(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ШТУЧНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ
1
Изобретение относится к автоматическим линиям для обработки длинномерных изделий, например, приема, кантовки, обмазки и расстановкн с заданными технологическими зазорами электродных заготовок посЛе рольганга прошивного пресса.
Известные операции приема, кантовки, обмазки и расстановки с заданными технологическими зазорами электродов производятся раздельно 1J.
Известна поточная линия для обмазки н сушки электродов, содержащая последовательно расположенные на основании и связанные между собой конвейером механизм загрузки электрод;ов на линию, обмазочную ванну с устройством выгрузки электродов из ванны (2.
Недостатком этой поточной линии является то, что она не обеспечивает требуемое качество покрытий электродов, так как не исключено касание электродов между собой.
Цель изобретения - создание такой конструкции поточной линии, которая позволила бы повысить качество покрытий электродов благодаря исключению касания электродов между собой.
Указанная цель достигается тем, что линия оснащена кантователем заготовок, смонтированным на основании между механизмом для загрузки электродов н конвейером и выполненным в виде поворотного вала с ж|стко закрепленными на нем крестовинами н дисками с пальцами, в качестве конвейера прнменен штанговый шаговый транспортер со штангами, несущими храповые собачки, устройства окунания и выгрузки электродов из ванны выполнены в виде
to поворотных одноплечих рычагов, смонтированных в ванне, при этом длина рычаго|| загрузки превышает длину рычагов выгрузки, сами рычаги загрузки размещены в ванне с возможностью взаимодействия с рычагами выгрузки, а штанги шагового транспортера
5 оснащены держателями с собачками, взаимодействующими с пальцами дисков кантователя, н держателями, взаимодействующими с рычагами загрузки.
На фиг. 1 показан общий вид поточной
20 линии при виде сбоку; на фиг. 2 - вид
в плане фиг. I; на фиг. 3 - вид А на фиг. 2;
на фиг. 4 - разрез Б-Б на фиг. 3; ид
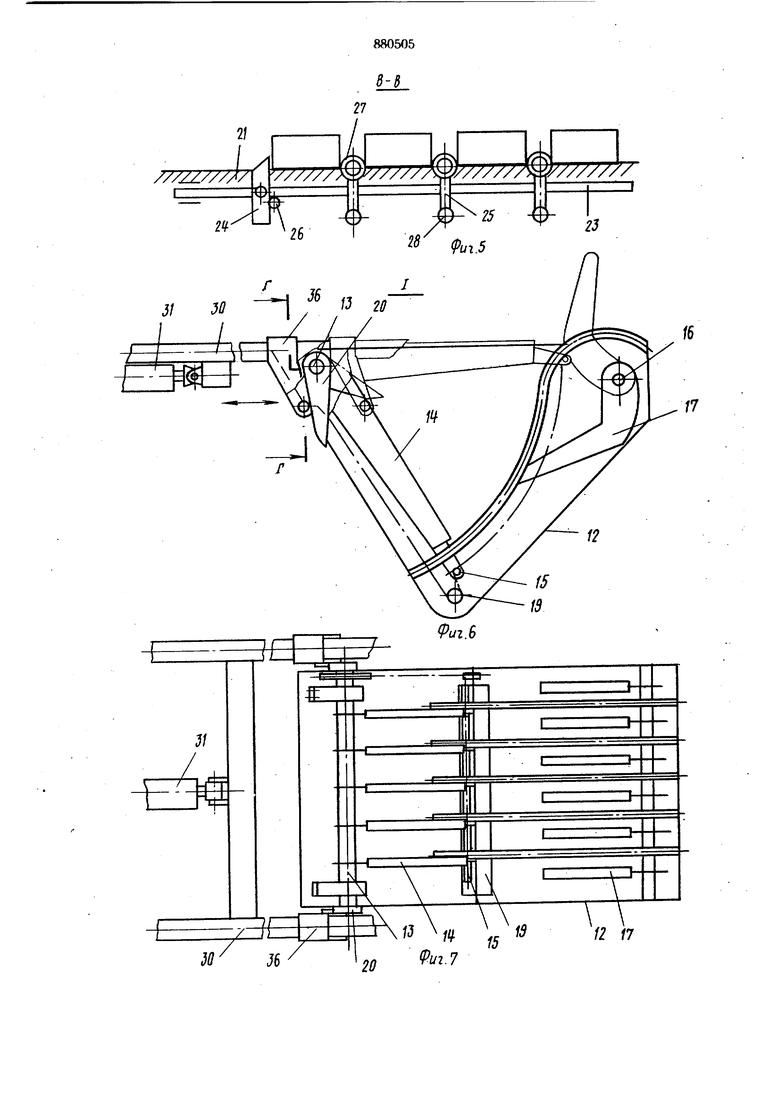
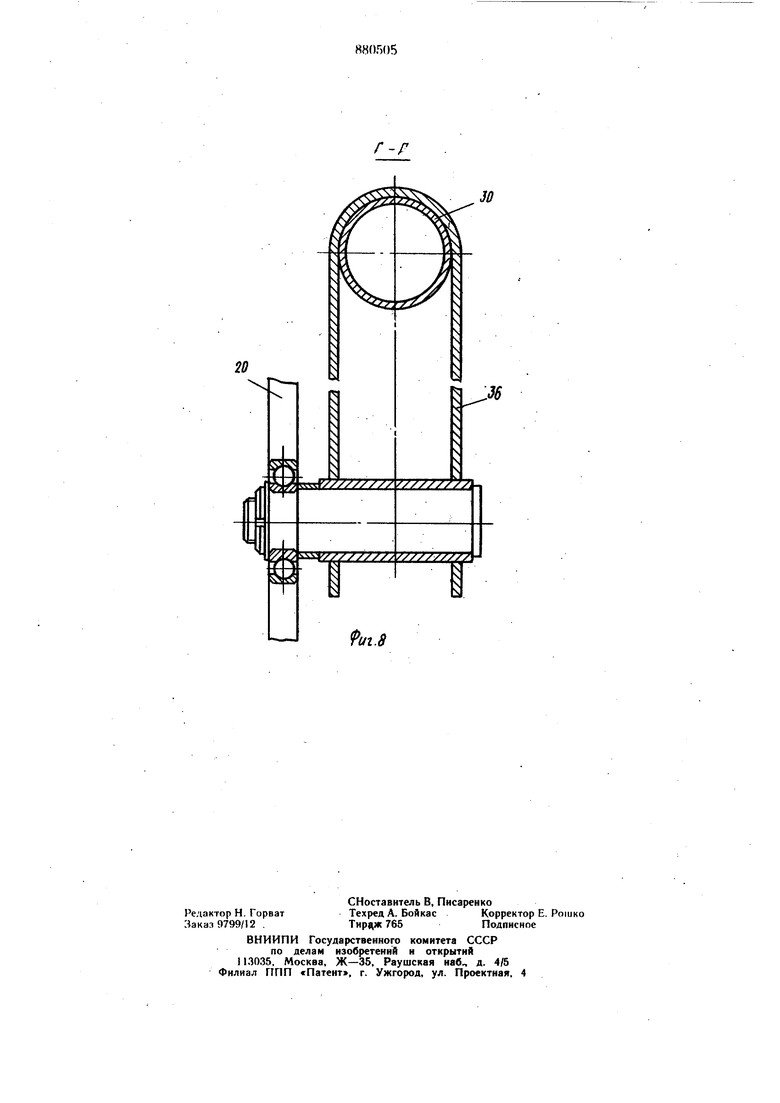
фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - узел I на фи 1; на фиг. 7 - вид сверху на фиг. 6; на (()иг. 8 - разрез Г-Г на фиг. 6. Поточршя линия еолержит загрузочное устрюйство, выполненное в виде наклонного склиза 1, закрепленного на опоре 2. Кантователь выполнен из набора крестовин 3, жестко посаженных на вал 4, закрепленный на стойках 5 основания 6. По концам вала 4 жестко закреплены диски 7, на которых установлены четыре нальца 8. Роликовый механизм поперечной подачи заготовок расположен за кантователем и состоит из ряда роликов 9, смонтированных с возможностью вращения на неподвижных направляющих 10 шлеппера. Участок конвейера состоит из неподвижных направляющих 10, вдоль которых совершают возвратно-поступательное движение упоры 11, выполненные поворотными и установленные на поперечных связях. Установка для обмазки заготовок выполнена в виде ванны 12, в которой смонтированы с одной стороны -- вал 13 с рычагом 14 и стержнем 15, с другой стороны вал 16 с рычагом выгрузки изделий 17 и направляющие 18 для продвижения