Изобретение относится к реверсивной клети прокатного стана, в частности реверсивной клети прокатного стана Стекеля, которая содержит по меньшей мере один верхний и один нижний опорные валки и сопряженные с ними соответствующие верхний и нижний рабочие валки с сопряженными с ними направляющими на входной стороне клети и на выходной стороне клети.
При прокатке слябов в черновых клетях слябы толщиной примерно 250 мм прокатывают в реверсивном режиме в черновую полосу толщиной примерно 40 мм. Такие реверсивные клети прокатного стана имеют проходящие вертикально верхние вводные и выводные направляющие, которые расположены в соответствующей клети. Во время прокатки эти расположенные на входной стороне клети верхние вводные направляющие и расположенные на выходной стороне клети верхние выводные направляющие прочно охватывают прокатные балки, встроенные между верхними подушками рабочих валков реверсивной прокатной клети. Для выполнения смены валков верхние вводная и выводная направляющие смещают в вертикальном направлении и высвобождают верхние подушки рабочих валков. Прокатные балки монтируют в прокатном цехе в соответствии с фактическим диаметром рабочих валков с заданным расстоянием до поверхности валков. В нижние подушки рабочих валков также встроены прокатные балки. Однако они не находятся в контакте с нижними направляющими, при этом как вверху, так и внизу в такой реверсивной клети прокатного стана нет контакта между прокатными балками и рабочими валками. Это и не требуется, поскольку на основании довольно большой минимальной толщины черновой полосы примерно 40 мм нет опасности попадания проката в щель между рабочими валками и прокатными балками.
Затем в чистовых клетях черновые полосы толщиной примерно 40 мм прокатывают в конечную полосу толщиной до примерно 1 мм. Это происходит либо на многоклетьевой чистовой линии с последовательным расположением, либо в одной или двух клетях прокатного стана типа стана Стекеля. В реверсивных клетях прокатного стана Стекеля черновую полосу прокатывают в реверсивном режиме в несколько проходов в готовое изделие с толщиной конечной полосы до примерно 1 мм. В таких чистовых клетях обычно расположенные на верхних вводной и выводной направляющих верхние скребки, а также сопряженные с рабочими валками нижние скребки, которые также предусмотрены как на стороне входа клети, так и на стороне выхода клети, имеют постоянный контакт с соответствующим верхним или нижним рабочим валком. Это необходимо для экранирования поверхности полосы от охлаждающей валки воды, а также для удаления с рабочих валков возможно прилипающего к ним прокатываемого материала. Эти верхние и нижние скребки при смене рабочих валков необходимо удалять от соответствующего сопряженного с ним рабочего валка настолько, чтобы обеспечивалась возможность смены рабочих валков.
На основании упомянутых выше различий в способе работы и выполнения черновых клетей и чистовых клетей необходимо в зависимости от цели применения использовать различные типы клетей или же различно выполненные типы клетей, что для промышленного предприятия связано с необходимостью требующего больших затрат хранения соответствующих запасов. Поэтому существует потребность в достижении в этом отношении упрощения.
В DE 1031251 В раскрыта прокатная клеть с расположенным на рычагах и сопряженным с рабочим валком скребком, который установлен с возможностью регулирования с помощью соединенного с верхней зоной прокатной клети первого исполнительного элемента относительно рабочего валка и с возможностью отведения с помощью второго исполнительного элемента из зоны валка. Кроме того, из JP 58081509 А известна прокатная клеть, в которой расположенный в прокатной клети скребок установлен с возможностью поворота с помощью первого исполнительного элемента, закрепленного на расположенной в прокатной клети раме. В DE 10210576 А1 раскрыт скребок, расположенный между двумя группами валков многорядного прокатного стана, поворачиваемый с помощью первого исполнительного элемента в соответствующей прокатной клети. Кроме того, из DE 19581737 Т1 известна реверсивная клеть прокатного стана Стекеля со скребком, расположенным с возможностью поворота в прокатной клети с помощью исполнительного элемента.
В основу изобретения положена задача создания решения, которое позволяет использовать реверсивную прокатную клеть как в качестве черновой клети, так и в качестве чистовой клети.
