Наличие двух рабочих валков малого диаметра в прокатных станах типа Стекеля, оси которых смещены в сторону от вертикальной плоскости, проходящей через оси опорных валков, не дают возможности вести реверсивную прокатку ленты. В этом случае для каждого пропуска необходимо снимать ленту с тянущего барабана и надевать на подающий барабан. Кроме того необходимо перед каждым пропуском заправлять ленту в валки и тянущий барабан, что связано с частичной настройкой стана. Все это сильно увеличивает интервал времени между пропусками и значительно снижает производительность стана.
В предлагаемом прокатном стане типа Стекеля, с целью сделать возможной реверсивную прокатку, вместо двух рабочих валков, в наружных кольцах подшипников опорных валков попарно установлены четыре рабочих валка. Для фиксирования рабочих положений валков на наружных кольцах подшипников опорных валков установлены переставные упоры.
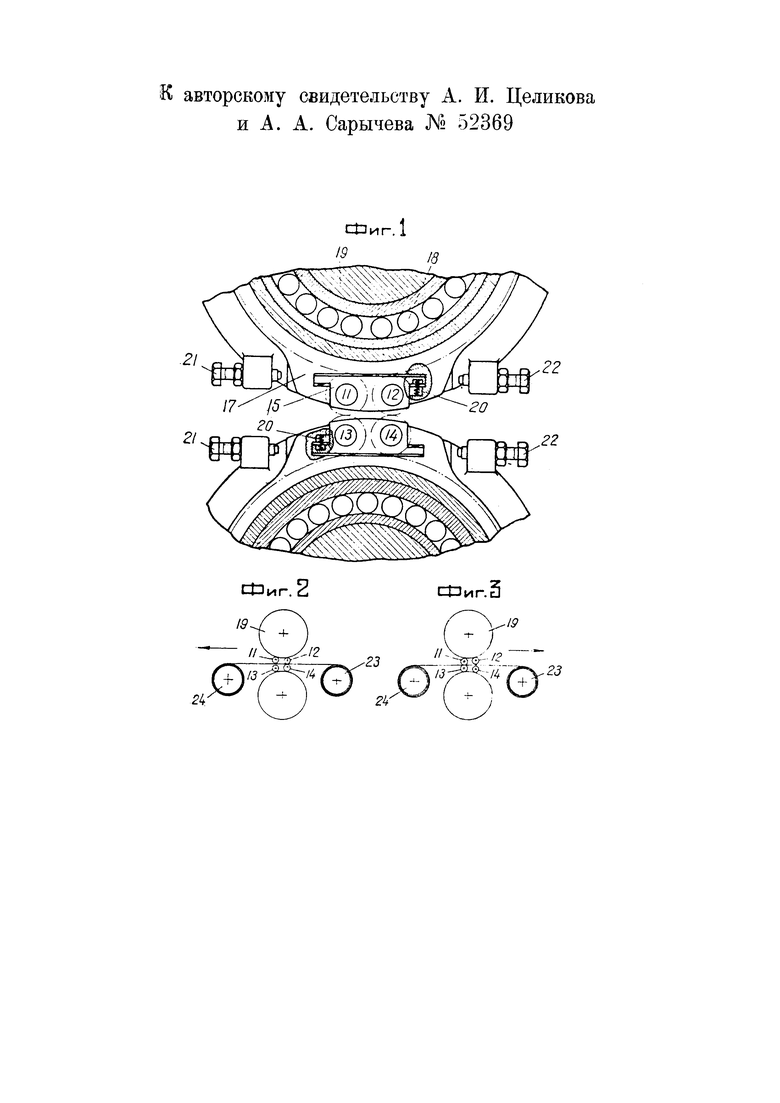
На чертеже фиг. 1 изображает поперечный разрез валков прокатного стана типа Стекеля, фиг. 2 и 3 - схемы расположения рабочих валков во время работы стана.
Шейки верхних рабочих валков 11 и 12 (фиг. 1) находятся в одном вкладыше 15, который расположен в приливах наружного кольца 17, установленного подвижно на корпусе роликового подшипника 18 верхнего опорного валка 19.
Установка нижних рабочих валков 13 и 14 аналогична верхним. Центры колец совпадают с центрами опорных валков.
Для того, чтобы рабочие валки находились в фрикционном сцеплении с опорными валками, установлены пружины 20 на заплечиках вкладышей. Это пружины, опираясь на приливы кольца, прижимают рабочие валки к опорным.
Когда прокатка идет в направлении, указанном на фиг. 2, то для фиксации определенного рабочего положения валков 12 и 14 служат переставные упоры 21 (фиг. 1).
Точно так же, при реверсе (фиг. 3), для фиксации в рабочем положении валков 11 и 13 установлены упоры 22 (фиг. 1).
При такой системе рабочий процесс должен итти следующим образом. Бунт ленты (заготовка) надевается на барабан 23 (фиг. 2). Верхний конец ленты бунта пропускается между парами валков 11, 12 и 13, 14 и закрепляется на барабане 24, после чего верхний опорный валок 19 опускается при помощи нажимного устройства на величину, которая требуется для данного обжатия.
После этого запускается двигатель барабана 24, вследствие чего лента начинает наматываться. В первый момент все четыре валка будут увлекаться лентой в сторону ее движения до тех пор, пока приливы колец, упираясь в болты упоров 21, не ограничат это движение. В это время валки 12 и 14 станут в рабочее положение, а валки 11 и 13, опираясь на опорные валки, будут вращаться, не касаясь ленты. Валки 12 и 14, подходя к рабочему положению как бы заклиниваются между лентой и опорными валками, увлекаясь лентой в сторону ее движения.
При реверсе валки 12 и 14 будут движением ленты увлекаться в обратном направлении, а так как шейки валков 12 и 14 связаны через вкладыши с шейками валков 11 и 13, то последние будут входить в зацепление с лентой и дальнейшее их движение не будет ничем отличаться от начального движения валков 12 и 14 при первом запуске и т.д.
Таким образом рабочие валки парами 12, 14 и 11, 13 поочередно при каждом реверсе вступают в работу.
Из описания рабочего процесса видно, что все вышеуказанные недостатки существующих станов здесь не имеют места.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2442671C2 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| СПОСОБ ПРОКАТКИ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ИЗДЕЛИЙ И ПРОКАТНАЯ ЛИНИЯ | 2011 |
|
RU2531015C2 |
| РЕВЕРСИВНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА С ВВОДНОЙ И ВЫВОДНОЙ НАПРАВЛЯЮЩИМИ | 2010 |
|
RU2486020C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| Подшипниковая опора жидкостного трения валка прокатного стана | 1990 |
|
SU1784312A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Подшипник жидкостного трения для валков прокатных станов | 1981 |
|
SU1026863A1 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| ПЕЧНАЯ МОТАЛКА С ЛЕНТОМОТАЛЬНЫМ УСТРОЙСТВОМ | 2006 |
|
RU2403113C2 |
1. Прокатный стан типа Стекеля, отличающийся тем, что вместо двух рабочих валков применены четыре 11, 12, 13, 14, попарно установленные в наружных кольцах подшипников опорных валков с целью сделать возможной реверсивную прокатку.
2. В стане по п. 1 применение переставных упоров для наружных колец подшипников опорных валков.