заготовок. В ванне 12 установлена мешалка 19, связанная цепной передачей с валом 13. Полые направл яющие 18 имеют отверстия, через которые подают воздух для барботажа обмазочного состава. На концах вала 13 закреплены рычаги 20. Механизм комплектования заготовок представляет из себя штанговый транспортер, который состоит из неподвижного комплектовочного стола 21, по которому перемешаются заготовки, и подвижной каретки 22, совершающей возвратно-поступательные движения. Каретка 22 выполнена из продольных штанг 23, на которых с возможностью поворота на осях установлены основные толкатели 24 и распорки 25. Толкатели 24 имеют упор 26. Распорки 25 выполнены из жестко соединенных между собой поворотных роликов 27, диаметр которых равен технологическому зазору, и груза 28, уДерживающего ролик 27 в вертикальном положении. Вдоль поточной линии на стойках 29 основания 6 с возможностью перемещения закреплены штанги 30, совершающие возвратно-поступательное движение от силового гидроцилиндра 31. На штангах 30 смонтированы узлы воздействия на кантователь, упоры 11, установку для обмазки заготовок и штанговый конвейер. Узел воздействия на кантователь выполнен из жестко закрепленных на штангах 30 держателей 32, на которых на оси 33 установлена собачка 34. Собачка 34 взаимодействует с пальцами 8 диска 7. На держателях 32 закреплена ось 35 ограничив.ающая перемещение собачки 34. Jt l/CIIirnrii-JCjn.l-HSJ/lllVJ...Vr-J- - ..«В. Штанги 30 соедимрйы частыми поперечными связями, на которых установлены упоры 11 конвейера. Узел воздействия на установку для обмазки заготовок выполнен из жестко закрепленных на штангах 30 кронштейнов 36, взаимодействующих с рычагами 20, закрепленными на валу 13. Каретка 22 штангового транспортера жестко связана со штангами 30. Поточная линия работает следующим образом. Охлажденная заготовка после рольганга прошивного пресса скатывается по наклонному склизу 1 на крестовины 3 кантователя. При движении продольных штанг 30 вправо вместе с ними от {одят вправо собачки 34 и оси 35, закрепленные на держателях 32. При обратном ходе щтанг 30 собачки 34 взаимодействуют с пальцами 8 и поворачивают диски 7 и крестовины 3 кантователя на 90° и принятая заготовка кантуется. Это обеспечивает доступ к нижней поверхности заготовки и возможность осмотра ее и добавочных обмеров. В случае браковки заготовки она удаляется по роликам 9 с конвейера. После кантовки заготовка попадает в зону действия первых упоров 11 конвейера. При следующем движении штанг 30 вправо упоры 11 перемещают заготовку на один шаг, а при обратном ходе штанг 30 упоры 11 поворачиваются вокруг осей и свободно проходят под заготовками. При движении штанг 30 вправо кронштейны 36 взаимодействуют с рычагами 20 и поднимают ры: чаг 14 обмазочной ванны 12 в горизонтальное положение, а упорами 11 заготовка подается на него. При обратном ходе штанг 30 рычаг 14 вместе с заготовкой опускается под действием веса заготовки и собственного веса в обмазочный состав. При следующем движении штанг 30 вправо рычаг 14 поднимается вверх, стержень 15 воздействует на поверхность рычага 17 и заготовка, переданная на рычаг 17 выгрузки, скользя по направляющим, поступает на штанговый