(54) АЛМАЗНО-РАСТОЧНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки соосных отверстий и станок для его осуществления | 1984 |
|
SU1206017A1 |
| Расточной станок | 1979 |
|
SU850323A1 |
| Алмазно-расточной станок | 1975 |
|
SU532486A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
| Алмазно-расточной станок | 1984 |
|
SU1177076A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
1
Изобретение относится к обработке металлов резанием и может быть использовано для финишной обработки отверстий деталей с малым межцентровым расстоянием например шатунов.
По основному авт. св. № 532486 известны алмазно-расточные станки для расточки отверстий с малым межцентровым расстоянием, с фиксированием по предварительно обработанным отверстиям, в которых на противоположных мостиках попарно расположены шпиндельные головки, а каждый из фиксаторов, размеш,енных на одном из мостиков, расположен рядом с соответствующей шпиндельной головкой и смешен относительно нее ha величину хода позиционирования 1.
Недостатком известной конструкции станка является невозможность окончательной обработки растачиваемых отверстий с высокой точностью, т.е. осуществление получистовой и чистовой обработки, так как последовательное размещение на борштанге для расточки малого отверстия шатуна двух резцов (получистового и чистового) приведет к увеличению длины борштанги и, следовательно, к снижению жесткости. Кроме того, при окончательной доводке обрабатываемого отверстия на других станках возникает погрешность базирования.
Целью изобретения является повышение производительности и точности обработки.
Указанная цель достигается тем, что станок снабжен, по меньшей мере, одной дополнительной шпиндельной головкой, расположенной на мостике противоположно фиксаторам и соосно первому из них.
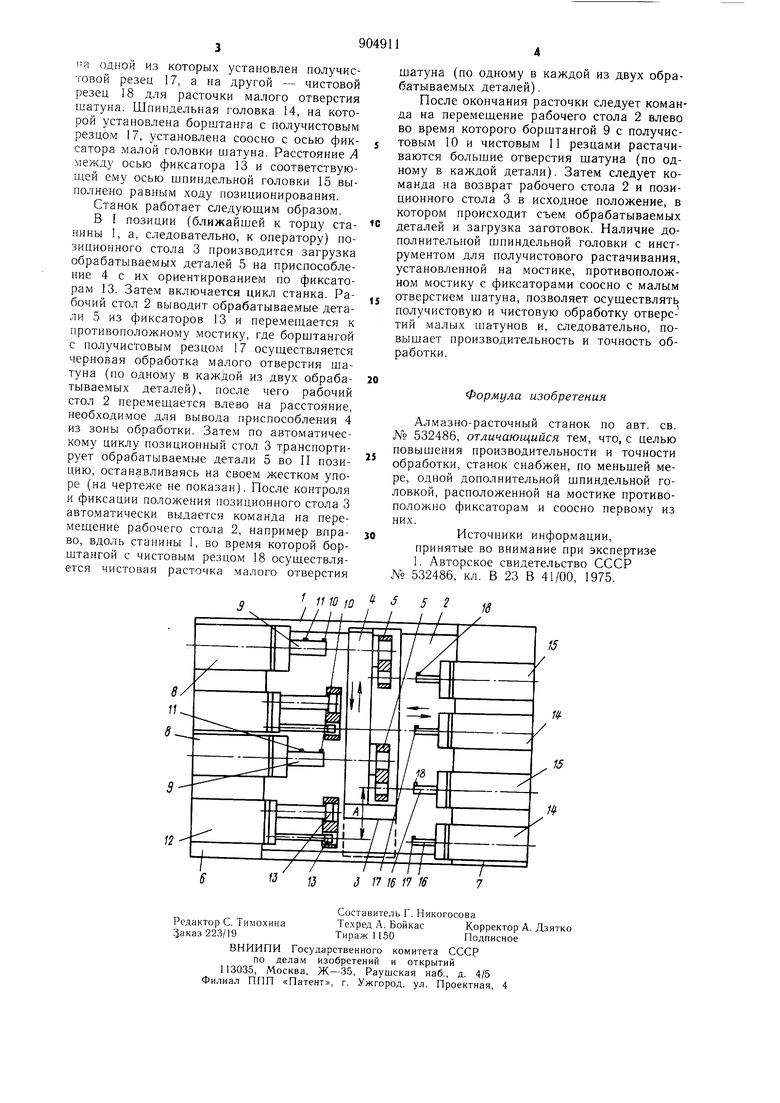
На чертеже схематически изображен предлагаемый станок, вид сверху.
Станок состоит из станины 1, по направляющим которой перемещается рабочий стол 2, несущий позиционный стол 3, на ко тором закреплено приспособление 4 с двумя обрабатываемыми деталями 5. По краям станины установлены мостики 6 и 7. На мостике 6 установлены шпиндельные головки 8, оснащенные расточными борштангами 9 с 20 получистовым 10 и чистовым 11 резцами для расточки большого отверстия шатуна, и кронштейны 12 фиксаторов 13. На мостике 7 установлены попарно шпиндельные головки 14 и 15 с расточными борщтангами 16,
