Изобретение относится к системам автоматической сварки поверхностей пронэвольяого гфофиля, в которых осуществляется поворот горелки относительно нздепия.
Известные системы соаержат привоа вертикального перемещения, привоа горизонтального пфемещения, привоа поворота горелки, первое устройство сравнения ИЛИ. опред ешш ошибки в стабилизации скорости сварки, второе устройство сравиения ОЛЯ определения ошибки в стабилизапии напряжен на дуге и устройство формирования управляющих сигналов превоаов l .
Однако для сохранения устойчивости системы во всем диапазоне свариваемых профилей требуется обеспечить идентичгность характеристик приводов вертикального и горизонтального перемещений, что достигается введением достаточно сложных корректирующих устройств и является весьма сложной задачей при неидентичности паушметров исходных приводов.
Цель изобретения - обеспечение устойчивости устройства во всем диапазоне углов наклона поверхностей при неидентичных характеристиках приводов верти-
кального и горизонтального перемещений.
В предлагаемом устройстве коэффициент передачи интегратора равен гра- ди«1ту дуги.
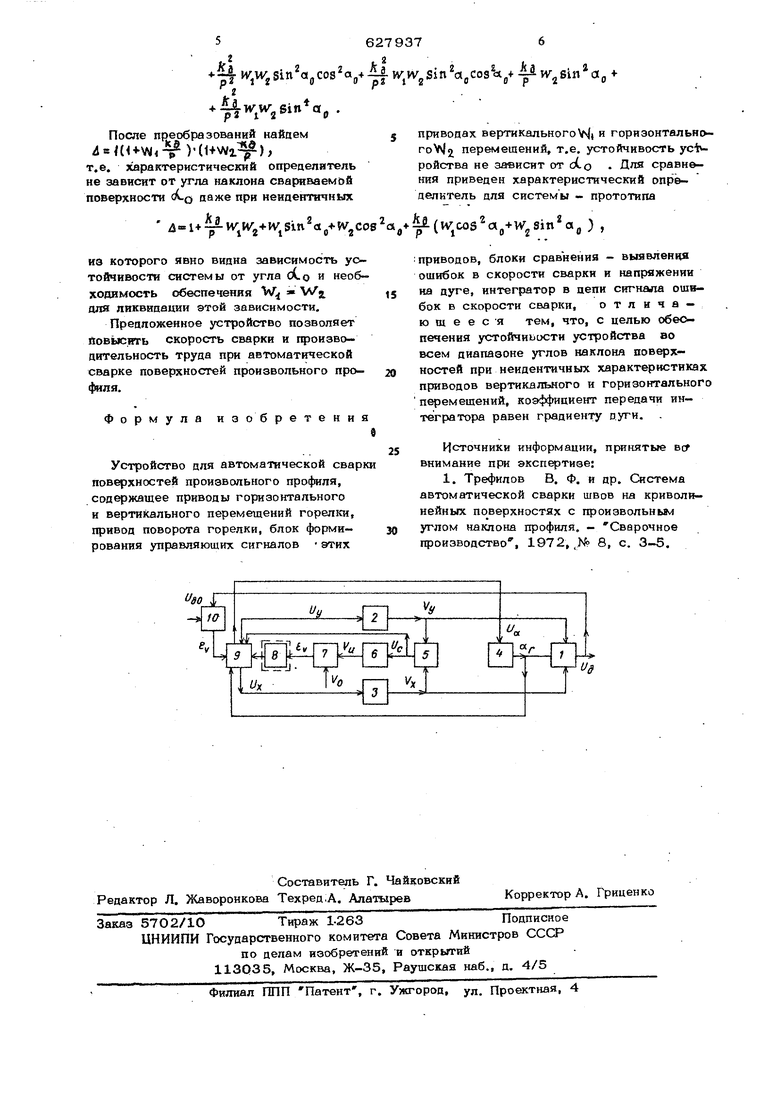
На чертеже изображена блок-схема
устройства для автоматической сварки поверхностей произвольного профиля.
Устройство содержит объект регулирования - сварочную горелку 1, привод 2
ее вертикального перемещения, привод 3 ее Горизонтального перемещения, привод 4 поворота горелки, блок З формирования сигнала вектора скорости, выпрямитель 6, блок сравнения 7, вьчсод
которого связан с интегратором 8, блок 9 формирования управляющих сигналов приводов, блок сравнения 1О.
