1
Изобретение относится к станкостроению и может быть применено для нарезки винтовой многозаходной поверхности, например, многозаходнь1Х резьб.
Известно устройство для нарезания многозаходной резьбы с приводом нарезного суппорта от ходового винта, кинематически связанного с рабочим шпинделем, содержащее кулачковую муфту, установленную с возможностью поворота на заданный угол, и состоящую из поводковой и делительной полумуфт, зубья которых выполнены со скосами 1.
Недостатком данного устройства является конструктивная сложность, обусловленная наличием дополнительной кинематической цепи - перебора.
Целью изобретения является упрощение конструкции.
Указанная цель достигается тем, что поводковая полумуфта, передающая крутящий момент, выполнена подвижной вдоль оси вала привода ходового винта, а делительная полумуфта свободно сидит на этом валу и снабжена равномерно расположенными по торцу полумуфты зубьями со скосами, причем между поводковой и делительной полумуфтами на валу установлен упор, с которым взаимодействует скос зуба делительной полумуфты.
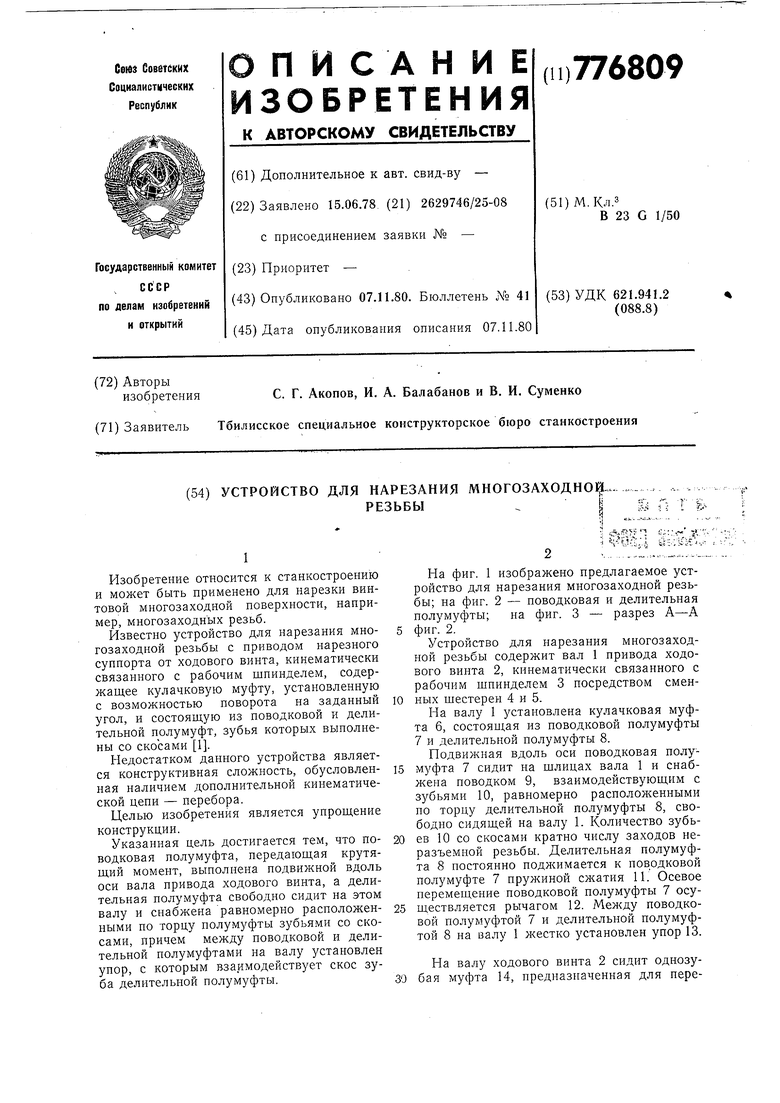
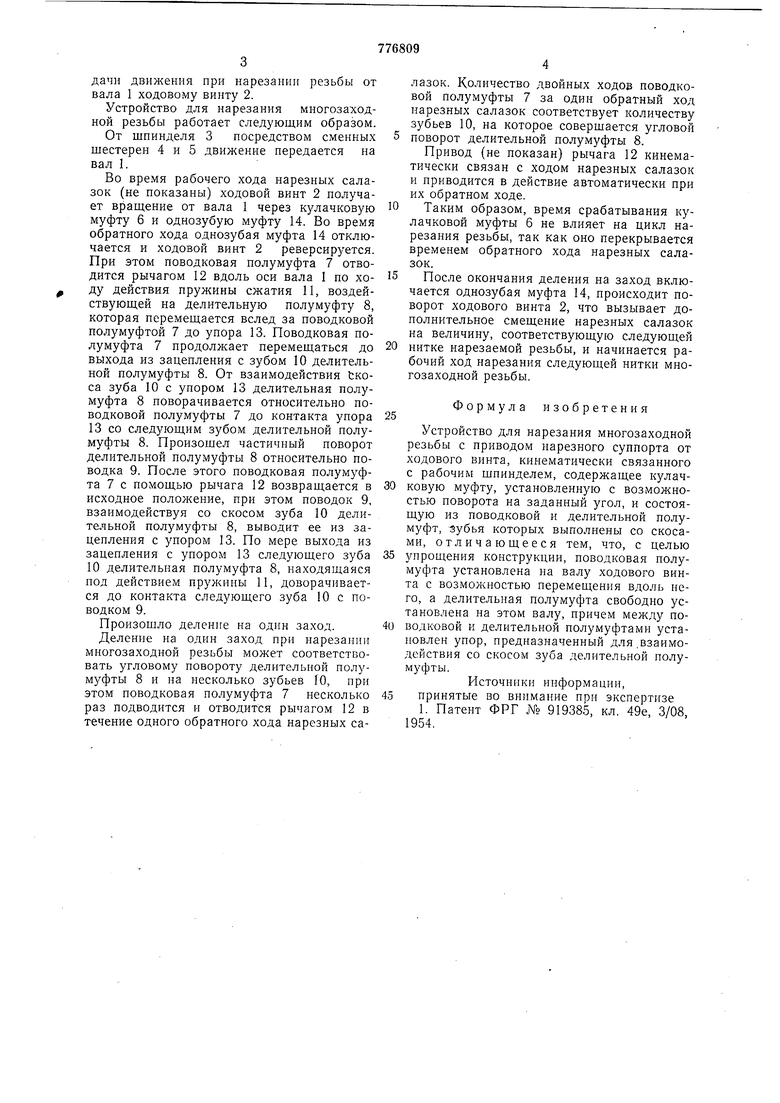
На фиг. 1 изображено предлагаемое устройство для нарезания многозаходной резьбы; на фиг. 2 - поводковая и делительная полумуфты; на фиг. 3 - разрез А-А 5 фиг. 2.
