Изобретение относится к прокатному производству, в частности к производству гофрированных полос для панелей с утеплителем, и может быть использовано ддя изготовления металлических обшивок этих панелей без дополнительной механической обработки.
Цель изобретения - повьшхение качества резки при уменьшении ее трудоемкости и снижение массы технологического оборудования.
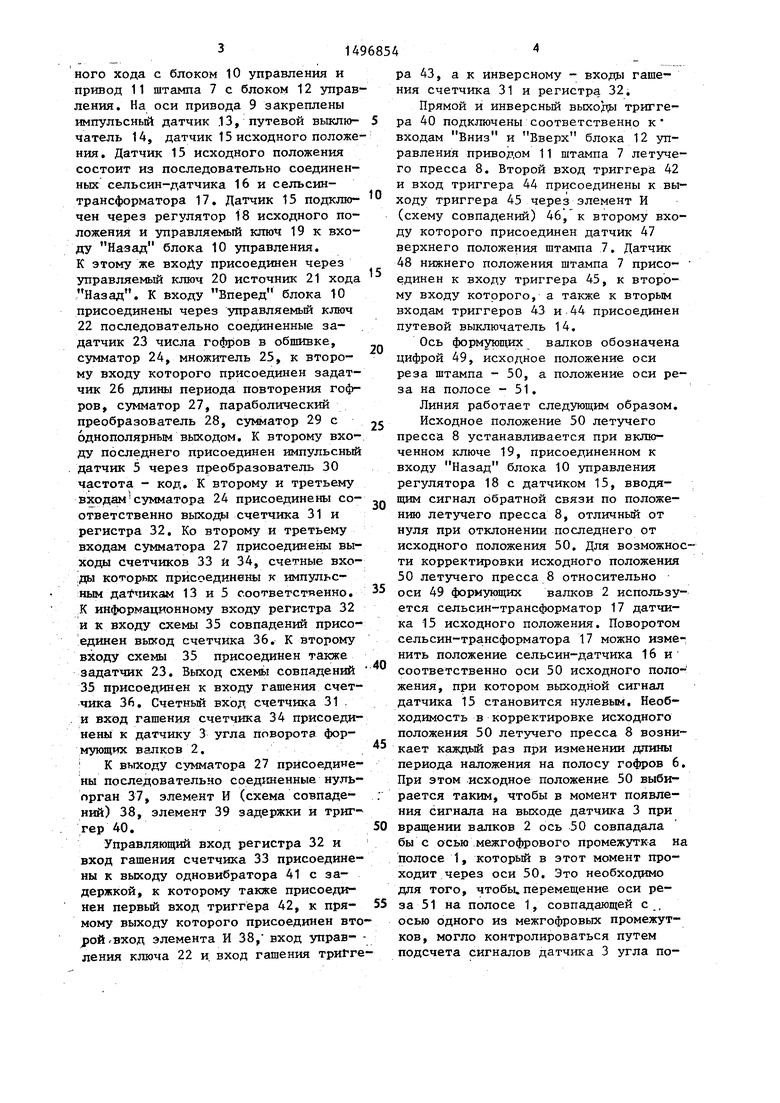
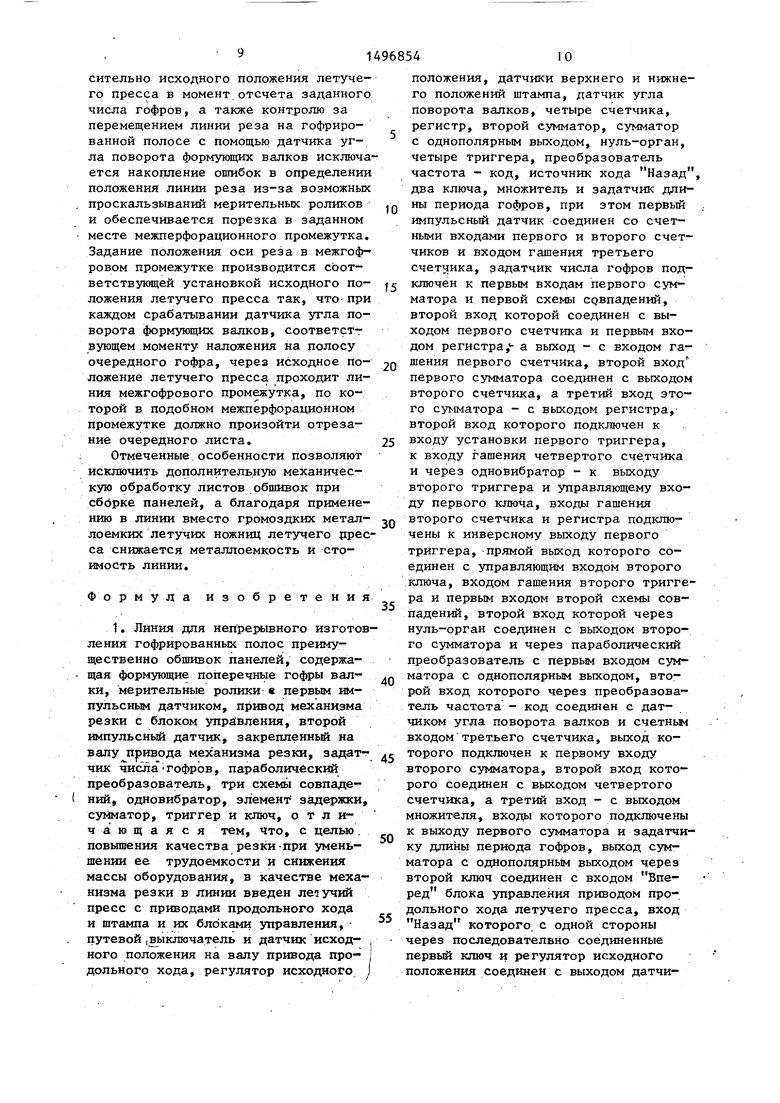
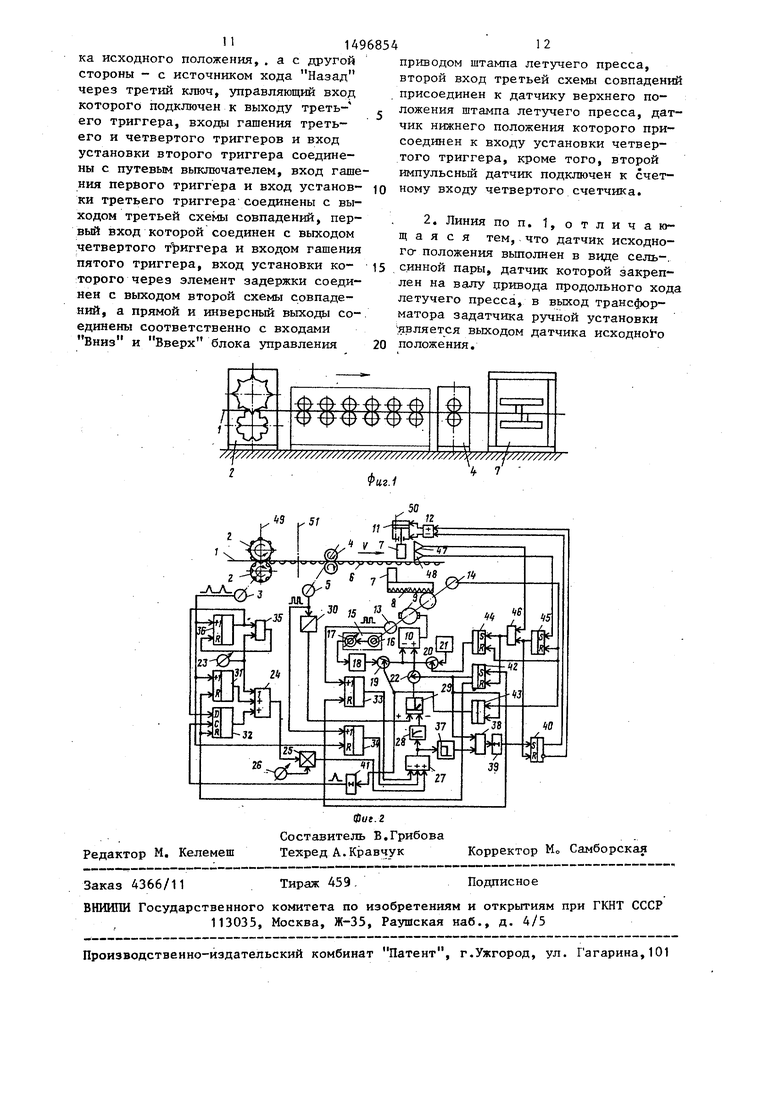
На фиг. 1 приведена технологическая линия; на фиг. 2 - ее функциональная схема.
