Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления резиновых уплотнительных колец круглого сечения.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ для изготовления резиновых изделий, при котором изготавливают из сырой резины шнуровую заготовку, укладывают ее на загрузочную рамку, устанавливают последнюю в многогнезд ную пресс-форму, при закрытии пресс-формы формуют изделия и затем вулканизуют 1
При осуществлении известного способа щнуровую заготовку выполняют в виде щнура с круглым поперечным сечением, постоян ньш по всей длине заготовки, а при укладывании на загрузочную рамку располагают ее по прямым линиям в поперечном и продольном направлениях, чтобы над формующими полостями матрицы пресс-формы оказались места пересечений отрезков заготовки, образующие заданный массив резины, необходимый для качественного изготовления изделий. При этом, в силу необходимости укладывать заготовку по двум взаимно перпендикулярным направлениям, значительно снижается производительность процесса изготовления изделий и увеличивается расход резины.
Известно устройство для изготовления резиновых изделий, содержащее вулканизационный пресс, многогнездную прессформу, загрузочную рамку с пазами на одной паре боковых стенок для расположения концов шнуровой заготовки и направляющие, для перемещения и фиксации рамки в прессе I,
Целью изобретения является повыщение производительности процесса изготовления резиновых изделий и сохранения расходов резины.
Цель достигается тем, что согласно способу изготовления резиновых изделий, при котором изготавливают из сырой резины шнуровую заготовку, укладывают ее на загрузочную рамку, устанавливают последнюю в многогнездную пресс-форму, при закрытии пресс-формы формуют изделия и затем вулканизуют, заготовку выполняют состоящей из сферических участков, соединенных между собой нитевидными перемычками.
Цель достигается тем, что в устройстве для изготовления резиновых изделий, содержащее вулканизационный прес, многогнездную пресс-форму, загрузочную рамку с пазами на первой паре боковых стенок для расположения концов шнуровой заготовки и направляющие для перемещения и фиксации рамки в прессе, направляющие для перемещения и фиксации рамки установлены на пружинах над нижней плитой пресса, на верхней плите пресса смонтированы толкатели, взаимодействующие с направляющими при закрытии пресса, а загрузочная рамка снабжена струнами, закрепленными концами на второй паре бо5 ковых ее стенок, причем в матрице прессформы выполнены пазы для захода струн. На фиг. 1 схематично изображено устройство, исходное положение; на фиг. 2 - то же, рабочее положение; на фиг. 3 -