Устройство для нарезания многозаходной резьбы содержит вал 1 привода ходового винта 2, кинематически связанного с рабочим шпинделем 3 посредством сменных шестерен 4 и 5.
На валу 1 установлена к лачковая муфта 6, состояи1,ая из поводковой полумуфты 7 и делительной полумуфты 8.
Подвижная вдоль оси поводковая полу15 муфта 7 сидит на шлицах вала 1 и снабжена поводком 9, взаимодействующим с зубьями 10, равномерно расположенными по торцу делительной полумуфты 8, свободно сидящей на валу 1. Количество зубьев 10 со скосами кратно числу заходов неразъемной резьбы. Делительная полумуфта 8 постоянно подлсимается к поводковой полумуфте 7 пружиной сжатия 11. Осевое перемещение поводковой полумуфты 7 осу25 п ествляется рычагом 12. Между поводковой полумуфтой 7 и делительной полумуфтой 8 на валу 1 жестко установлен упор 13.
На валу ходового винта 2 сидит однозу30 бая муфта 14, предназначенная для передачн движения при нарезаиии резьбы от вала 1 ходовому винту 2.
Устройство для нарезания многозаходной резьбы работает следующим образом.
От шпинделя 3 посредством сменных шестерен 4 и 5 движение передается на вал 1.
Во время рабочего хода нарезных салазок (не показаны) ходовой винт 2 получает враш,ение от вала 1 через кулачковую муфту 6 и однозубую муфту 14. Во время обратного хода однозубая муфта 14 отключается и ходовой винт 2 реверсируется. При этом поводковая полумуфта 7 отводится рычагом 12 вдоль оси вала 1 по ходу действия пружины сжатия И, воздействующей на делительную полумуфту 8, которая перемещается вслед за поводковой полумуфтой 7 до упора 13. Поводковая полумуфта 7 продолжает перемещаться до выхода из зацепления с зубом 10 делительной полумуфты 8. От взаимодействия Ькоса зуба 10 с упором 13 делительная полумуфта 8 поворачивается относительно поводковой полумуфты 7 до контакта упора 13 со следующим зубом делительной полумуфты 8. Произошел частичный поворот делительной полумуфты 8 относительно поводка 9. После этого поводковая полумуфта 7 с помощью рычага 12 возвращается в исходное положение, при этом поводок 9, взаимодействуя со скосом зуба 10 делитevЧьнoй полумуфты 8, выводит ее из зацепления с упором 13. По мере выхода из зацепления с упором 13 следующего зуба 10 делительная полумуфта 8, находящаяся под действием пружины 11, доворачивается до контакта следующего зуба 10 с поводком 9.
Произошло деление на один заход.
Деление на один заход при нарезании многозаходной резьбы может соответствовать угловому повороту делительной полумзфты 8 и на несколько зубьев Ю, при этом поводковая полумуфта 7 несколько раз подводится и отводится рычагом 12 в течение одного обратного хода нарезных салазок. Количество двойных ходов поводковой полумуфты 7 за один обратный ход нарезных салазок соответствует количеству зубьев 10, на которое соверщается угловой поворот делительной полумуфты 8.
Привод (не показан) рычага 12 кинематически связан с ходом нарезных салазок и приводится в действие автоматически при их обратном ходе.
Таким образом, время срабатывания кулачковой муфты 6 не влияет на цикл нарезания резьбы, так как оно перекрывается временем обратного хода нарезных салазок.
После окончания деления на заход включается однозубая муфта 14, происходит поворот ходового винта 2, что вызывает дополнительное смещение нарезных салазок на величину, соответствующую следующей
нитке нарезаемой резьбы, и начинается рабочий ход нарезания следующей нитки многозаходной резьбы.
Формула изобретения
Устройство для нарезания многозаходной резьбы с приводом нарезного суппорта от ходового винта, кинематически связанного с рабочим шпинделем, содержащее кулачковую муфту, установленную с возможностью поворота на заданный угол, и состоящую из поводковой и делительной полумуфт. Зубья которых выполнены со скосами, отличающееся тем, что, с целью
зпрощения конструкции, поводковая полумуфта установлена на валу ходового винта с возможностью перемещения вдоль него, а делительная полумуфта свободно установлена на этом валу, причем между поводковой к делительной полумуфтами установлен упор, предназначенный для.взаимодействия со скосом зуба делительной полумуфты.
Источники информации,
принятые во внимание при экспертизе
1. Патент ФРГ № 919385, кл. 49е, 3/08, 1954.
г
Q . с