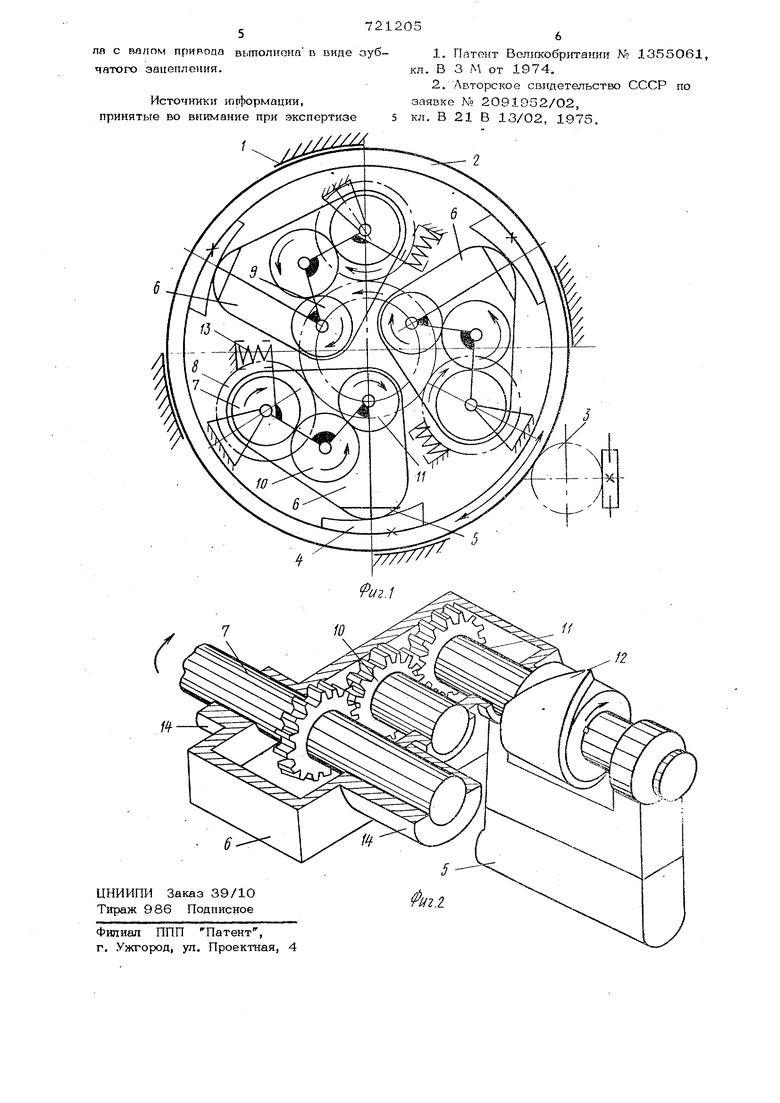
Изобретение относится к обработке металлов цавлением и может быть использов но в трехвалковых станах поперечной прокатки. Известен прокатный стан с тремя валками, вращающимися вокруг трех параллельных осей, расположенных на расстояния одна от фугой и образующих трехгранную призму . Все три ведущих валка получают вращение при помощи закрепленных соосно с ним шестерен от однся-о входного вала, что обеспечивает их синхронное вращение. Недостатком известного стана является отсутствие регулировки межвалкового расстояния, что ограничивает его технологические возможности, так как при переходе, па другой диаметр прокатываемой заготовки требуется замена всего комплекта валков. Известна клеть для поперечной прсжатки, содержащая установленную в корпусе к,ольпевую поворотную станину с закреплен ными на ее внутренней повер сности ными клиньями, три профилированных валка с параллельными осями, связаннычш с валом привода вращения, установлег1ные внутри станины с возможностью взаимодействия с нажимными клиньями посредством опорных элементов 2. Недостатком известной клети является то, что при небольших диаметрах рабочих валков невозможно установить крупногабаритную Myij)Ty пля передачи больших крутящих моментов, что ограничивает технологические возможности прокатной клети. Цель изобретения - расширение технологических возможностей путем обеспечения передачи на валки больших крутящих моментов. В предлагаемой клети это обеспечивается за счет того, что кинетическая связь каждой оси валка выполнена в виде поворотной pa ffl:и, имеющей цапфы, установленные в корпусе шестеренчатоговала, смонтированного в цапфах параллельно оси соответствующего валка и связанного с валом привода, при этом ось каждого валка уотановлена в рамке и связана с шестеренчатым валом посредством промежуточной шестерни. Связь шестеренчатого вала с валом привода выполнена в виде зубчатого зацеп ления. На фиг. 1 показана предлагаемая клеть, обший вид; на фиг, 2 - то же (поворотная рамка с рабочим валком). Клеть для поперечной прсясатки содержит корпус 1, в котором установлена поворотная кольцевая станина 2. На наружн поверхности станины 2 выполнен зубчаты венец, связанный с приводом, например, редуктором 3. На внутренней поверхности станины 2 жестко закреплены три равнорасположенные по орружности клина 4, взаимодействующих с опорными элементами 5. Внутри станины установлены три поворотные рамки 6, в каждой из которых установлен шестеренчатый вал 7, через соо ную ему шестерню 8 и солнечную шестерню 9 связанный с валом привода, установленным по оси прокатки. Через промежуточную шестерню 10 вращение передается на ось 11 рабочего профилированного валка 12. Поворотные рамки 6 прижимаются к клиньям 4 станины 2 с помощью 13. Рамки установлены в корпусе цапфами 14. Предлагаемая клеть работает следующим образом. Вращение от приводного вала передает ся через солнечную шестерню 8 на шесте ни 8,-откуда через муфты (на чертеже не показаны) - на