Эта задача решена согласно изобретению с помощью реверсивной прокатной клети с признаками пункта 1 формулы изобретения. Предпочтительные модификации и целесообразные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
С помощью изобретения создана реверсивная прокатная клеть, которая выполняет требования как к эксплуатации в режиме черновой клети, так и к эксплуатации в режиме чистовой клети. В реверсивной прокатной клети согласно изобретению можно прижимать как верхние и нижние скребки к соответствующему сопряженному рабочему валку, так и поворачивать верхние и нижние направляющие для смены валков. В частности, ими можно снабжать реверсивные клети прокатного стана Стекеля так, что в них можно прокатывать в режиме черновой клети и в режиме чистовой клети слябы с толщиной примерно 250 мм в реверсивном режиме в готовое изделие с толщиной конечной полосы примерно 1 мм.
Согласно первому примеру выполнения верхняя направляющая с исполнительным элементом соединена через сцепление с верхней балансировкой опорных валков и тем самым ее направляют с возможностью сдвига и вытягивания из нижней вертикальной направляющей. Таким образом, с помощью простого механизма можно выдвигать верхние направляющие из рабочей зоны рабочих валков и тем самым обеспечивать доступ к верхним подушкам рабочих валков.
Предпочтительно в качестве сцеплений используются при этом зажимные головки, шаровые головки и карданные шарниры или просто передвигаемые винтовые соединения.
В другом варианте выполнения изобретения предусмотрено, что третий исполнительный элемент, установленный для перестановки верхней направляющей, соединяет ее с клетью или закреплен на балансировке опорных валков. Таким образом, в зависимости от имеющегося в распоряжении конструктивного пространства выбирается оптимальное закрепление верхних направляющих, которые, в частности, в ходе возможных работ по техническому обслуживанию и ремонту легко доступны и обеспечивают простой монтаж или соответственно демонтаж.
В другом варианте выполнения изобретения предусмотрено, что верхний скребок расположен напротив верхнего рабочего валка и этот скребок выполнен с возможностью установки или прижимания с помощью второго исполнительного элемента относительно рабочего валка. С помощью установленного второго исполнительного элемента обеспечивается, что скребок по всей длине всегда равномерно прилегает к верхнему рабочему валку. Износ на остриях скребка предпочтительно компенсируется за счет непрерывного прижимания скребка к рабочему валку второго исполнительного элемента.
В другом варианте выполнения изобретения предусмотрено, что нижний скребок с четвертым исполнительным элементом расположен так, что скребок с помощью исполнительного элемента прижимается к рабочему валку или же отодвигается от рабочего валка и тем самым может отводиться в сторону из зоны монтажа или соответственно демонтажа рабочих валков. Таким образом, обеспечивается свободный доступ к конструктивному пространству для рабочих валков, без необходимости выполнения крупных монтажных работ на установленных скребках. Оба скребка находятся теперь вне наружных контуров подушек рабочих валков и обеспечивают свободный доступ к ним для замены рабочих валков.
В особом варианте выполнения изобретения расположение скребков может быть предусмотрено так, что можно отводить скребки вверх и/или вниз. Тем самым возможно гибкое согласование с имеющимся в распоряжении пространством.
Кроме того, преимуществом указанного выше выполнения изобретения является то, что верхний и нижний скребки установлены на карданной подвеске. За счет такой установки возможен поворот в любом направлении.
Так, в другом варианте выполнения изобретения обеспечивается возможность отведения верхнего и нижнего скребков из рабочей зоны подушек рабочих валков.
В другом варианте выполнения изобретения предусмотрено, что исполнительные элементы выполнены в качестве подъемных цилиндров в виде гидравлического цилиндра или пневматического цилиндра или в виде приводного шпинделя. Тем самым обеспечивается, в соответствии с имеющимися на месте подключениями, такими как, гидравлические подключения, пневматические подключения или электрические подключения или комбинации из всех трех подключений в соответствии с представленными конструктивными условиями, возможность выбора оптимального исполнительного элемента, который как можно меньше загромождает конструктивное пространство и обеспечивает оптимальный механизм перемещения.