Исходная металлическая полоса 1 перемещается валками 2 с датчиком 3 |угла поворота через мерительные ролики 4 с импульсным датчиком 5, Нал- ки 2 вьщавливяют в полосе 1 поперечные, периодически повторяюпщеся гофры 6. Гофрированная полоса перемещается через предварительно разведенный штамп 7 летучего пресса 8. Летучий пресс 8 имеет привод 9 продоль t О
О) 00 СП
4
314
ного хода с блоком Ю управления и привод 11 штампа 7 с блоком 12 управления. На оси привода 9 закреплены импульсньй датчик ,13, путевой выключатель 14, датчик 15 исходного положения. Датчик 15 исходного положения состоит из последовательно соединенных сельсин-датчика 16 и сельсин- трансформатора 17, Датчик 15 подключен через регулятор 18 исходного положения и управляемый ключ 19 к входу Назад блока 10 управления. К этому же входу присоединен через управляемый ключ 20 источник 21 хода Назад, К входу Вперед блока 10 присоединены через управляемьй ключ 22 последовательно соединенные за- датчик 23 числа гофров в обшивке, сумматор 24, множитель 25, к второму входу которого присоединен задат- чик 26 длины периода повторения гофров, сумматор 27, параболический преобразователь 28, сумматор 29 с однополярным выходом. К второму входу последнего присоединен импульсный датчик 5 через преобразователь 30 частота - код, К второму и третьему входам сумматора 24 присоединены соответственно выхода счетчика 31 и регистра 32, Ко второму и третьему входам сумматора 27 присоединены выходы счетчиков 33 и 34, счетные вхо- :ДЫ KOTOpbtx присоединены к импульсным датчикам 13 и 5 соответственно. К информационному входу регистра 32 и к входу схемы 35 совпадений присоединен выход счетчика 36, К второму входу схемы 35 присоединен также задатчик 23, Выход схемь совпадений 35 присоединен к входу гашения счетчика 36, Счетный вход счетчика 31 . и вход гашения счетчика 34 присоединены к датчику 3 угла поворота формующих валков 2.
К выходу сумматора 27 присоединены последовательно соедгшенные нуль- орган 37, элемент И (схема совпадений) 38, элемент 39 задержки и триггер 40,
Управляющий вход регистра 32 и вход гашения счетчика 33 присоединены к выходу одновибратора 41 с задержкой, к которому также присоединен первый вход триггера 42, к прямому выходу которого присоединен второй гвход элемента И 38, вход управ- ления ключа 22 и. вход гашения триГге
0
5
0
5
0
5
0
5
ра 43, а к инверсному - входы гашения счетчика 31 и регистра 32.
Прямой и инверсный вьсходы триггера 40 подключены соответственно к входам Вниз и Вверх блока 12 управления приводом 11 штампа 7 летучего пресса 8, Второй вход триггера 42 и вход триггера 44 присоединены к выходу триггера 45 через элемент И (схему совпадений) 46, к второму входу которого присоединен датчик 47 верхнего положения штампа 7. Датчик 48 Нижнего положения штампа 7 присо- единен к входу триггера 45, к второму входу которого, а также к вторым входам триггеров 43 и 44 присоединен путевой выключатель 14.
Ось формующих валков обозначена цифрой 49, исходное положение оси реза штампа - 50, а положение оси реза на полосе - 51.
Линия работает следующим образом.
Исходное положение 50 летучего пресса 8 устанавливается при включенном ключе 19, присоединенном к входу Назад блока 10 управления регулятора 18 с датчиком 15, вводящим сигнал обратной связи по положению летучего пресса 8, отличный от нуля при отклонении последнего от исходного положения 50. Для возможности корректировки исходного положения 50 летучего пресса 8 относительно оси 49 формующих валков 2 используется сельсин-трансформатор 17 датчика 15 исходного положения. Поворотом сельсин-трансформатора 17 можно изме-: нить положение сельсин-датчика 16 и соответственно оси 50 исходного поло- жения, при котором выходной сигнал датчика 15 становится нулевым. Необходимость в корректировке исходного положения 50 летучего пресса 8 возникает каждый раз при изменении длины периода наложения на полосу гофров 6. При этом исходное положение 50 выбирается таким, чтобы в момент появления сигнала на выходе датчика 3 при вращении валков 2 ось 50 совпадала бы с осью межгофрового промежутка на полосе 1, который в этот момент проходит через оси 50. Это необходимо для того, чтобы, перемещение оси реза 51 на полосе 1, совпадающей с. осью одного из межгофровых промежутков, могло контролироваться путем подсчета сигналов датчика 3 угла по-
.51496854
ворота формующих валков 2. Это позволяет исключить накопление ошибки из- за проскальзьшания мерительньк роликов 4, если бы только они использовались для измерения перемещения полосы 1 и, Соответственно, оси реза 51 к оси летучего пресса 8, устанавливаемой в исходном положении пресса по оси 50.