шаговый транспортер в зону действия толкателя 24. При следующем движении штанги 30 толкатели 24 перемещают заготовку на один щаг в сторону действия распорок 25. В случае, если в зону действия толкатель 24 не попадает очередной заготовки, распорки 25 не получат силового воздействия через заготовки и, отклоняясь, совершат возвратно-поступательный -ход под неподвижными заготовками. Таким образом, на комплектовочном столе 21 всегда набирается необходимое число заготовок, технологические зазоры между которыми обеспечиваются распорки 25. Непосредственно с комплектовочного стола 21 штангового шагового транспортера заготовки берутся групповыми захватами и укладываются на стеллажи для дальнейшей подсушки или транспорти.-1 .--. - J руются в обжиговые печи. Предлагаемая конструкция поточной линии позволяет объединить ai регаты для обработки электродных заготовок в необходимой технологической последовательности и осуществить их работу от общего привода, что обеспечивает улучщение качества покрытий, сокращение производственных площадей, упрощение конструкций, а также. повыщение производительности труда н уменьщение численности работающих.
Формула изобретения
Поточная линия для обработки штучных длинномерных изделий, содержащая последовательно расположенные на основании и связанные между собой конвейером механизм загрузки электродов на линию, обмазочную ванну с устройством окунания и устройством выгрузки электродов из ванны, отличающаяся тем, что, с целью улучшения качества покрытия путем исключения касания электродов между собой, линия оснащена кантователем заготовок, смонтированным на основании между механизмом для загрузки электродов и конвейером и выполненным в виде поворотного вала с жестко закрепленными на нем крестовинами н дтс камн с пальцами, в качестве конвейера применен штанговый шаговый транспортер со штангами, несущими храповые собачки, устройства окунания и выгрузки электродов из ванны выполнены в виде поворотных одноплечих рычагов, смонтированных в ванне, прн этом длина рычагов загрузки превый1ает длину рычагов выгрузки, сами рычаги разгрузки размещены в ванне с возможностью взаимодействия с рычагамн выгрузки, а штанги шагового транспортера оснащены, держателями с собачками, взаимодействующими с пальцами дисков кантователя и кронштейнами, взаимодействующими с рычагами загрузки.
Источннки информации, принятые во внимание при экспертизе
1.Глизманенко Д. Л. Сварка и резка металлов. «Высшая школа, М., 1971, с. 90- 91.
2.Авторское свидетельство СССР
№ 29558, кл. В 23 К 35/40, 16.03.32 (прототип). 3 ЧI I f 7 18 17 24I I / V/ / Sudfii Xj Э 2 17
20
fui.8

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Установка для промывки деталей | 1980 |
|
SU956070A1 |
| ШТАНГОВЫЙ КОНВЕЙЕР ДЛЯ ПОТОЧНОГО ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК К ОБРАБАТЫВАЮЩИМ СТАНКАМ | 1973 |
|
SU370130A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая поточная линия ломки слитков и сортировки заготовок | 1985 |
|
SU1269926A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Линия для сборки и сварки изделий коробчатого сечения | 1988 |
|
SU1685655A1 |
| Шкаф для расстойки тестовых заготовок | 1987 |
|
SU1546041A1 |