7 Ж
1
Изобретение относится к трубесварочному производству и может быт использовано для сварки особотонко- стенных прямошовных труб с толщи ной стенки S 0,,3 мм и соот- ношением диаметра к толщине (D/S 10О-630.) методом аргонодуговой микроплазменной сварки на предприятиях, занимакяцихся производством особотонкостенных заготовок для компенсаторов, гибких трубопроводов И сильфонов.
Известны станы непрерывной фор мовки и сварки прямошовных труб, в которых формовк.у ленты производят приводными фьрмующими валками, а удержание кромок в стыке сформован ной заготовки в вертикальной и горизонтальной плоскостях осуществляют за счет буртиков, выполненных на боковьгх формующих и зджерных. роликах с вертикальной осью l
Однако известная валковая клеть стана характеризуется наличием разности линейных скоростей в различны точках по сечению формуемой трубы, наличием зон растяжения и сжатия кромок ленты на входе в формующие калибры и выходе из них, знакопеременными напряжениями по сечению формуемой трубы, сложностью конструкции формующих узлов и оснасткой, повреждением кромок заготовки и трудностью обеспечения качества стыка кромок,
Наиболее близким по технической сущности и достигаемому эффекту к данному является стан для формовки и сварки особотонкостенных труб, содержащий формовочное устройство, механизм регулирования положения кромок заготовки с приводными поворотными планками для воздействия на кромки заготовки, и сварочное устройство L2l.
Недостаток данного устройства обусловлен низким качеством формовки и сварки, так KSIK при возрастании скорости сварки продольного шва до 5 м/мин визуально невозможно конролировать положение кромок формуемой трубы и корректировать его, что существенно влияет на качество формования и сварки трубы.
Цель изобретения - повышение качества формовки и сварки. ,
Цель достигается тем, что стан для формовки и сварки особотонко-
977552
стенных труб, содержащий формовочное устройство, механизм регулирования положения кромок заготовки с приводными поворотными планками для воздействия на кромки заготовки и сварочное устройство, снабжен установленньм между механизмом регулирования положения кромок и сварочным устройством следящим механизмом, выполненным в виде двуплечего рычага с рабочим роликом на одном конце и датчика, установленного с возможностью взаимодействия с другим концом двуплечего рычага и электрически
15 связанного с приводом поворота планок механизма регулирования, жестко закрепленных на оси поворота, смонтированной по оси стана и снабженной поводком, связанным с приводом.
20 На фиг. I представлен предлагаемый стан, общий вид; на фиг 2 - схема исполнительного механизма (узел Г на фиг. 1); на фиг. 3 - схема следящего механизма (узел И на фиг. 1).
25 Стан содержит кромкоудерживающее устройство 1 (фиг. I), исполнительный механизм, состоящий из электродвигателя 2, соединенного с винтом 3, приводящим в движение гайку 4, ко-
30 торая шарнирно соединена с поводком 5, поворачивающимся на оси 6. К оси поводка 5 прикреплены две планки 7, взаимодействующие с кромками формуемой трубы Сфиг.2 ) .
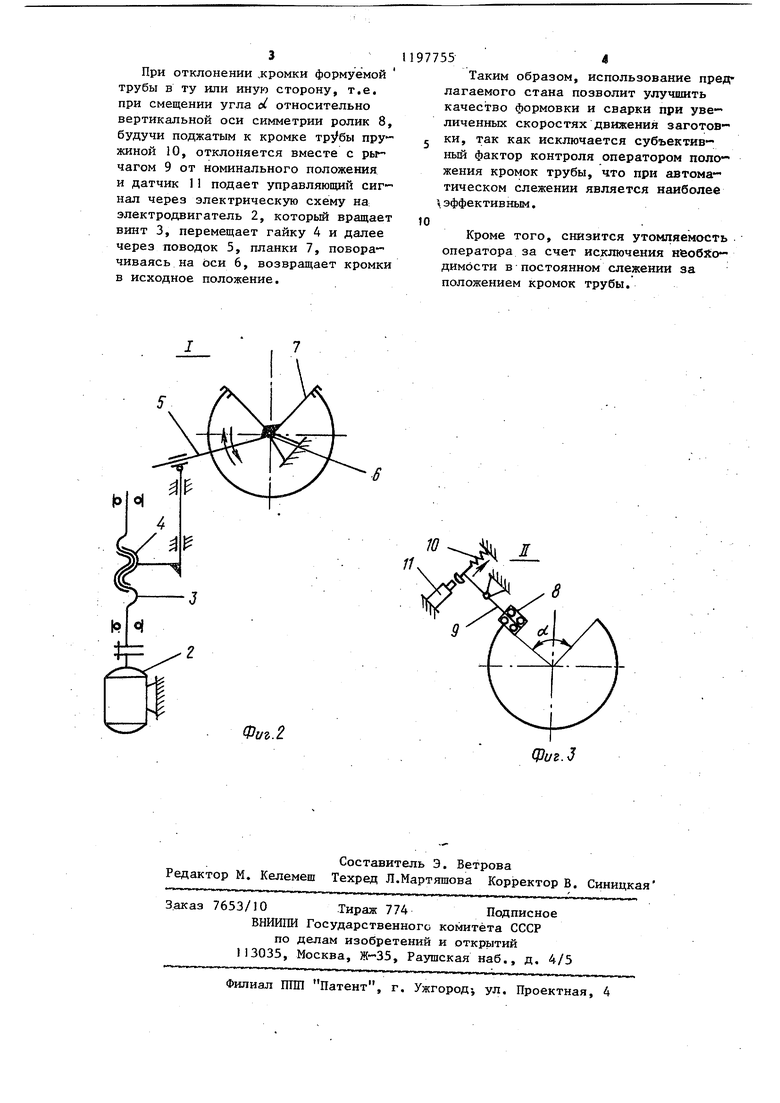
Ролик 8 следящего механизма присоединен к рычагу 9 и находится в контакте с кромкой трубы под действием пружины 10 растягивания. Противоположный конец рычага 9 воздействует на датчик 11 (фиг. З).