По мере продвижения полосы 1 со скоростью V вращающимися валками 2, формующими поперечные гофры 6, при каждом наложейии гофра сбрасьшает датчик 3 угла поворота валков 2. При первоначальном совмещении переднего конца гофрированной полосы 1 с осью 50 исходного положения летучего пресса 8 сетчик 36, отсчитывающий сигнал датчика 3, устанавливается в нуль. При этом находится во включенном состоянии триггер 42 по импульсу от элемента 41, так как предварительно были включены триггер 43, ключ 19 и регулятор 18 исходного положения. При включенном триггере 42 сняты запреты на работу счетчика 31 и регистра 32. Последние находятся в нулевом состоянии.
Благодаря задатчику 23 числа гофров в обшивке, который присоединен со знаком минус к входу сумматора 24, выходной сигнал последнего и, соответственно, выходной сигнал сумматора 27, подводимый через параболический преобразователь 28 к входу сумматора 29, переводят последний в нулевое состояние (в области отрицательных значений входных сигналов выход сумматора 29 с однополярным выходом нулевой). При этом на инверсном выходе нуль-органа 37 имеется сигнал, разрешающий прохождение командных сигналов через элементы 38 и 39.
При включении валков 2 начинается перемещение полосы 1, счетчики 36 и 31 начинают отсчет сигналов датчика 3, а счетчик 34 - циклический отсчет импульсо в датчика 5 (цикл отсчета соответствует перемещению полосы 1 на длину периода повторения гофров) . Это позволяет с высокой гоч- ностью измерять перемещение полосы 1 и в то же время исключить накопление ошибок от проскальзывания мерительных роликов 4,
0
5
5
0
0
С увеличением кода числа на выходе счетчика 31 уменьшается код числа на выходе сумматора 24, так как коды числа задатчика 23 числа гофров в обшивке и счетчика 31 на входе сумматора 31 вычитаются. Уменьшение числа на выходе сумматора 24 соответствует приближению оси реза 51 на полосе 1, первоначально отстоящей от оси на длину обшивки, к оси летучего пресса 8, находящейся в исходном положении 50.
Сигнал сумматора 24, соответствующий текущему числу гофров, на которое ось реза 51 на полосе 1 отстоит в текущий момент времени от оси летучего пресса 50, множителем 25 преобразуется в число, соответствующее числу импульсов датчика 5 мерительных роликов 4, так как задатчиком 26 к второму входу множителя 25 подводится число импульсов датчиков 5 или 13, которое содержит длину периода повторения гофров 6 на полосе 1. Указанное преобразование необходимо для того, чтобы привести в соответствие на входе сумматора 27 сигналы сумматора 24 и счетчиков 33 и 34, отсчитывающих импульсы датчиков 13 и 5,
Уменьшение сигнала сумматора 24 по мере перемещения полосы 1 вызывает уменьшение сигнала на выходе сумматора 27. Пока сигнал последнего, откорректированный для оптимизации момента включения привода 9 летучего пресса 8 параболическим преобразователем 28, превышает на входе сумма-
0 тора 29 задающий сигнал обратного знака преобразователя 30 частота - код, пропорциональный скорости перемещения полосы 1, выходной сигнал сумматора 29 с однополярным выходом 5 нулевой. Когда ось 51 реза на полосе 1 приблизится к исходному положению 50 оси летучего пресса 8 настолько (или так увеличится код счетчика 31), что выходной сигнал сумматоров 24 и 27 и соответственно параболического преобразователя 28 станет меньше задающего сигнала скорости полосы на входе сумматора 29, появляется сигнал на выходе последнего
g и на входе Вперед блока 10 управления при включенном ключе 22. По это- . му сигналу привод 9 начинает перемещать по направленюо хода полосы 1 летучий пресс 8 со штампом 7.
