(54) УСТРОЙСТВО ДЛЯ СВАРКИ . ЛЕЖАЧИМ ЭЛЕКТРОДОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОПРИВОД С ТРЕХФАЗНЫМ АСИНХРОННЫМ ЭЛЕКТРОДВИГАТЕЛЕМ, ПИТАЕМЫМ ПО ОДНОФАЗНОМУ ТОКОПОДВОДУ | 1964 |
|
SU214662A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Способ электродуговой наплавки | 1976 |
|
SU707714A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1192918A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
| Устройство для сварки электрозаклепками | 1957 |
|
SU108344A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство для дуговой сварки на постоянном токе | 1979 |
|
SU946837A1 |
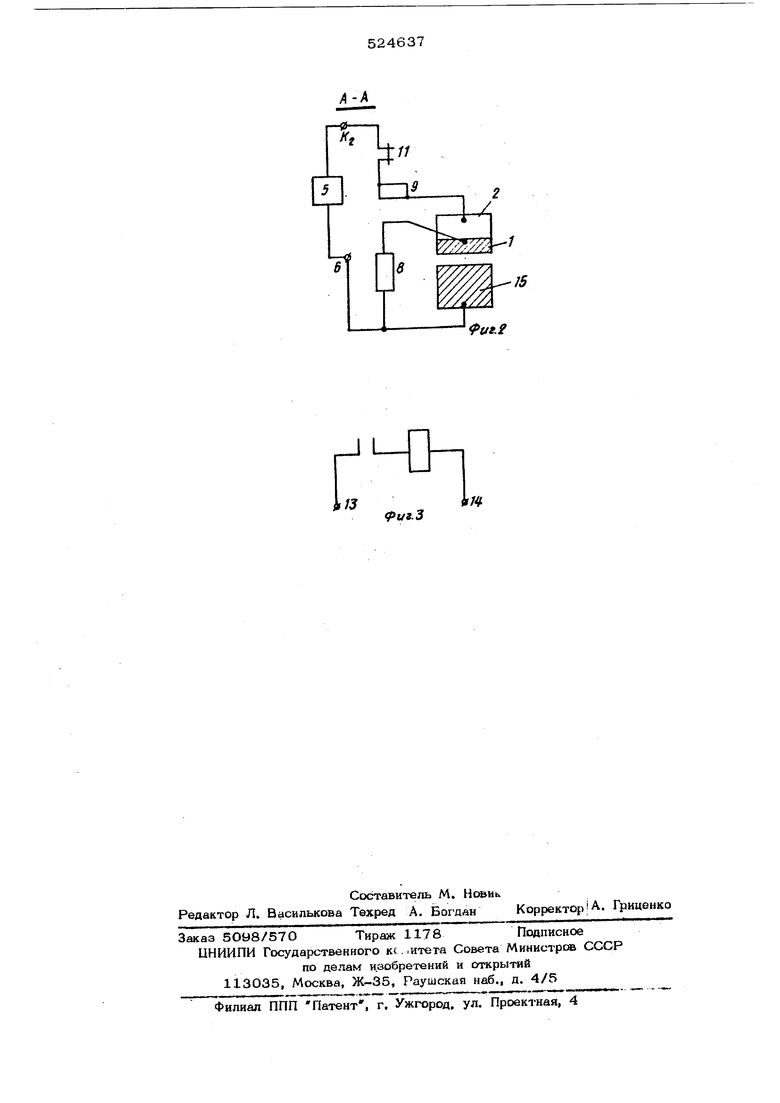
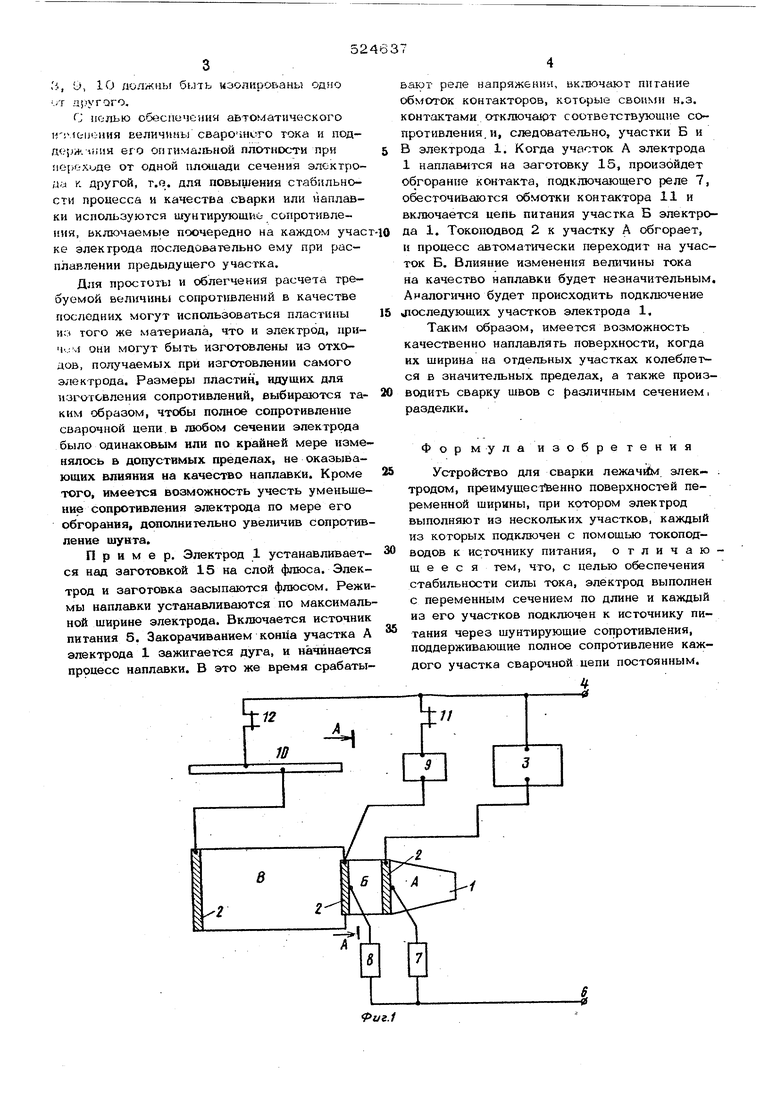
Известные устройства, в которых электрод .выт1олнвн из нескольких участков, каждый из которых подключен с помощью токоподводов к источнику питания, в случае при менения для сварки швов с переменным сечением разделки и для наплавки поверхностей переменной ширины, не обеспечивают постоянство величины сварочного тока и его плотности при переходе от одного сечения к друт.ому вследствие изменения сечения электрода и уменьшения сопротивления цепи по мере расплавления электрода. В предлагаемом устройстве для обеспечения стабильности силы тока электрод вы.полнен с переменным сечением по, длине, и каждый из его участковподключен к исгоч:нику питания через шунтирующие сопротивления, поддерживающие полное сопротивле-ние каждого участка сварочной цепи постоянным. На фиг. 1 показаны электрод и шунтирующие сопротивления, вид сверху; и схема .подключения электрода с участками фазной ширины; на фиг. 2 - сечение по А-А на , фиг. 1; на фиг. 3 - схема подключения ( U. MIOTOK контакторов. К электроду 1 (фиг. 1) на границе между участками равной ширины перпендикулярно ему привариваются токоподвсды 2. Участок А электрода 1 последовательно с соот вегствующим ему сопротивлением 3 подклю|чается- к клемме 4 источника питания 5. Параллельно сварочной цепи к клемме 6 и электроду 1 (к участкам-А, Б) подключа ется реле 7 и 8, йапряжения. Причем эти |реле должны подключаться к электроду пе ред соответствующими токоподводами 2 так, .чтобы реле обесточивалось .раньше, чем об горит токоподвод. Участки Б, В электрода 1 последова-тельно с соогветствуюшнми им ;сопротивлениями 9, 10 подключаются парал лельно 4 через н,з. силовые кон- такты контакторов 11, 12 (фиг. 1, 2), Обмотки контакторов в свою очередь, запиты ваются от клемм 13, 14 через н o.i контак- |ты соответствующих реле напряжения; обмотки контактора 11 - через н.о. контакт реле 7, обмотка контактора 12 -iчерез н.о. контакт реле 8 .(фиг. 3). Сопротивлени я -, 9, lO долж.иь бить «золкрованы одно .