Стан работает следующим образом.
Лента, формуемая в трубу, при движении через кромкоудерживающее устройство 1 проходит таким образом, что кромки трубы размещаются
в планках 7 исполнительного механизма и образуют угол раскрытия в, симметричный относительно вертикальной оси. В этом случае ролик 8 следящего механизма, расположенный по
50 ходу трубы .на незначительном расстоянии от планок 7, касается наружной поверхностью кромки трубы, а рычаг 9 занимает нейтральное положение, при котором датчик 11 (например, индук-
55 ционный) не подает сигнал в электрическую схему управления электродвигателем 2 исполнительного меха- низмa.
При отклонении .кромки формуемой трубы в ту или иную сторону, т.е. при смещении угла d относительно вертикальной оси симметрии ролик 8, будучи поджатым к кромке трУбы пружиной 10, отклоняется вместе с pь чагом 9 от номинального положения и датчик 11 подает управляющий сиг нал через электрическую схему на; электродвигатель 2, который вращает винт 3, перемещает гайку 4 и далее через поводок 5, планки 7, повора чиваясь на оси 6, возвращает кромки в исходное положение.
1977554
Таким образом, использование пред лагаемого стана позволит улучшить качество формовки и сварки при увеличенных скоростях движения заготов- с ки, так как исключается субъективный фактор контроля оператором положения кромок трубы, что при автоматическом слежении является наиболее эффективным.
Кроме того, снизится утомляемость оператора за счет исключения необходимости в постоянном слежении за положением кромок трубы.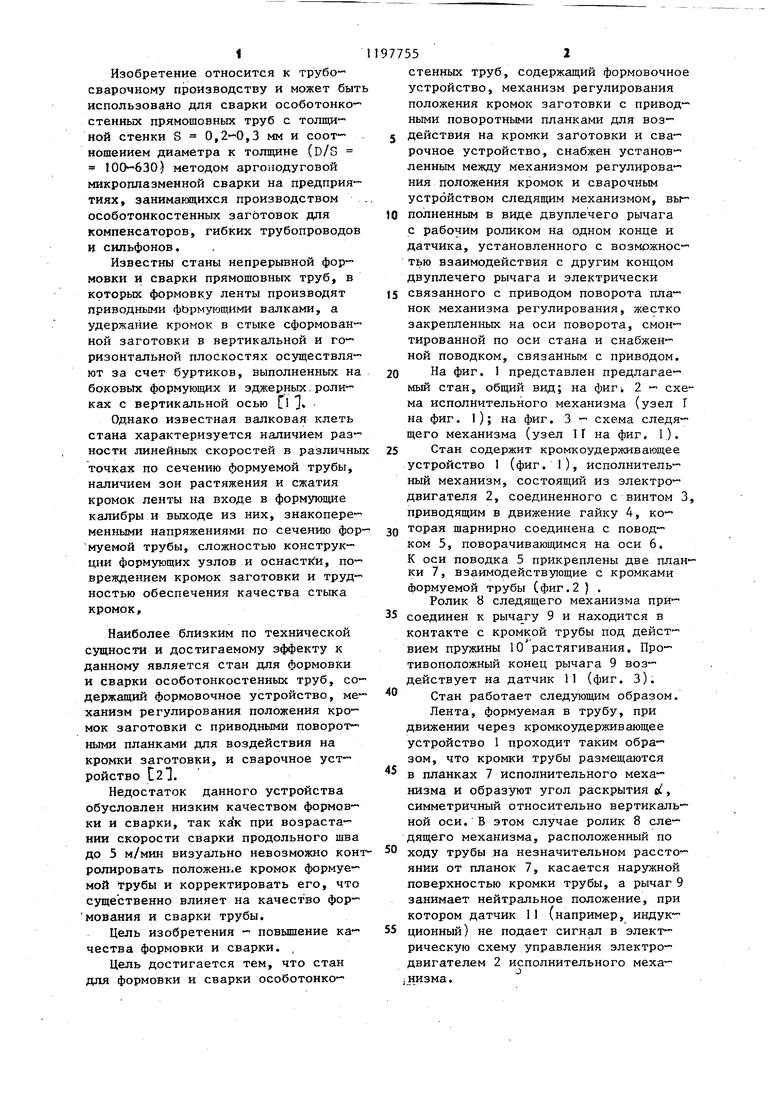