Q загрузочная рамка с заготовками, план.
Устройство для изготовления резиновых изделий содержит вулканизационный пресс с подвижной верхней 1 и неподвижной нижней 2 обогреваемыми плитами, многогнезд5 ную пресс-форму, пуансон 3 которой закреплен на верхней плите 1, а матрица 4 - на нижней плите 2, и загрузочную рамку 5. На первой паре боковых стенок рамки 5 имеются пазы а для расположения концов щнуровых заготовок, а на второй паре рамки 5 закреплены концами струны 6. В устройстве имеются направляющие 7 для перемещения и фиксации рамки 5 в прессе, которые установлены на пружинах 8 над нижней плитой 2 пресса. На верхней плите 1
5 пресса смонтированы толкатели 9, взаимодействующие с направляющими 7 при закрытии пресса. В матрице пресс-формы выполнены пазы в для захода струи 6.
Устройство, реализующее предлагаемый способ, работает следующим образом.
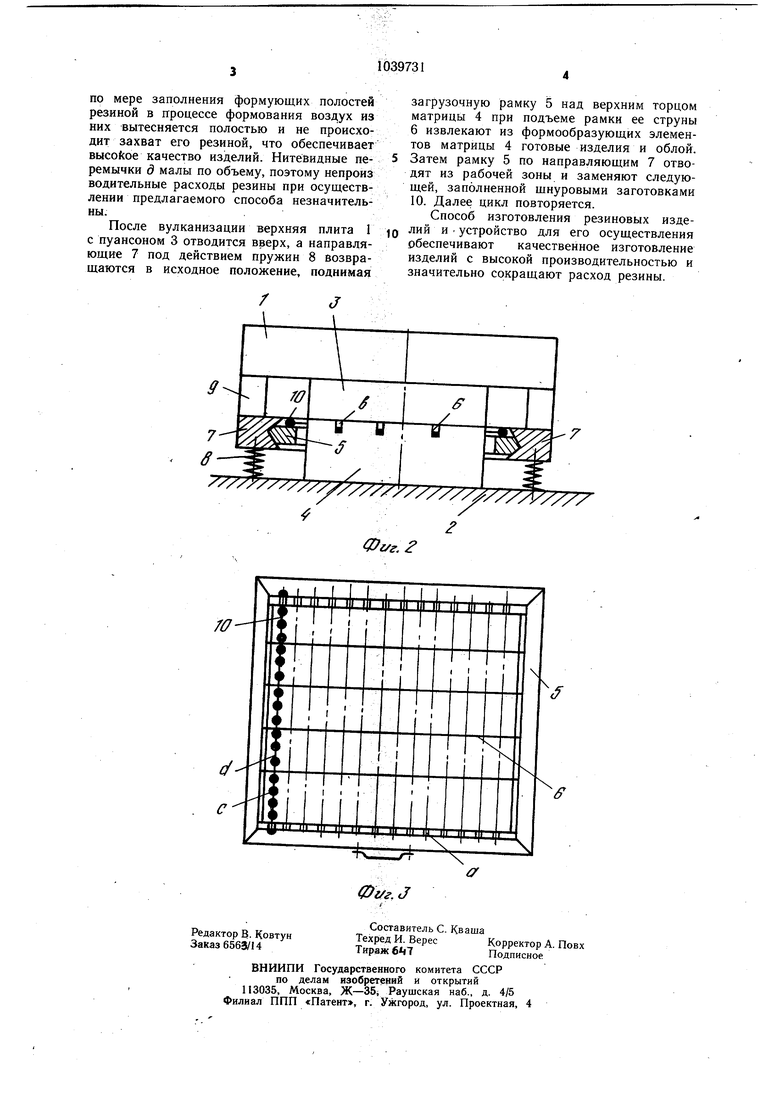
0 Из сырой резины изготавливают щнуровые заготовки 10, состоящие из сферических участков с, соединенных между собой нитевидными перемычками д. Сферические участки с заготовок соответствуют по объему требуемому количеству резины,
5 необходимому для качественного изготовления изделий, поэтому заготовки укладывают на струны 6 рамки 5, располагая их только в одном направлении - поперек струи (см. фиг. 3), что значительно повыщаQ ет производительность.
Затем загрузочную рамку вставляют в направляющие 7, которые под действием пружин 8 находятся выше уровня верхнего торца матрицы 4 пресс-формы на величину h (см. фиг. 1). После этого опускают верхнюю плиту 1 пресса вместе с пуансоном 3 пресс-формы до взаимодействия толкателей 9 с направляющими 7. С этого момента последние начинают также опускаться вместе с пуансоном 3, сжимая пружины 8 на величину h , до полного закрытия пресс формы (см. фиг. 2). Струны 6 при этом заходят в пазы в и располагаются заподлицо с верхним торцом матрицы 4. Осуществляется формование изделий и вулканизация их. Поскольку над формообразующими элементами матрицы 4 расположены сферические участки с заготовки 10, то при формовании изделий контакт формообразующих элементов пуансона 3 с заготовками происходит сначала в точке. Вследствие чего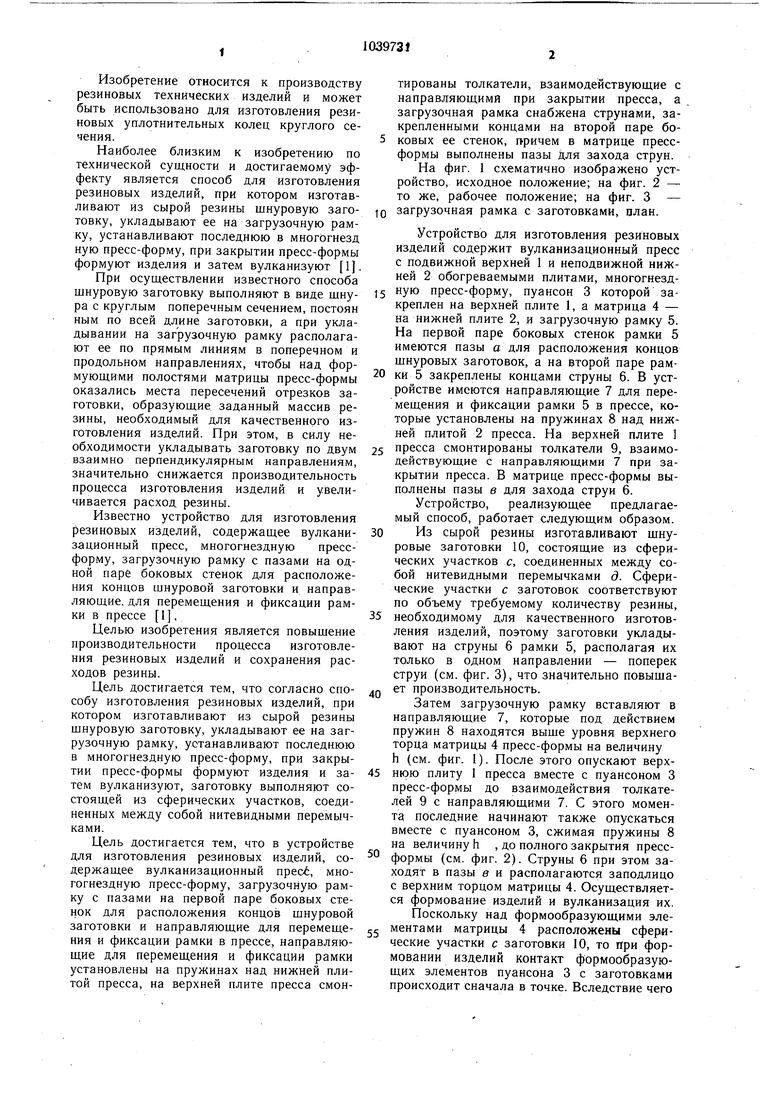
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых изделий | 1981 |
|
SU1016196A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2019 |
|
RU2740555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ РЕЗИНОТКАНЕВЫХ МЕМБРАН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037423C1 |
| ПРЕССФОРМА К ЛИТЬЕВЫМ ВУЛКАНИЗАЦИОННЫМПРЕССАМ | 1968 |
|
SU209709A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |
| Пресс-форма с обогревом для изготовления изделий из микропористой резины | 1957 |
|
SU118609A2 |
| Автоматический вулканизационный пресс роторного типа | 1960 |
|
SU140568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2083372C1 |
| УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1939 |
|
SU56417A1 |
1. Способ изготовления резиновых изделий, при котором изготавливают из сыгрой резины шнуровую заготовку, укладывают ее на загрузочную рамку, устанавливают последнюю в многозвездную прессформу, при закрытии пресс-формы формуют изделия и затем вулканизуют, отличающийся тем, что, с целью повышения производиff 2 тельности изготовления резиновых изделий и сокращения расходов резины, заготовку выполняют из сферических участков, соединенных между собой нитевидными перемычками. 2. Устройство для изготовления резиновых изделий, содержашее вулканизацион ный пресс, многогнездную пресс-форму, загрузочную рамку с пазами на первой паре боковых стенок для расположения концов шнуровой заготовки и направляюш.ие для перемеш.ения и фиксации рамки в прессе, отличающееся тем, что направляюш.ие для перемещения и фиксации рамки установлены на пружинах над нижней плитой пресса, на верхней плите пресса смонтированы толкатели, взаимодействующие с направляющими при закрытии пресса, а загрузоч§ ная рамка снабжена струнами, закрепленными концами на второй паре боковых ее (Л стенок, причем в матрице пресс-формы выполнены пазы для захода струн. с / 00 ;о со Фс/г. /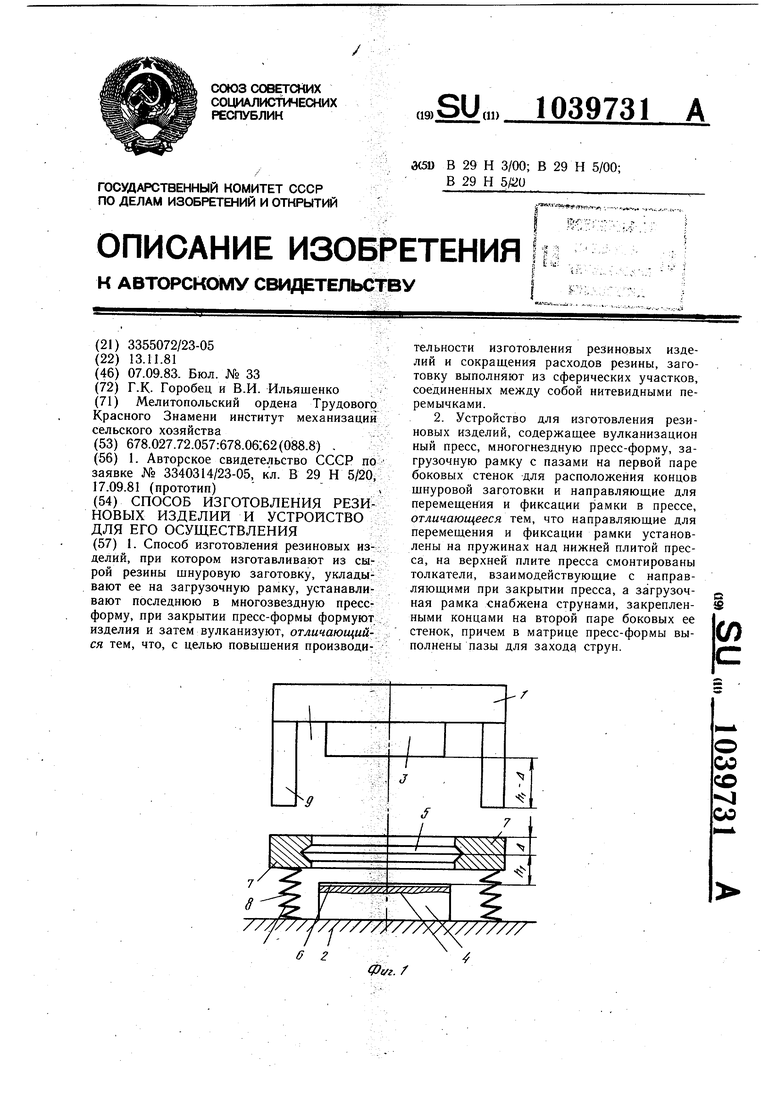
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3340314/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