шестеренчатые валы 7 поворотных рамок 6 и через промежуточные шестерни 10 на оси 11 валков 12. Нагретая заготовка подается в зону прокатки в («омент прохождения участка загрузки рабочих валков 12. Рабочие вал ки захватывают заготовку своими клиновы ми калибрами и за один оборот прокатыва ют ее, после чего выдают в зону разгруз ки. Для регулировки межвалкового зазора в процессе пр(жатки или при переналадке на другой диаметр прсжатываемого изделия сообщают вращение станине 2 через редуктор 3. Станина 2 при повороте своими клиновыми поверхностями взаимодействует с опорными элементами 5 валков, :рамки 6 синхронно поворачиваются вокруг цапф 14, перемещая рабочие валки 12. При этом шестерни 10 обкатываются вокоуг неподвижного шестеренчатого вала. 7 Наличие промежуточной шестерни 10 обеспечива€)т стабильное положение клиновых инструментов относительно оси врашения. При этом передаточное отношение шестерен должно быть близким к единице, что обеспечит совпадение зоны загрузки всех трех валков при повороте рамок. Поскольку муфты, передающие крутяший момент на рабочие валки, устанавливаются соосно с шестерней 8, ось которой удалена от рабочего валка, оин могут иметь большие габариты, чем в случае установки их соосно с самими рабочими валками, а следовательно, и передавать большие крутящие моменты, что позволит расширить технологические возможности клети. Предлагаемая клеть позволит прокатывать на трех валковых станах поперечноклиновой прокатки детали с большими степенями обжатий, прокатываемых ранее только на двухвалковых станах. Прокатка деталей на трехвалковых станах обеспечит снижение диаметра рабочих валков, а следовательно, снижение металлоемкости и стоимости стана в целом, а также снижение затрат энергии на трение ввиду отсутствия направляющих линеек и повысить производительность в 1,5-2 раза. Формула изобретения 1.Клеть для поперечной прокатки, содержащая установленнуя в корпусе кольцевую Поворотную станину с закрепленными на ее внутренней поверхности нажимными клиньями, три профилированных валка с параллельными осями, связанными с валом привода вращения, установленные внутри станины с возможностью взаимодействия с нажимными клиньями посредством опорных элементов, отличающаяся тем, что, с целью расширения технологических возможн-остей путем обеспечения передачи на валки больших крутящих моментов, кинематическая связь каждой оси валка выполнена в виде поворотной рамки, имеющей цапфы, установленные в корпусе, шестеренчатого вала, смонтированного в цапфах параллельно оси соответствующего валка и связанного с валом привода, при этом ось каждого валка установлена в рамке и связана с шестеренчатым валом посредством промежуточной шестерни. 2.Клеть по п. 1, о т л и ч а ю щ ая с я тем, что связь шестеренчатого ва
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство клети прокатного стана | 1983 |
|
SU1122385A1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| Рабочая клеть для прокатки тавровых профилей | 1978 |
|
SU778848A1 |