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Устройство для формовки особотонкостенных прямошовных труб | 1981 |
|
SU1003955A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| Формующая клеть для сварки особотонкостенных труб | 1983 |
|
SU1152679A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
СТАН ДЛЯ ФОРМОВКИ И СВАРКИ ОСОВОТОНКОСТЕННЫХ ТРУБ, содержащий формовочное устройство, механизм регулирования положения кромок заготовки с приводными поворотными планками для воздействия на кромки заготовки и сварочное устройство, о т- личающийся тем, что, с целью повьшения качества формовки и сварки, он снабжен установленным между механизмом регулирования положения кромок и сварочным устройством следящим механизмом, выполненным в виде двуплечего рычага с ра- бочнм роликом на одном конце и датчика, установленного с возможностью взаимодействия с другим концом двуплечего рычага и электрически связанного с приводом поворота планок механизма регулирования, жестко за(Л крепленных на оси поворота, смонтированной по оси стана и снабженной поводком, связанным с приводом.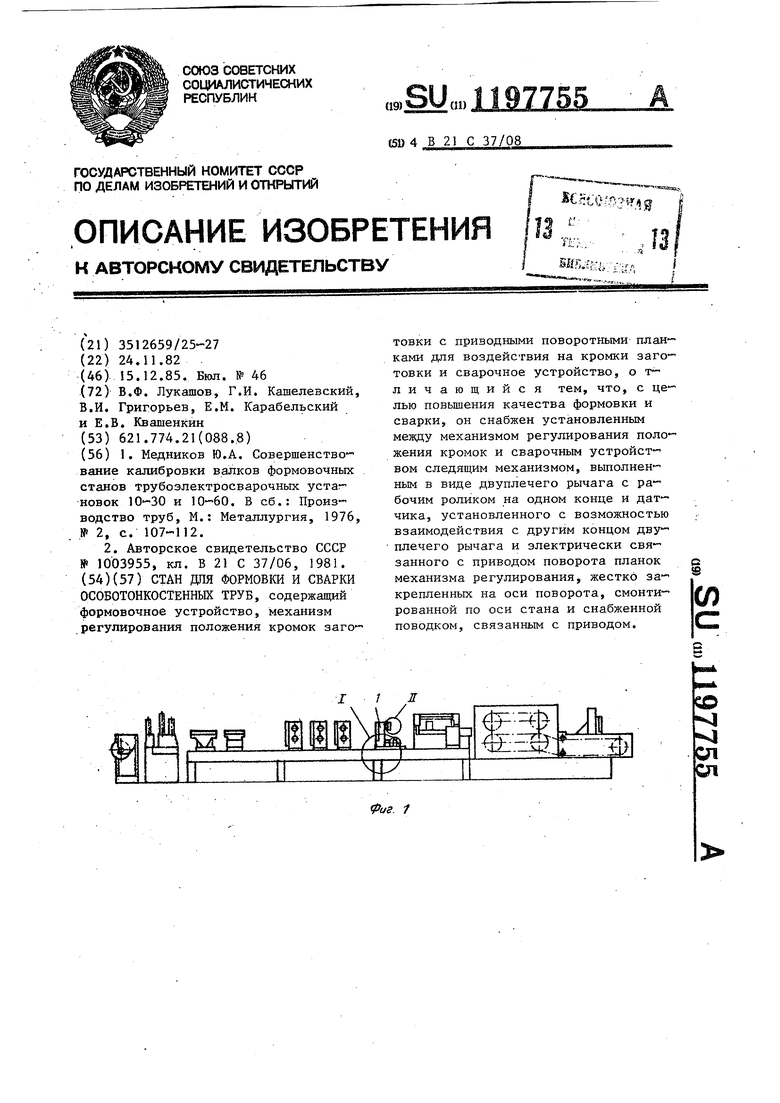
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Медников Ю.А | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| В сб.: Производство труб, М.: Металлургия, 1976, № 2, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формовки особотонкостенных прямошовных труб | 1981 |
|
SU1003955A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
