(54) ВЫРУБНОЙ ПУАНСОН
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2587771C1 |
| Вырубной штамп | 1984 |
|
SU1319971A1 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
Изобретение относи1х;я к рабочим инструментам для холодной листовой штамповки,
Известен вырубной nyaacoHj торец которого по меньшей мере в части своей выпоя™ че вь1пуклыМ( арежушая кромка размещена на пересечении торцовой и боковой йоверкностей. ,
Известным вырубным пуансоном можно получать полуфабрикаты только одного типоBav3tviepao,
Для получения деталей разлнчнь1х типоразмеров предлагаемый вырубкой пуансон вы-элнен составным иЗ двух концентричеокнх расположенных одна в другой частей, одна КЗ кот.орых, внутренняя выполнена со сферическим торцом радиус сфары jcoToporo мешше радиуса вырубаемых заготоаок;, и устано.злен с возможностью осевой регулировки относительно другойс наружной, частиг имеющей плоский торец и несущей режущую
ilpOivUCy,.
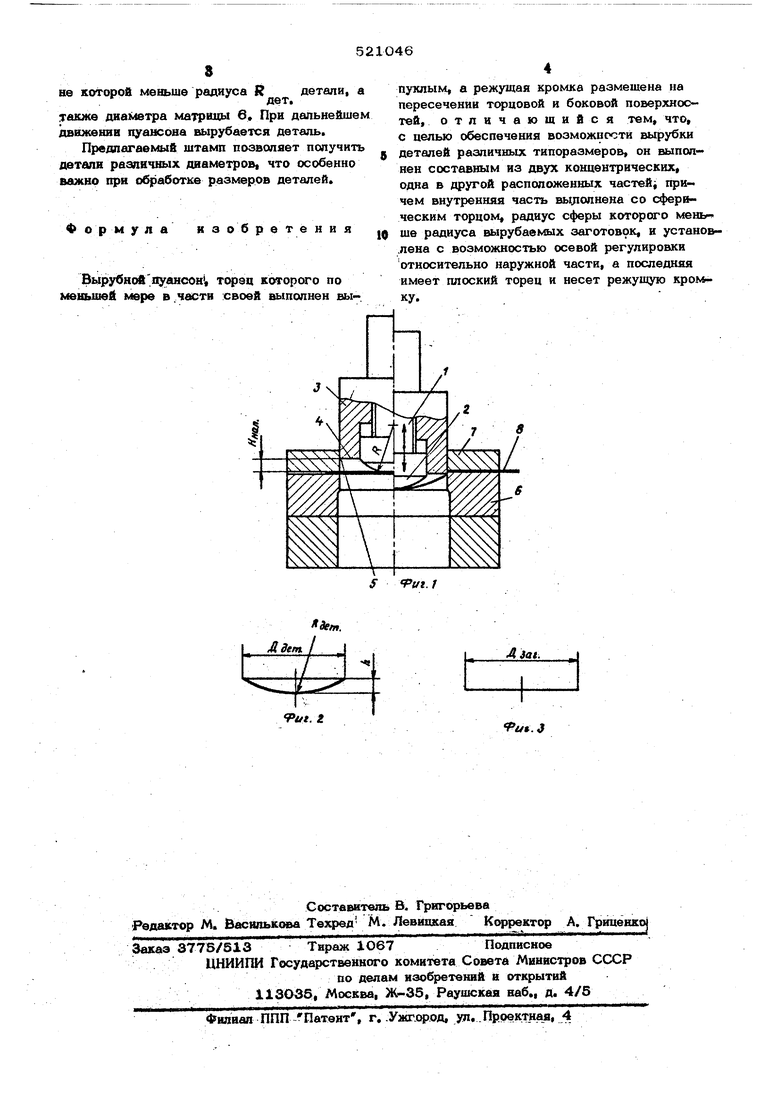
На фиго 1 изображен предлагаемый вырубной пуансон, продольный разрез на фиг 2 получаемая пуансоном деталь| на фиг 3 даталЬа разверткао
Предлагаемый пуансон расположен в верхней части штампа. Он состоит из внутре вей части 1 со сферическим торцом 2, радиус R сферы которого меньше радиуса
Рвырубаемой детали, и наружной части
дет.
3, имеющей плоский торец 4 и несущей режущую кромку. 5,
Часть 1 имеет возможность перемещатьс относительно Части 3 до определенной вели
чины И , что дает возможность регулиронал.
йать размеры Дв широких пределах и с
заг
высокой точностью,
в нижней части штамп содержит матрицу 6 и съемник 7.
Штамп работает следующим образом. Материал 8 I подаете я в, рабочую зону штампа мелоду съёмником 7 и матрицей 6, Пуансон сферическим торцом 2 части 1 деформирует металл, придавая ему форму сферы дааметК и радиусом И
РОМ Д, Ш 1СОТОЙ
дет,
дет
Эти размеры зависят от высоты Н , уотанавпиваемой осевой регулировкой чаЪти 1 относительно части 3, радиус R при вершине которой меньше радиуса R детали, а ;га1сже диаметра матрицы 6. При дальнейшем дввжанив пуансона вырубается деталь. Предлагаемый штамп позволяет получить деталк рагпичных диаметров что особенно важно при об работке размеров деталей. Формула изобретения ВырубнЫ пуансон торец которого по меньшей мере в .части своей выполнен вы-. пухлым, а режущая кромка размешена на пересечении торцовой и боковой поверхностей, отличающийся тем, что, с целью обеспечения возможности вырубки деталей различных типоразмеров, он выпоп нен составным из двух концентрических, одна в другой расположенных частей причем внутренняя часть вьщолнена со сферическим торцом, радиус сферы которого меньше радиуса вырубаемых заготовок, и устано&. .лена с возможностью осевой регулировки относительно наружной части, а последняя имеет плоский торец и несет режущую KpofAку.
Pttf. Z
Put. J
