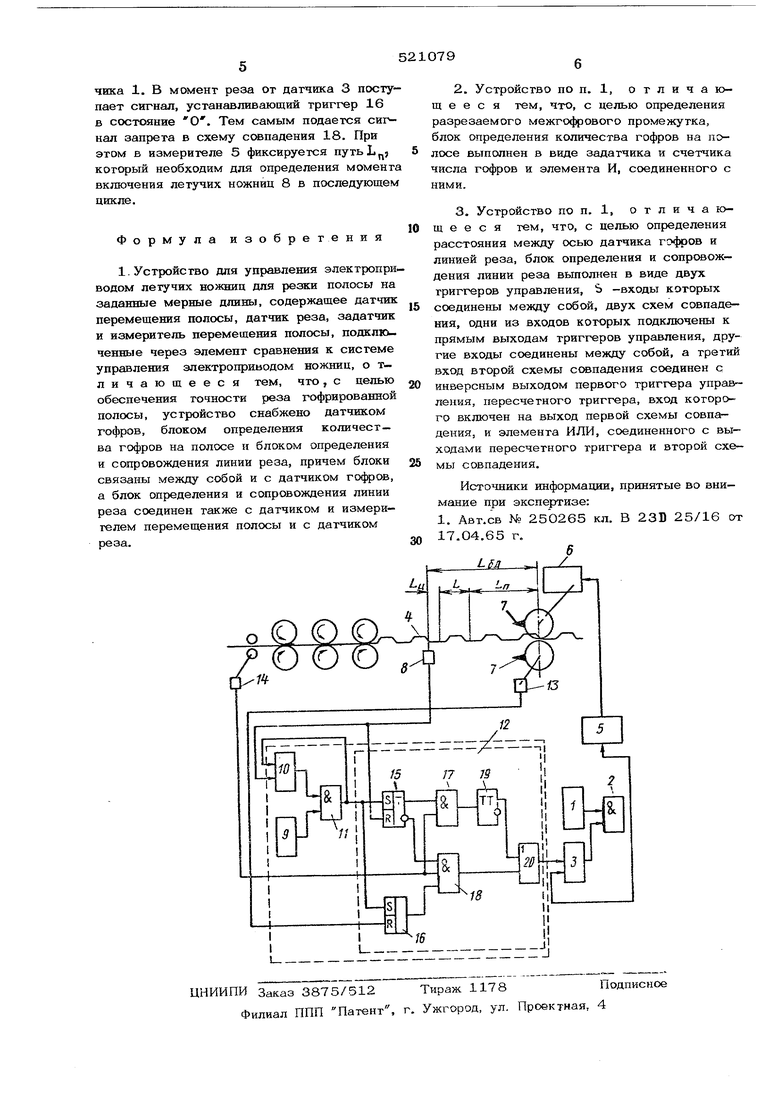
дов которых подключены к прямым выходам триггеров управления, другие входы соединены между собой, а третий вход второй схемы совпадения соединен с инверсным вы ходом первого триггера управления, пересчетного триггера, вход которого включен на выход первой схемы совпадения, и элемента ИЛИ, соединенного с выходами пер& счетного триггера и второй схемы совпадения. На чертеже изображена функциональная схема предлагаемого устройства. Устройство содержит датчик 1 перемещения полосы 2, датчик реза 3, задатчик4 и измеритель 5 перемещения полосы 2, эле мент сравнения 6, систему управления 7 электроприводом летучих ножниц 8, датчик 9 гофров, блок 10 определения количества гофров на полосе 2 и блок 11 определения и сопровождения линии реза. Блок 1О определения количества гофров состоит из за- датчика 12 и счетчика 13 числа гофров на полосе 2 к элемента И 14. Блок 11 опре- делеЕ ия и сопровождения линии реза состоит из двух триггеров 15 и 16 управления, двух схем 17 и 18 совпадения, пересчегного триггера 19 и элемента ИЛИ 2О. Устройство работает следующим образом При перемещении полосы 2 с периодически повторяющимися гофрами на выходе датчика 9 гофров образуются сигналь 1 или О по мере появления или исчезновения гофра в зоне действия датчика. При этом счетчик 13 числа гофров фиксирует прохож- ценна гофров в зоне действия датчика 9 каж дый раз при исчезновении сигнала 1 на выходе этого датчика. На выходе элемента И 14 образуется сигнал 1 при совпадении числа в счетчике 13 с 4ncnovi в задатчике 12. По этому сигналу в измеритель 5 перемещения полосы 2 через блок 11 начинают поступать импульсы от датчика 1. Измеритель 5 перемещения полосы 2 отсчитывает путь LU, , проходимый линией реза от оси датчика 9 гофров в процессе определения ее местоположения в межгофровом промежутке (численно равен половине длины межгофрового промежутка). Отсчет пути L „ осуществляется следующим образом. Сигнапом 1 элемента И 14 триггеры 15 и 16 устанавливаются в состояние 1, Появление сигнала 1 на прямом выходе триггера 15 разрещает прохождение импульсов от датчика 1 на счетный вход триггера 19 через схему совпадения 17, Триггер 19 передает в измеритель 5 через элемент ИЛИ 2О каждый второй импульс дат чика 1. В то же время сигналом О инверс ного выхода триггера 15 накладывается запрет в схеме совпадения 18 на прохождение импульсов непосредственно от датчика 1 в измеритель 5 перемещения полосы 2. Одновременно с установкой триггеров 15 и 16 в состояние 1 счетчик 13 числа гофров на полосе сигналом 1 элемента И 14 устанавлшвается в нулевое состояние. При появлении первого гофра следующего мерного профиля в зоне действия датчика 9 появляется сигнал 1 на его выходе. Это влечет за собой установку триггера 15 вновь в состояние тем самым накладывает запрет на прохождевке импульсов от датчика 1 на вход триггера 19, В этот момент измеритель 5 фиксирует путь 11ц , который прощла линия реза относительно оси датчика 9 гофров. Одновременно с установкой триггера 15 в состояние О снимается запрет в схеме совпадения 18, и непосредственно от датчика 1 начинают поступать импульсы в измеритель 5, При этом измеритель 5 фиксирует путь L , проходимый линией реза от момента окончания определения ее местоположения в межгофровом промежутке до момента выдачи сигнала в систему 7 управления электроприводом на запуск летучих ножниц 8. Путь i который проходит линия реза от момента выдачи сигнала на запуск летучих ножниц 8 до момента реза, отсчитывается измерителем 5 перемещения полосы 2 при предыдущем резе, а для первого мерного