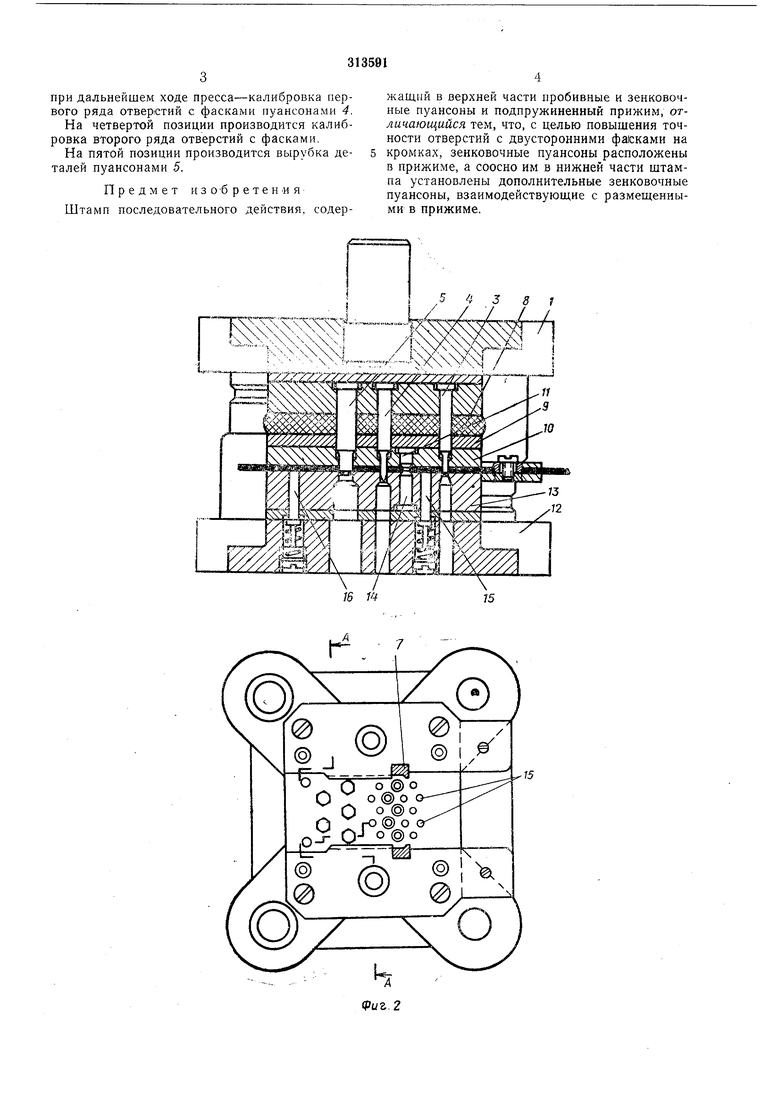
На фиг. 1 показан предложенный штамп, продольный разрез; на фиг. 2-нижняя часть штампа, вид сверху; на фиг. 3 - предложенный штамп в поперечном разрезе.
К верхней плите / прикреплен пуансонодержатель 2, в котором установлены пробивные пуансоны 3, калибровочные пунсоны 4, вырубные пуансоны 5j направляюшие колонки 6 и шаговые ножи 7 (см. фиг. 2).
и прокладки 9 прикреплен прижим 10, в котором установлены -верхние зенкавочные пуансоны /).
К нижней плите 12 прикреплена матрица 13, в которой установлены нижние зенковочные пуансоны 14, выступающие над поверхностью матрицы, и подпружиненные съемники 15 и 16. К матрице прикреплены направляюш.ие 17 для полосы, снабженные козырьками 18.
Работает штамп следующим образом.
Заготовку подают до упора в съемники 15 и при рабочем ходе пресса пуансоны 3 пробивают первый ряд отверстий. Затем производят вторую подачу полосы до шагового упора (не показан), расположенного в направляющих/7. Пуансоны 11 и 14 заходят в пробитые отверстия и фиксируют заготовку в штампе. При дальнейшем опускании верхней части штампа буфер прижима сжимается, и пуансоны 11 и 14 зенкуют кромки отверстий, а передние съемники 15 утапливаются в матрице 13. После того, как получены фаски, и прижим остановлен, пуансоны 3 пробивают второй ряд отверстий, а шаговые ножи 7 калибруют заготовку по ширине.
При холостом ходе съемники 15 и 16 приподнимают заготовку над пуансонами 14, а козырьки 18 снимают ее с пуансонов 11. На третьей позиции производится сначала зенковка второго ряда пробитых отверстий, а затем
при дальнейшем ходе пресса-калибровка первого ряда отверстий с фасками пуансонами 4.
На четвертой позиции производится калибровка второго ряда отверстий с фасками.
На пятой позиции производится вырубка деталей пуансонами 5.
Предмет изобретения Штамп последовательного действия, содер/i v
/.-..X)
Cl гО@ о с. Су о ® о
жащий в верхней части пробивные и зенковочные пуансоны и подпружиненный прижим, отличающийся тем, что, с целью повышения точности отверстий с двусторонними фасками на кромках, зенковочные пуансоны расположены в прижиме, а соосно им в нижней части штампа установлены дополнительные зенковочные пуансоны, взаимодействующие с размещенными в прижиме.
5 } 2 8 1
Z.Z
Y
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1974 |
|
SU479537A2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU858985A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Штамп для пробивки отверстий в полых деталях | 1976 |
|
SU647038A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |