(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАНА С ПОРЕЗКОЙ ПРОКАТА НА ХОДУ
вход элемента И соединен с выходом триггера, а летучий режущий механизм снабжен датчиком зоны синхронного движения этого механизма и ироката, иодключенным к третьему входу элемента И.
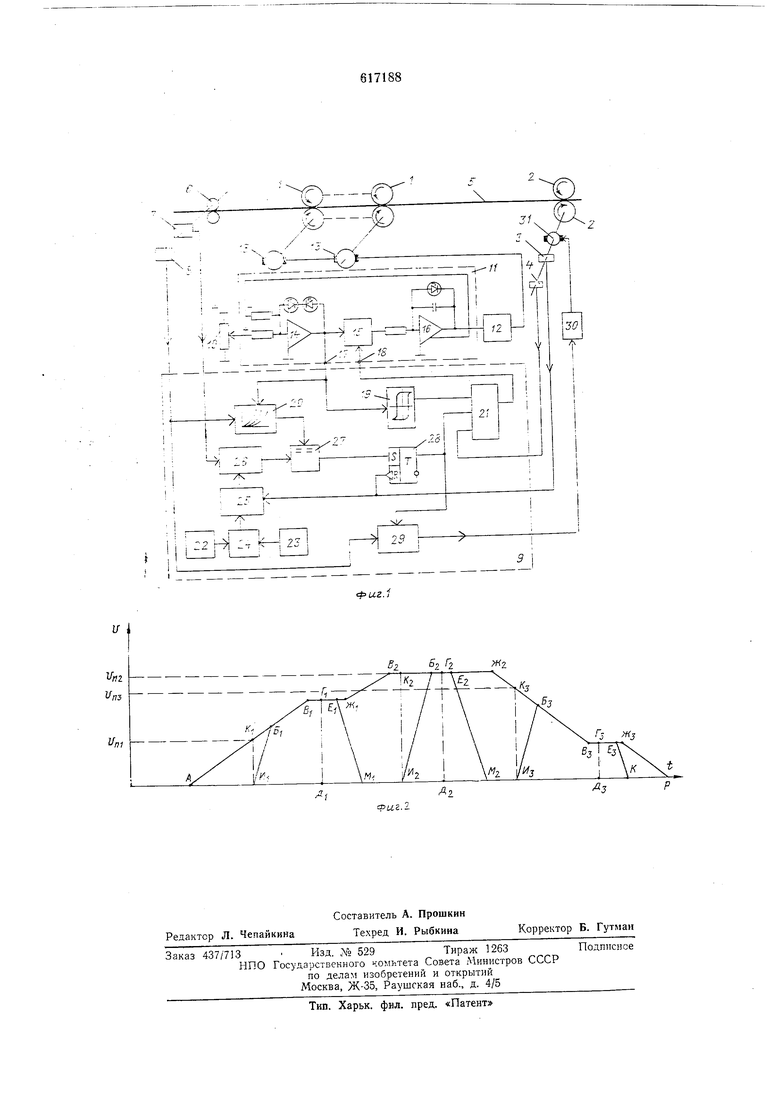
На фиг. 1 представлена схема предлагаемого устройства; 1на фиг. 2 - графики скоростей нроката и летучего режущего механизма для случаев разгона, установившегося движения и замедления стана.
Устройство содержит лрокатный стан I, летучий режущий механизм 2 с датчиком 3 реза и датчиком 4 зоны синхронного движения летучего режущего механизма и ироката 5. С прокатом 5 связаны мерительные ролики 6 с установленными на них датчиками 7 и 8 иеремещения и скорости лроката. Выходы этих датчиков подключены к соответствующим входам блока 9 определения момента запуска летучего режущего механизма. Скорость стана 7 задается потенциометром 10, который подключен ко входу задатчика 11 скорости стана. Выход задатчика П скорости стана через блок 12 управления связан с электроприводом 13 стана 1. Задатчик // скорсст; стана СОСТОИТ из усилителя 14 с ограничением, ключа /5, и интегратор.а 16. Выход усилителя 14 является промежуточным выходом 17 задатчика скорости стана, а один из входов ключа 15 образует управляющий вход 18 задатчика скорости стана. В состав блока 9 определения момента запуска летучего режущего механизма входит релейный ключ 19 и квадратор 20 с изменяемой передаточной функцией.
Вход релейного ключа 19 ,и управляющий вход квадратора 20 объединены и подключены к промежуточному выходу /7 задатчика скорости стана. Выход релейного ключа 19 соединен с иервым входом элемента И 21. Выход этого элемента связан с управляющим входом 18 задатчика Скорости стана. Информационный вход квадратора 20 подключен к датчику 8 перемещения .и скорости проката. Блок 9 содержит также задатчик 22 отрезаемого проката и задатчик 23 исходного положения ножей летучего режущего механизма 2. Выходы задатчиков 22 и 23 подключены к сумматору 24, связанному через ключ 25 с пзмерителе.м 26 перемещения проката. Выходы измерителя 26 перемещения проката и квадратора 20 через схему 27 совпадения подключены на S-вход триггера 28. -вход триггера 28 соеди.нен с ключом 25 и датчиком 3 реза, а выход триггера 28 связан с управляющим входом командного ключа 29 и со вторым входом элемента И 21. К третьему входу элемента PI подключен выход датчика 4 зоны синхронного движения режущего механизма и .проката. Информааконный вход командного ключа 29 связан с датчиком S скорости проката, а выход ключа 29 через блок управления 30 подключен к электроприводу 31 летучего режущего меланизма.
На фиг. 2 показаны графики изменения скоростей проката Л В, Ж В Ж В Жз Р и летучего режущего механизма Я. Б BI EI MI Яг Бг EZ М Из 5з з з КУстройство работает следующим образом.
В блоке 9 осуществляется определение момента запуска летучего режущего механизма в соответствии с выр л ;ениямп при разгоне стана
..(1)
и
2(а„ - а„)
,при ра-боте стана на установивщейся скорости
-
2а„
пр.и замедлении стана
(L L)/ - л (г)
(.-зад -i - - Г|, . 7 , Л
11 Г «;
где Vn(t - текущая окорссть перемещения
итрс1ката, зад - заданная мерная длина .шроката,
L,, - луть, лрэходимый ножами режущего механизма от исходного положения до моманта их схождения,
L - перемещение переднего конца прОКата от люмента «ачала измерения до момента запуска летучего режущего механизма, а,, - ускорение летучего режущего
механизма,
а„ - ускорение проката. На графиках (фиг. 2) моментам реза проката соответствуют точди Гь Г2, А, величине - площади А BI Г; Д, (,разго«), TI Ж) В Г Дз Д1 (установиБщаяся скорость.), Г Ж В
Гз Дз Дз (замедление). Величинам 1....
2(.7., - а,,)
)
- площадь Ki BI Яь
- площадь Д2 2а,,
Бо И2, площадь
К,
Яз.
2:а., -г а,;
Величине L ари разгоие стана соот1ветствует 1площадь А К hl, щля установившейся скорости - пло. FI /KI 62 KZ Яд Д2 и для за1 ледления стана - площадь Жд Яз Д2В исходном состоянии устройства сигнал на выходе триггера 28 отсутствует и поэтому снят сигнал запрета с управляющего входа задатчика скорости стана. .Под воздействием задающего сигнала с потендиометра 10 через усилитель М, открытый ключ 15 и интегратор 16 стан / разгоняется с постоянным ускорением. При этом от сигнала с выхода усилителя 14 срабатывает релейный ключ 19.
Пр,к достижении передним концом проката 5 оси режуш:его механизма 2 в измеритель 26 через ключ 25 из сумматора 24 вводится чис/ 7
тпл -ч
ло Л
h
где h - цена имиульса датчяка 7 перемещения проката.
Величины ззд и L;, предварительно установлены оператором в задатчике 22 длины отрезаемого проката 5 и задатчике 23 положения ножей режущего механизма 2. Вычитание осуществляется в сумматоре 24.
С момента ввода в измеритель 26 числа N от датчика 7 на счетный вход .измерителя 26 поступают импульсы отсчета .пути, проходимого прокатом 5. Одноврем-енио с этим на вход квадратора 20 от датчика 8 поступает информация о текущей величине скорости проката. При разгоне прокатного стана / на уиравляющий вход квадратора 20 подается с промежуточного выхода :/7 задатчика скорости стана сигнал отрицательной полярности. Пр.и этом квадратор 20 производит вычисление
Vl(t}
выражения -.
:(н - «я)
В момент равенства величин, зафиксированных в квадраторе 20 и в пзмерителе 26, через схему 27 совпадения производится переключеиие триггера 28. Сигналом с выхода триггера 28 снимается запрет с ключа 29 « под действием напрял ения с выхода датчика 8 происходит запуск летучего режущего механизма от точ.К1 И до точки 5i па графиках (фиг. 2).
Одновременно сигнал с выхода триггера 55 поступает на второй вход элемента И 21. Когда летучий режущий механизм пр.ибЛИзится к зоне реза, на третьем вхаде элемента PI 21 появится сигнал от датчика 4 зоны синхронного движения проката ,и режущего механизма, вследствие чего от сигнала с выхода элеме/нта И 21 на.кладывается запрет на управляющий вход задатчика скорости стана. Разгон стана прекращается. Прокат и режущий механизм движутся синхронно на установившейся скорости, на которой и производится л&рвый рез проката. В момент схо ждения ножей сигналом от датчика 3 реза через ключ 25 дается команда на ввод в измеритель 26 числа, соответствующего -L „.
При выходе ножей летучего режущего механизма из зоны реза сигнал от датчика реза исчезает. Исчезновение этого сигнала приводит к переключению триггера 28 в исходное состояние. При этом будет отсутствовать сигнал на выходе элемента И 21, вследствие чего через открытый ключ 15 прерванный разгон стана будет продолжаться. Одновременно накладывается запрет на ключ 29, после чего п.роисхо.дит тарможение и остано1Вка летучего рел сущего имехаиизма в исходно .м положении.
Описанные циклы будут повторяться до тех пор, пока стан / не выйдет на заданную
установившуюся скорость. При этом на промежуточном выходе /7 задатчика скорости стана и управляющем входе квадратора 20 установится напряжение, близкое к нулю, благодаря чему квадратор 20 переключается в режим, при котором он будет вычислять вы,г(0
ражение - .
Разгон летучего режущего механизма начнется в точке //2 (на фиг. 2) в момент равенства величин по выражению (2).
При замедлении стана устройство работает так же, как и при разгоне стана, но на Зправляющий вход квадратора 20 .подается напряжение положительной иолярности, в связи с чем квадратор 20 переключается на вычисление выражения от С- Запуск летучего
(6„-- С1„)
режущего механиз у а начинается от точки Яз (на фиг. 2) в момент равенства величин по выражению (3).
Формула и 3 о б р е т е « и я
Устройство автоматического управления стана с порезкой проката на ходу, содержащее задатчик скорости стана с управляющим входом и промежуточным выходом, напряжение на котором пропорционально разности величин скоростей заданной и фактической, датчики скорости и перемещения проката, связанные с прокатом, например, с помощью мерительных роликов, летучий режущпй механизм с электроприводом,датчиком реза и блоком определения момента запуска летучего рел ущего механизма, включающим в себя измеритель перемещения проката со схемой совпадения, командный ключ с триггером, связанный по первому входу триггера со схемой совпадения, а по второму вхо.д) - с датчиком реза, отличающееся тем, что, с целью повыщения производительности стана за счет выдачи мерного проката в периоды разгона и замедления стана, блок определения момента запуска летучего режущего механизма дополнен квадратором с изменяемой .передаточной функцией и элементом И с релейным ключом на его первом входе, причем выход элемента И подключен к знравляющему входу задатчика скорости стана, вход релейного ключа и управляющий вход квадратора объединены и связаны с промежуточным выходом задатчика скорости стана, второй вход элемента И соединен с выходом триггера, а летучий режущий механизм снабжен датчиком зоны синхронного движения этого механизма и проката, подклгоченным к третьему входу элемента И.
Источник информации, пр нятый во внимание при экспертизе:
1. Афанасьев В. Д. Электропривод, автоматических летучих ножниц. ГЭИ, 1962, с. 123-125.
:m
/ Ij

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан с порезкой проката на ходу | 1973 |
|
SU491928A1 |
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Стан с порезкой проката на ходу | 1973 |
|
SU485413A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Система управления прокатным станом с порезкой проката на ходу | 1981 |
|
SU1026867A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU657410A1 |
VHZ пг
г,Л /2 ТТЛ5
5
.2 Ж2 -,,,