В другом варианте выполнения изобретения предусмотрено, что верхняя направляющая расположена в реверсивной прокатной клети с возможностью поворота на соединительных элементах, с которыми находится в зацеплении один конец подъемного цилиндра с зажимной головкой и второй конец второго пневматического цилиндра. В зависимости от конструкции подключений соединительного элемента, например системы различных отверстий, возможна установка подъемных цилиндров под соответствующим углом друг к другу, и тем самым обеспечивается возможность согласования с имеющимся в распоряжении пространством.
Ниже приводится в качестве примера более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - разрез участка зоны реверсивной клети прокатного стана Стекеля, при этом на левой стороне фигуры показан режим прокатки, а на правой стороне фигуры - положение при замене рабочих валков;
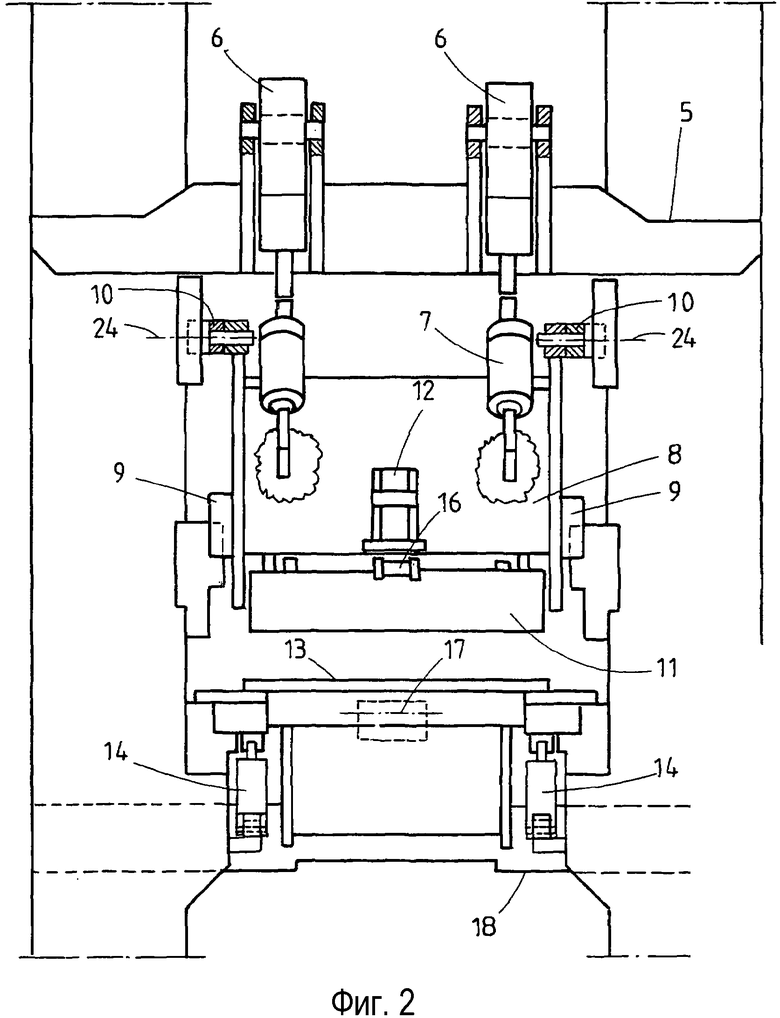
фиг. 2 - часть реверсивной прокатной клети Стекеля в направлении прокатки; и
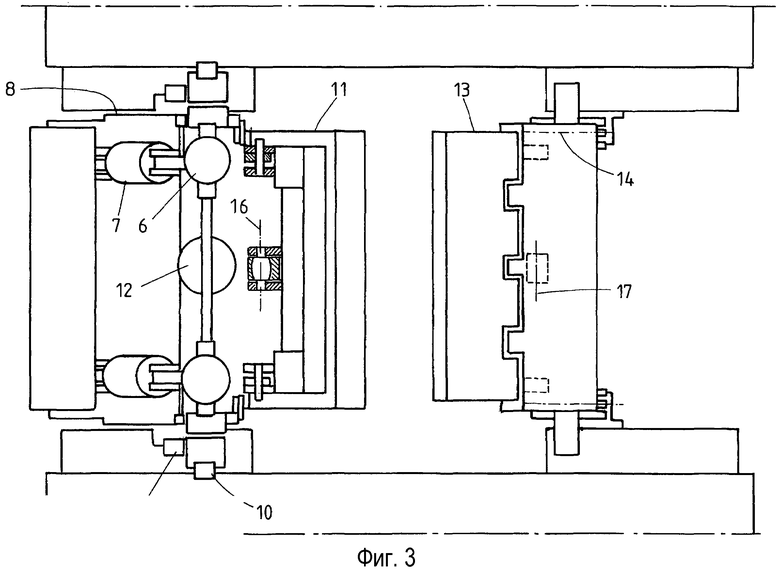
фиг. 3 - верхняя направляющая в левой части изображения и нижняя направляющая в правой части изображения, обе в рабочем положении во время прокатки, на виде сверху.