профиля - при холостом запуске летучих ножниц 8. Сигнал на запуск ножниц 8 выдается элементом 6 в момент равенства числа в измерителе 5 и задатчике 4 перемещения полосы 2, что соответствует выполнению следующего равенства: действительное расстояние между осями датчика гофров 9 и летучих ножниц 8; д1 - величина требуемого сдвига линии реза относительно центра межгофрового промежутка. Если в задатчике 4 набирается число Lg то линия реза на полосе 2 будет задана в центре межгофрового промежутка. Если в задатчике 4 набирается величина Ls;, ±й , то линия реза сдвигается относительно центра межгофровоо промежутка на величину д. в ту либо другую сторону. Таким образом, рез полосы 2 может осуществляться в любом месте межгофрового промежутка. Появление сигнала 1 ла выходе элемента сравнения 6 также устанавливает в состояние О измеритель 5, но не накладывает запрета в схеме совпадения 18 на прохождение к нему импульсов от дат- чика 1. В момент реза от датчика 3 посту пает сигнал, устанавливающий триггер 16 в состояние О. Тем самым подается сих нал запрета в схему совпадения 18. При этом в измерителе 5 фиксируется путь L , который необходим для определения момент включения летучих ножниц 8 в последующем цикле. Формула изобре те н и s 1. Устройство для управления электропри водом летучих ножниц для резки полсюы на заданные мерные длины, содержащее датчик перемещения полосы, датчик реза, задатчик и измеритель перемещения полосы, подклюи. ченные через элемент сравнения к системе управления электроприводом ножниц, о тличающееся тем, что, с целью обеспечения точности реза гофрированной полосы, устройство снабжено датчиком гофров, блоком определения количества гофров на полосе и блоком определения и сопровождения линии реза, причем блоки связаны между собой и с датчиком гофров, а блок определения и сопровождения линии реза соединен также с датчиком и измерителем перемещения полосы и с датчиком реза. 2.Устройство по п. 1, отличающееся тем, что, с целью определения разрезаемого межгофрового промежутка, блок определения количества гофров на полосе выполнен в виде задатчика и счетчика числа гофров и элемента И, соединенного с ними. 3,Устройство по п. 1, отлича ющ е е с я тем, что, с целью определения расстояния между осью датчика гофров и линией реаа, блок определения и сопровождения линии реза вьшолнен в виде двух триггеров управления, S -входы которых соединены между собой, двух схем совпадения, одни из входов которых подключены к прямым выходам триггеров управления, другие входы соединены между собой, а третий вход второй схемы совпадения соединен с инверсным выходом первого триггера управления, пересчетного триггера, вход которого включен на выход первой схемы совпадения, и элемента ИЛИ, соединенного с выходами пересчетного триггера и второй схемы совпадения. информации, принятые во внимание при экспертизе: 1. Авт.св -Nb 250265 кл. В 23D 25/16 от 17.04.65 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления мерным резом полос с периодически повторяющимися гофрами | 1976 |
|
SU602253A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| Устройство управления линией для непрерывного изготовления обшивок панелей с перфорацией и поперечными, периодически повторяющимися гофрами | 1989 |
|
SU1646883A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Система управления агрегатом для производства гофрированной полосы | 1980 |
|
SU891189A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для определения положения межгофровых промежутков | 1974 |
|
SU555406A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