5
0
При этом счетчик 33 отсчитывает импульсы датчика 13, накапливая на своем выходе сигнал, пропорциональный удалению летучего пресса 8 от исходного положения 50, Сигнал счетчика 3 поступает на вход сумматора 27 со знаком, учитьшающим удаление при перемещении летучего пресса 8 Вперед оси пресса от оси реза 51 на полосе 1
Когда сигнал на выходе сумматора 24 становится нулевым, это соответствует совмещению оси реза 51 на полосе 1 с осью 50 исходного положения летучего пресса 8, а когда нулевым становится сигнал на вькоде сумматора 27, это соответствует совмещению -оси 54: реза на полосе i с осью летучего пресса 8 и их совместному синхронному перемещению. При этом через сумматор 29 проходит только задающий сигнал скорости полосы V от преобразователя 30 частота - код.
При достижении нуля на выходе сумматора 27 срабатывает нуль-орган 37 и через элемент И 38 с временной задержкой звена 39 включается триггер 40, Временная задержка звена 39 учитьшает окончание переходных прессов синхронизации по скорости и совмещения оси летучего пресса 8 и оси 51 реза на полосе 1,
При включении триггера 40 подается сигнал на вход Вниз блока 12 управления приводом 11 штампа 7 и производится рез полосы 1, При опускании штампа 7 для реза срабатывает датчик 17, включается триггер 45 и отключается триггер 40, С инверсного выхода последнего подается Сигнал на вход Вверх блока 12, и приводом 11 штамп 7 возвращается в верхнее положение. При этом срабатьшает датчик 16, а через элемент И 46 при вклченном триггере 45 включается триггер 44 и выключается триггер 42, На этом цикл отрезания первой обшивки заканчивается. Летучий пресс 8 возвращают в исходное положение 50, Для этого отключают ключ 22 с соответствующим отключением сигнала задания скорости V и включают ключ 20, подключакмций к йходу Назад блока 10 источник
21 хода Назад, Привод 9 реверсиру-, ется и перемещает летучий пресс 8 к исходному положению. При подходе пресфа к оси 50 срабатывает путевой выключатель 14, отключаются триггё- 44, 45, ключ 20 и включаются триг
5
0
5
5
гер 43 и ключ 19, К входу Назад блока 10 управления подсоединяется регулятор 18 с датчиком 15 исходного/ положения. Регулятором 18 ось летучего пресса 8 совмещается с высокой точностью с осью 50 исходного положения. Затем с выдержкой времени од- новибратора 41 производится гашение счетчиков 33, регистра 32 и включение триггера 42, На этом цикл возврата летучего пресса 8 в исходное положение 50 заканчивается,
.Во втором и последующих циклах отрезания полос важную роль играют счетчик 36 циклического счета и регистр 32о Счетчиком 36 осуществляется циклический отсчет числа гофров в каждой полосе, задаваемого задат- чиком 23, после чего он с помощью схемы совпадений 35 сбрасывается в нуль. Момент сброса счетчика 36 в нуль совпадает с моментом перемещения оси 51 реза на полосе 1 на позицию
50исходного положения летучего пресса 8, поскольку при первоначальном совмещении переднего конца полосы 1
с осью 50 счетчик 36 устанавливается в нуль. Чтобы контролировать перемещение полосы 1 и оси 51 до момента отрезания полосы, который наступает позднее момента перемещения оси 51 к оси 50, при каждом включении триггера 42, информация о положении оси
51относительно ее первоначального положения, накопленная счетчиком 36, перепиа шается в регистр 32, а контроль за текущим перемещением полосы
1 (оси 51) начинается счетчиком 31, п Сумма сигналов регистра 32 и счетчика 31 на входе сумматора 24 соответствует текущему положению оси 51 реза на полосе 1 относительно ее первоначального положения (в момент обнуления счетчика 36) в процессе перемещения ее к исходному положению 50 летучего пресса 8, Благодаря этому не накапливается ошибка в определении положения и не смещается ось реза 51 при отрезании второй и всех последукяцих полос. Затем описанньй цикл повторяется.
Таким образом, благодаря циклическому отсчету заданного числа, соот- ветствунщего числу гофров в листах полос, по сигналам датчика угла поворота формующих поперечные гофры валков, фиксации в каждом цикле отреза-,
0
5
0
5
ния полос линии реза на полосе относительно исходного положения летучего пресса в момент отсчета заданного числа гофров, а также контролю за перемещением линии реза на гофрированной полосе с помощью датчика угла поворота формующих валков исключается накопление ошибок в определении положения линии реза из-за возможных проскальзываний мерительных роликов и обеспечивается порезка в заданном месте межперфорационного промежутка. Задание положения оси реза в межгоф ровом промежутке производится соответствующей установкой исходного по- ложения летучего пресса так, что- при каждом срабатывании датчика угла поворота формующих валков, соответствующем моменту наложения на полосу очередного гофра, через исходное по- ложение летучего пресса проходит линия межгофрового промежутка, по которой в подобном межперфорационном промежутке должно произойти отрезание очередного листа.