Как показано на левой части изображения фиг. 1, в режиме прокатки как верхний рабочий валок и верхний опорный валок 2, так и нижний рабочий валок 3 и нижний опорный валок 4 контактируют друг с другом. В этом положении прокатки, показанном в левой части изображения, верхний скребок 11 прилегает к сопряженному верхнему рабочему валку 1, а нижний скребок 13 - к сопряженному нижнему рабочему валку 3. Верхние скребки 11 удерживаются в соответствующей верхней направляющей 8, которая через первый исполнительный элемент 6, например подъемный цилиндр с зажимной головкой, соединена с верхним противовесом 5 опорного валка. Верхняя направляющая 8 направляется в нижних вертикальных направляющих 9 и верхних вертикальных направляющих 10 в реверсивной прокатной клети Стекеля, обозначенной в целом позицией 20. Верхние скребки 11 интегрированы с возможностью поворота, в частности с помощью карданной подвески, в верхнюю направляющую 8 и шарнирно соединены с ней с возможностью поворота относительно нее. С помощью второго исполнительного элемента 12, например пневматического цилиндра, который расположен на верхней направляющей 8, обеспечивается возможность прижимания соответствующего верхнего скребка 11 к верхнему рабочему валку 1. Поворотная ось 16, вокруг которой может поворачиваться верхний скребок 11, расположена и ориентирована так, что острие верхнего скребка 11 по всей длине скребка 11 может приводиться в контакт с верхним рабочим валком 1. Износ, возникающий на этой продольной кромке верхнего скребка 11, компенсируется за счет непрерывно действующего согласования с помощью второго исполнительного элемента 12. Первый исполнительный элемент 6 с зажимной головкой, расположенный с возможностью поворота на верхнем противовесе 5 опорного валка, соединен с верхним концом верхней направляющей 8; и в показанном в левой части изображения на фиг. 1 положении режима прокатки зафиксирован так, что он образует жесткое соединение между верхним противовесом опорного валка и верхней направляющей 8. Все необходимые или возникающие изменения высоты зазора 15 между валками осуществляются в режиме прокатки с помощью зафиксированных верхних направляющих 8 через верхний противовес 5 опорного валка. Высоты подъема первых исполнительных элементов 6 устанавливаются регулируемыми по положению в соответствии с действительными диаметрами рабочих валков и опорных валков и фиксируются с помощью зажимной головки, выполненной объединенной с подъемным цилиндром 6.
Нижние скребки 13 также расположены с возможностью поворота вокруг осей или центров 17 поворота, предпочтительно на карданной подвеске, в зоне сопряженного нижнего рабочего валка 3 на реверсивной клети 20. Нижний скребок 13, предпочтительно расположенный перед прокатными балками, прижимается с помощью неизображенного четвертого исполнительного элемента 14 аналогичным образом для согласования с верхним скребком 11 к нижнему рабочему валку 3.
