(54) НАПРАВЛЯЮЩАЯ ЛИНЕЙКА К СТАНУ ПОПЕРЕЧНОЙ ПРОКАТКИ
валиков) одной из ыаправпяюишх линеек. Линейка работает следующим образом.
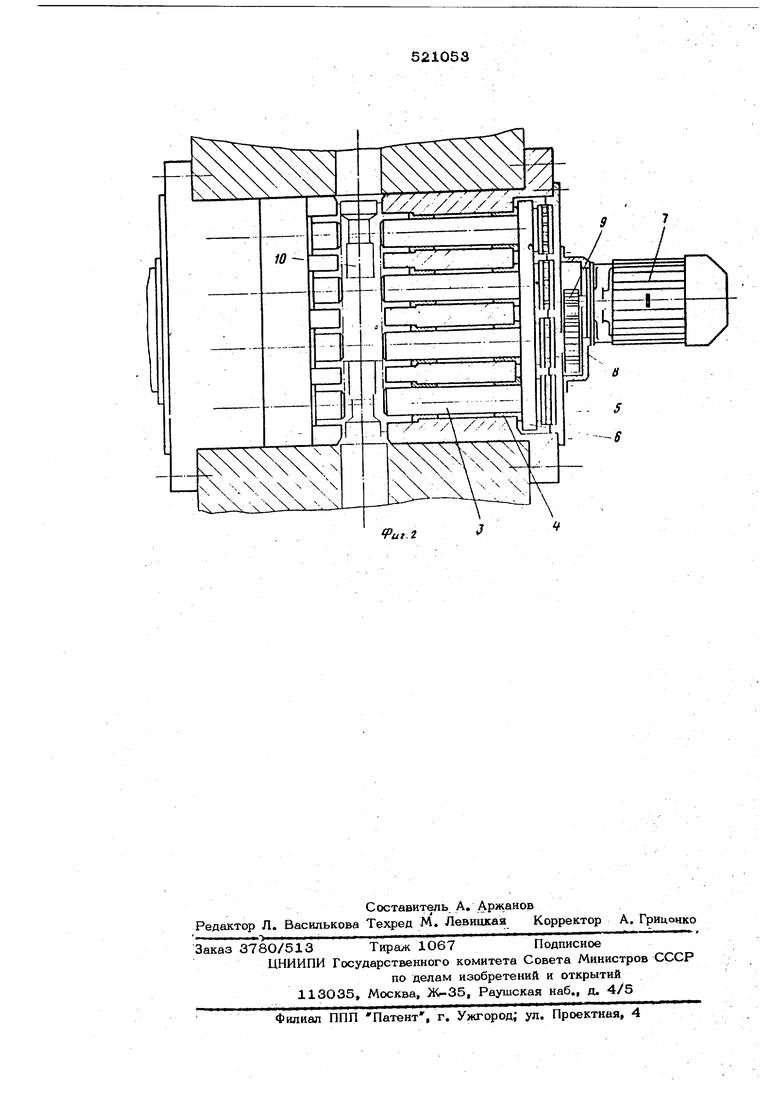
Изделие 10 устанавливается на валики 3, которые приводятся во вращение от электродвигателя 7 через зубчатую пару 8 и 9 и шестерни 6, Причем валики 3 вращаются в разные стороны, чтобы исключит дополнительный поворотный момент от их взаимодействия с заготовкой. Затем валки
2 захватывают изделие 1О своими клинрдаыми поверхностями 11, вращают его и обжимают. При окружной скорости кольцевых вращающихся поверхностей линейки, большей окружнЫ скорости заготовки, на диаметрально противоположных зонах контакта с вращающимися элементами возникают силы трения, равные по величине, но разного знака. результирующая сил трения,,, действующая на заготовку в тангенциальном направлении и препятствующая вращению заготовки, буде7 равна
;нушо. В результате момент сопротивления линейки также будет равен нулю..
Формула изобретения
Направляющая линейка к стану поперечной прокатки, преимущественно выполненная в виде жесткого неподвижного в осевом направлении упора, расположенного между рабочими вапками и имеющего рабочую пове1 хность, контактирующую с вращающейся заготовкой, отличающаяся тем, что, с целью снижения сил трения и интенсификации процесса прокатки, упор выполнен в виде нескольких валиков, имеющих возможность вращения от общего привод§ и кинематически связанных меЗеду собой, пр№чем оси вращения валиков перпендикулярны оси прокатки, а торцы валиков выполнены в виде кольцевых поверхностей, образующих рабочую поверхность линейки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка шаропрокатного стана | 1980 |
|
SU956112A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Клеть для поперечной прокатки | 1977 |
|
SU721205A1 |
| Стан для поперечной прокатки тел вращения | 1987 |
|
SU1532168A1 |
| Способ винтовой прокатки труб | 1976 |
|
SU623594A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ ДЛЯ БЕСШОВНЫХ ТРУБ, ОСНАЩЕННАЯ СМЕННЫМ ПОПЕРЕЧНЫМ НАПРАВЛЯЮЩИМ УСТРОЙСТВОМ | 2016 |
|
RU2678625C1 |
| Роликовый центрователь | 2015 |
|
RU2606104C1 |
| Способ определения коэффициента внешнего трения при прокатке и образец для его осуществления | 1977 |
|
SU741969A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
-Риг.г S S