Отмеченные особенности позволяют исключить дополнительную механическую обработку листов обшивок при сборке панелей, а благодаря применению в линии вместо громоздких метал- лоемких летучих ножниц летучего ррес са снижается металлоемкость и стоимость линии.
Формула изобретения
1. Линия для непрерлтного изготоления гофрированных полос преимущественно обшивок панелей, содержащая формующие поперечньш гофры вал- ки, мерительные ролики в первым импульсным датчиком, привод механизма резки с блоком управления, второй импульсный датчик, закрепленный на валу привода механизма резки, задат чик числа гофров, параболический преобразователь, три схемь совпаде- НИИ, одновибратор, элемент задержки суг4матор, триггер и ключ, отличающаяся тем, что, с целью, повышения качества резки-при уменьшении ее трудоемкости и снижения массы оборудования, в качестве механизма резки в линии вве|ден летучий пресс с приводами продольного хода и штампа и их блоками управления, путевой |ВЬ1ключатель и датчик исход- ного положения на валу привода продольного хода, регулятор исходного
.Q 0 5
п
5
Q
0
5
положения, датчики верхнего и нижнего положений штампа, датчик угла поворота валков, четыре счетчика, регистр, второй сумматор, сумматор с однополярным выходом, нуль-орган, четыре триггера, преобразователь частота - код, источник хода Назад, два ключа, множитель и задатчик длины периода гофров, при этом первый импульсный датчик соединен со счетными входами первого и второго счетчиков и входом гашения третьего счетчика, задатчик числа гофров подключен к первым входам первого сумматора и первой схемы совпадений, второй вход которой соединен с выходом первого счетчика и первым входом регистра,- а выход - с входом гашения первого счетчика, второй вход первого сумматора соединен с выходом второго счетчика, а третий вход этого сумматора - с выходом регистра, второй вход которого подключен к входу установки первого триггера, к входу гашения четвертого счетчика и через одновибратор - к выходу второго триггера и управляющему входу первого ключа, входы гашения второго счетчика и регистра подключены к инверсному выходу первого триггера,-прямой выход которого соединен с управляющим входом второго ключа, входом гашения второго триггера и первым входом второй схемы совпадений, второй вход которой через нуль-орган соединен с выходом второго сумматора и через параболический преобразователь с первым входом сумматора с однополярным выходом, второй вход которого через преобразователь частота - код соединен с датчиком угла поворота валков и счетным входом третьего счетчика, выход которого подключен к первому входу второго сумматора, второй вход которого соединен с выходом четвертого счетчика, а третий вход - с выходом множителя, входы которого подключены к выходу первого сумматора и задатчи- ку длины периода гофров, выход сумматора с однополярным выходом через второй ключ соединен с входом Вперед блока управления приводом продольного хода летучего пресса, вход Назад которого, с одной стороны через последовательно соединенные первый ключ и регулятор исходного положения соединен с выходом датчи//Jf/7////////////////// /////////7/////// ////)
г . . 7
Изобретение относится к прокатному производству ,в частности, к производству гофрированных полос для обшивок панелей с утеплителем. Цель изобретения - повышение качества резки при уменьшении ее трудоемкости и снижение массы технологического оборудования. Линия дополняется летучим прессом с приводами продольного хода и штампа, датчиками исходного положения, верхнего и нижнего положений штампа пресса, двумя импульсными датчиками, путевым выключателем, датчиком угла поворота формующих валков, четырьмя счетчиками, регистром, пятью триггерами, тремя элементами И, тремя сумматорами, тремя ключами, одновибратором, элементами задержки, нуль-органом, множителем, параболическим преобразователем, регулятором исходного положения, двумя задатчиками, преобразователем частота-код и источником хода "Назад". Эти элементы связаны между собой таким образом, чтобы фиксировать ось исходного положения и моменты реза с максимально возможной точностью в непрерывных циклах по линиям реза, размещаемым в заданных межгофровых промежутках. 1 з.п. ф-лы, 2 ил.
, «9 ., 5Г
| Устройство управления мерным резом полос с периодически повторяющимися гофрами | 1976 |
|
SU602253A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