Как показано, в частности, на фиг. 2 и 3, с каждым нижним скребком 13 сопряжены два четвертых исполнительных элемента 14, которые расположены симметрично нижнему скребку 13 и опираются, с одной стороны, на нижний скребок 13 и, с другой стороны, на реверсивную клеть 20 или расположенные на ней элементы. Точно так же с каждой верхней направляющей 8 сопряжены два симметрично расположенных подъемных цилиндра 6 и на обеих сторонах каждой верхней направляющей 8 с нею сопряжена соответственно нижняя вертикальная направляющая 9 и верхняя вертикальная направляющая 10, которые взаимодействуют с соответствующими противоположными элементами, которые расположены на реверсивной клети 20.
На соединительном элементе 19, который закреплен на подъемном цилиндре 6, соответствующая верхняя направляющая 8 соединена с возможностью поворота вокруг оси 21 с третьим исполнительным элементом 7, также закрепленным на соединительном элементе 19 с возможностью поворота вокруг оси 22, при этом другой конец исполнительного элемента 7 закреплен с возможностью поворота вокруг оси 23 на расположенном на расстоянии от соединительного элемента 19 участке зоны соответствующей верхней направляющей 8. Таким образом, с каждой верхней направляющей 8 сопряжено соответствующее количеству первых исполнительных элементов 6 количество третьих исполнительных элементов 7. В показанном примере выполнения это два гидравлических цилиндра.
Для перемещения нижних скребков 13 и верхних скребков 11 в показанное в правой части изображения на фиг. 1 положение или позицию замены рабочих валков, которое обеспечивает возможность замены верхних и нижних рабочих валков 1, 3, верхние направляющие 8, расположенные на входной стороне клети и на выходной стороне клети, оттягиваются вверх с помощью соответствующего верхнего противовеса 5 опорных валков вместе с верхним опорным валком 2 настолько, что верхний рабочий валок 1 и верхний опорный валок 2 теряют контакт друг с другом, как показано в правой части изображения на фиг. 1. Затем отпускаются зажимные головки подъемных цилиндров 6, и верхние направляющие 8 поднимаются с помощью первых исполнительных элементов 6 настолько, что верхние направляющие 8 выходят из нижних вертикальных направляющих 9, так что их можно поворачивать вокруг осей 24, направляемых далее в верхней вертикальной направляющей 10. Это поворотное движение осуществляется с помощью третьих исполнительных элементов 7, которые для этого вдвигают поршневые штоки в поршни и сокращают свою длину, так что верхние направляющие 8, как показано в правой части изображения на фиг. 1, поворачиваются наружу и тем самым освобождают зону верхнего рабочего валка 1 для замены верхнего рабочего валка 1. Затем с помощью четвертых исполнительных элементов 14 нижние скребки 13 поворачиваются вверх в открытое положение, показанное в правой части изображения на фиг. 1. Как верхние скребки 11, так и нижние скребки 13 поворачиваются наружу в направлении от рабочих валков 1 и 2. После достижения нижними скребками своего положения замены рабочих валков нижний опорный валок опускается вниз настолько, чтобы нижний рабочий валок 3 опирался на рельсах 18 для выдвижения рабочих валков из реверсивной прокатной клети 20. При дальнейшем опускании вниз нижнего опорного валка 4 нижний рабочий валок 3 и нижний опорный валок 4 также теряют контакт друг с другом, так что можно заменять также нижний рабочий валок 3.