Т .ajiyroro. С мелью об зспечсния автоматического iriMtijiiHUfl величины сварочного тока и под- iiJiiH его оптимальной плотности при иерохиде от одной ппошади сечения электрода к другой, т.о. для повышения стабильности процесса и качества сварки или viannasки используются шунтирующие- сопротивления, включаемые поочередно на каждом учас ке электрода последовательно ему при расплавлении предыдущего участка. Для простоты и облегчения расчета требуемой величины сопротивлений в качестве последних могут использоваться пластины ц-з того же материала, что и электрод, приЧ.:ч{ ОНИ могут быть изготовлбны из отходов, получаемых при изготовлении самого электрода. Размеры пластин, идущих для изготовления сопротивлений, выбираются таким образом, чтобы полное сопротивление сварочной цепи в любом сечении электрода было одинаковым или по крайней мере изме нялось в допустимых пределах, не оказывающих влияния на качество наплавки. Кроме того, имеется возможность учесть уменьше ние сопротивления электрода по мере его обгоранвя, дополнительно увеличив сопротив ление шунта. Пример. Электрод 1 устанавливается над заготовкой 15 на слой флюса. Электрод и заготовка засыпаются флюсом. Режи мы наплавки устанавливаются по максималь ной ширине электрода. Включается источник питания 5. Закорачиванием KOHiia участка А электрода 1 зажигается дуга, и начинается процесс наплавки. В это же время срабаты Бают реле напряжения, включают питание обмоток контакторов, которые свонкш н.э. контактами отключают соответствующие сопротивления, и, следовательно, участки Б и В электрода 1. Когда участок А электрода 1 наплавится на заготовку 15, произойдет обгорание контакта, подключающего реле 7, обесточиваются обмотки контактора 11 и включается цепь питания участка Б электрода 1. Токоподвод 2 к участку А обгорает, и процесс автоматически переходит на участок Б. Влияние изменения величины тока на качество наплавки будет незначительным. Аналогично будет происходить подключение цоследующих участков электрода 1, Таким образом, имеется возможность качественно наплавлять поверхности, когда их щирина на отдельных участках колеблется в значительных пределах, а также производить сварку щвов с различным сечением i разделки. Фор мулаизобретения Устройство для сварки лежачй;м электродом, преимущественно поверхностей переменной ширины, при котором электрод выполняют из нескольких участков, каждый из которых подключен с помощью токопод- водов к источнику питания, отличаю щ е е с я тем, что, с пелью обеспечения стабильности силы тока, электрод выполнен с переменным сечением по длине и каждый из его участков подключен к источнику питания через шунтирующие сопротивления, поддерживающие полное сопротивление каждого участка сварочной цепи постоянным.
,-/j
vt.i
if/
иг.3