В положении замены рабочих валков, показанном в правой части изображения на фиг. 1, как верхние скребки 11, так и нижние скребки 13 находятся так далеко за пределами наружных контуров конструктивных элементов рабочих валков или подушек рабочих валков, что обеспечивается свободный доступ к ним для замены рабочих валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕЛЕНАПРАВЛЕННОГО ВОЗДЕЙСТВИЯ НА ГЕОМЕТРИЮ ПОЛОСОВОЙ ЗАГОТОВКИ В ЧЕРНОВОЙ КЛЕТИ | 2006 |
|
RU2368443C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| Способ горячей прокатки металлической полосы и устройство для его осуществления | 1975 |
|
SU1156586A3 |
| ОЧИЩАЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРОКАТНОЙ КЛЕТИ | 2017 |
|
RU2711703C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2441721C1 |
Изобретение предназначено для использования реверсивной клети (20) прокатного стана в качестве черновой или чистовой. Клеть (20) имеет верхний и нижний опорные валки (2, 4) и сопряженные с ними соответствующие верхний и нижний рабочие валки (1, 3). Быстрая и удобная замена валков обеспечивается за счет того, что на входной стороне клети и на выходной стороне клети расположена сопряженная с верхним рабочим валком (1) верхняя направляющая (8), соединенная через первый исполнительный элемент (6) с верхней зоной прокатной клети. С другой ориентацией расположен сопряженный с верхним рабочим валком (1), установленный с возможностью поворота верхний скребок (11), который вторым исполнительным элементом (12) может переставляться относительно верхнего рабочего валка (1). Верхняя направляющая (8) удерживается в нижней и верхней вертикальных направляющих (9, 10) с возможностью ее сдвига и вытягивания с помощью первого исполнительного элемента (6) из нижней вертикальной направляющей (9) и поворота с помощью третьего исполнительного элемента (7) наружу в направлении соответствующего верхнего рабочего валка (1). На входной и выходной сторонах клети расположен нижний скребок (13), который установлен с возможностью перестановки посредством поворота с помощью четвертого исполнительного элемента (14) относительно сопряженного нижнего рабочего валка (3). 10 з.п. ф-лы, 3 ил.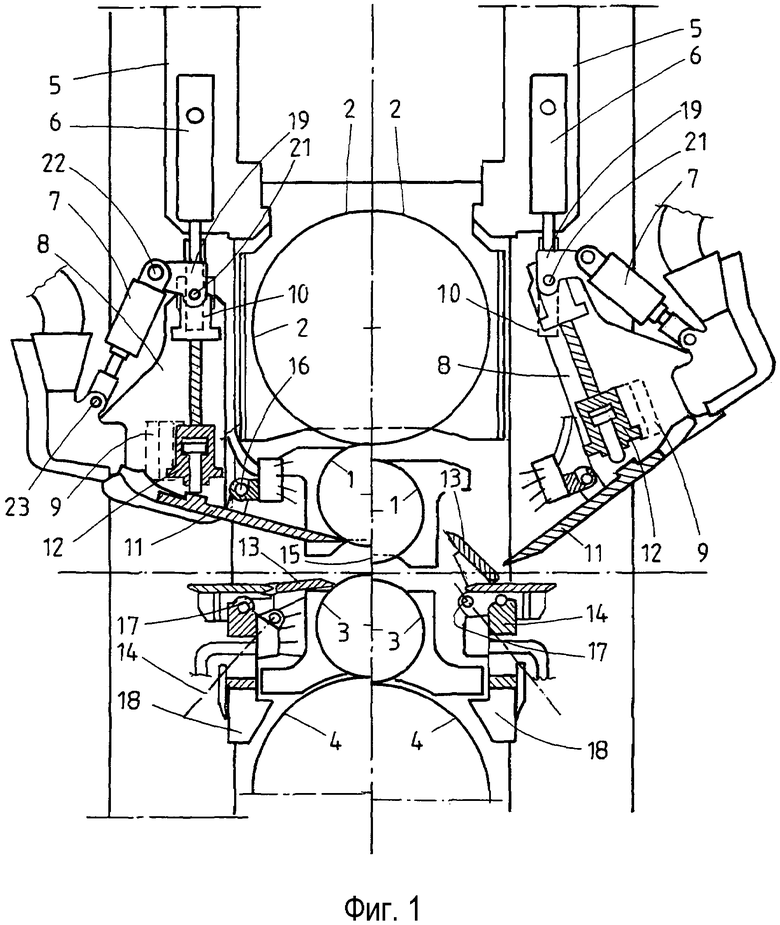
1. Реверсивная прокатная клеть (20), в частности, реверсивная клеть (20) прокатного стана Стекеля, содержащая по меньшей мере один верхний и один нижний опорные валки (2, 4) и сопряженный с ними соответствующий верхний и нижний рабочие валки (1, 3), которая имеет на стороне входа клети и на стороне выхода клети сопряженную с верхним рабочим валком (1) верхнюю направляющую (8), соединенную через первый исполнительный элемент (6) с верхней зоной прокатной клети, а в направлении, отличном от верхней направляющей (8), расположен верхний скребок (11), сопряженный с верхним рабочим валком (1) и установленный с возможностью поворота, который с помощью расположенного на верхней направляющей (8) второго исполнительного элемента (12) выполнен с возможностью перестановки относительно верхнего рабочего валка (1), верхняя направляющая (8) установлена в нижней и верхней вертикальных направляющих (9, 10) с возможностью сдвига так, чтобы обеспечить возможность с помощью первого исполнительного элемента (6) ее вытягивания из нижней вертикальной направляющей (9) и с помощью третьего исполнительного элемента (7) ее поворота наружу в направлении соответствующего верхнего рабочего валка (1), при этом клеть (20) имеет дополнительно на стороне входа клети и на стороне выхода клети соответствующий сопряженный с нижним рабочим валком (3) нижний скребок (13), который установлен с возможностью перестановки путем поворота с помощью четвертого исполнительного элемента (14) относительно сопряженного с ним нижнего рабочего валка (3).
2. Реверсивная прокатная клеть (20) по п.1, отличающаяся тем, что верхняя направляющая (8) с первым исполнительным элементом (6) соединена посредством сцепления с верхним противовесом (5) опорных валков и выполнена с возможностью вытягивания из нижней вертикальной направляющей (9).
3. Реверсивная прокатная клеть (20) по п.2, отличающаяся тем, что сцепление выполнено в виде зажимной головки, шаровой головки, карданного шарнира или простого механического соединения.
4. Реверсивная прокатная клеть (20) по п.1, отличающаяся тем, что третий исполнительный элемент расположен на клети или на противовесе (5) опорных валков и/или на верхней направляющей (8).
5. Реверсивная прокатная клеть (20) по п.1, отличающаяся тем, что верхний скребок (11) расположен напротив верхнего рабочего валка (1) и выполнен с возможностью установки или прижатия с помощью второго исполнительного элемента (12) относительно рабочего валка (12).
6. Реверсивная прокатная клеть (20) по п.1, отличающаяся тем, что нижний скребок (13) с четвертым исполнительным элементом (14) расположен с возможностью посредством исполнительного элемента (14) прижатия к рабочему валку (3) или отодвигания от рабочего валка и поворота из зоны монтажа или соответственно демонтажа рабочих валков (1).
7. Реверсивная прокатная клеть (20) по п.6, отличающаяся тем, что выполнена с возможностью поворота скребков вверх и/или вниз.
8. Реверсивная прокатная клеть (20) по пп.1-7, отличающаяся тем, что верхние и нижние скребки (11, 13) установлены на карданной подвеске.
9. Реверсивная прокатная клеть (20) по любому из пп.1-7, отличающаяся тем, что выполнена с возможностью отведения в сторону верхних и нижних скребков (11, 13) из зоны подушек рабочих валков.
10. Реверсивная прокатная клеть (20) по любому из пп.1-7, отличающаяся тем, что исполнительные элементы (6, 7, 12, 14) выполнены в виде подъемных цилиндров - гидравлического цилиндра или пневматического цилиндра, или в виде приводного шпинделя.
11. Реверсивная прокатная клеть (20) по любому из пп.1-7, отличающаяся тем, что верхняя направляющая (8) расположена с возможностью поворота на соединительных элементах (19), с которыми находится в зацеплении один конец подъемного цилиндра с зажимной головкой (6) и конец второго гидравлического цилиндра (7).
| DE 1031251 B, 04.06.1958 | |||
| Клеть периодической прокатки | 1984 |
|
SU1349816A1 |
| УСТРОЙСТВО для ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПЛИИНОГОПРОКАТА | 0 |
|
SU259806A1 |
| JP 58081509 A, 16.05.1983. | |||