Работает устройство следующим образом. Сварочная горелка 1 перемещается по вертикали приводом 2, по горизонтали - привопом 3 и поворачивается npwN воцом 4. Измеряются скоростиVу У вертикального и горизонтального перемещений, и на выходе блока 5 формируется сигнал вектора скорости сварки .Sin(); с амплитудой, пропорциональной скорости сварки У(. t и фазой, равной углу наклона поверхности в точке сварки. Полученное напряжение выпрямляется выпрямителем бив блоке сравнения 7 сравнивается с напряжением, пропорциональным скорости сварки. Сигнал ошибки в скорости Vs -V j поступает на вход интегратора 8, с выхода которого напряжение поступает в блок 9 фсфмирования управляющих сигналов приводов, куда одновременно подается сигнал ошибки напря жении на цуге С блока сравнения Ю. Кроме того, в блок 9 поступает сигнал, пропорциональньЛуглу поворота горелки, с привода 4. С выхода блока : 9 сигнал U , У поступает ни вход привода 2, сигнал tg Sin; +rr , t,Ut /в ч -%()
Уравнения (1) и (2) в преобразова-vr. ginOpVy + . .(Q)
ниях Лапласа при oCOt const примут-SПппг « ,и
оПодставив значение Ua. из уравнения
„ ,{ 1 kSheуравнения (3) и (5) к типовому виду,
-p -cosa Vy-- SinaoV,; (5) получим
Уд- cosogVy -- ., L а -vv jCosaotTj (l-H Oj )i/y+ia. v.
Wj cog d, t/3, + Sin а„ v - 2 3ino(g Uj-K cos a g.
jSino(v,,()Vj -W25ina5i/j + cogaoW2V .
Характеристический определитель системы равен50
, - -J cosaJ ll,i,«
v,jcosaj , .sina -4i,Sina Ae-HTcosvina, i+cos a J
jL.2
,-p Wiw,,.
(5) в уравнения (3) и () и приведя вход привода 3, а сигнал {Jot и,-аС} на вход привода 4, который поворачивает горелку цо тех пор, пока не станет (Л. 0 , т. е. пока горелка не установится по нормали к поверхности. П; и наличии ошибки в напряжении на дуге Со, или в скорости сварки приводы изменяют свои скорости таким образом, чтобы свести эти ошибк, к нулю. Если коэффициент переда:- ни интегратора выбрать равным Ко градиенту дуги, то устойчивость работы будет сохраняться во всем диапазоне углов наклона поверхности даже при неидентичных параметрах приводов вертикального и горизонтального перемещений, что видно из нижеследующего. Напряжение на дуге U в. и скорость сварки Vp связаны со скоростями VyUV соотношениями: Ug°(l- (VyCOSG. - a)dt Vy&ina. + a Для скоростей Vy и Уц справед-. ЛИВЫ соотношения (в преобразованиях Лапласа при cons-i: (0-.); « «S«X,) .
fl ,4l|.iVjiv Sin ct/os gt Ai WjSin ao +
После преобразований найдем 4 )-(1+Wi), т.е. зшрактеристический определитель не зависит от угла наклона свариваемой поверхности CA-Q даже при неицентичных
(( ) ,
из которого явно видна зависимость устойчивости системы от угла сСо и необходимость обеспечения W,( для пикввавиии этой зависимости.
Предложенное устройство позволяет Повысить скорость сварки и производительность труда при автоматической сварке поверхностей произвольного профиля.
Формула из об р е т е н и я
Устройство цля автоматической сварк
поверхностей произвольного профиля, содержащее приводы горизонтального и вертикального перемещений горелки, привод поворота горелки, блок форми- рования управляющих сигналов этих
627937
приводах вертикальногоVvJt и горизоитальноroV 2 перемещений, т.е. устойчивость yci ройства не зависит от оСо . Для сравнения приведен характеристический определитель для системы - прототипа
приводов, блоки сравнения - выявления ошибок в скорости сварки и напряжении на дуге, интегратор в цепи сигнала ошибок в скорости сварки, отличающееся тем, что, с целью обеопечения устойчиьости устройства во всем диапазоне углов наклона поверхностей при неидентичных характеристика приводов вертикального и горизонтальног перемещений, коэффициент передачи интегратора равен градиенту дуги.
Источники информации, принятые Bcf внимание при эксп тизе;
1. Трефилов В. Ф. и др. Система автоматической сварки швов на криволинейных по верхностях с произвольньяи углом наклона профиля. - Сварочное производство, 1972, ,№ 8, с. 3-5.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки сложных поверхностей | 1975 |
|
SU548395A1 |
| Устройство для автоматической сварки криволинейных поверхностей малого радиуса | 1980 |
|
SU975277A1 |
| Устройство для автоматической свар-Ки КРиВОлиНЕйНыХ пОВЕРХНОСТЕй | 1979 |
|
SU812465A2 |
| Устройство для автоматической сварки криволинейных поверхностей | 1974 |
|
SU524639A1 |
| Устройство для автоматической сварки фигурных поверхностей | 1975 |
|
SU691262A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОВЕРХНОСТЕЙ С УЧАСТКАЛ1И РАЗНОЙ КРИВИЗНЫ | 1970 |
|
SU269383A1 |
| Устройство для автоматическойнаплавки сложных поверхностей | 1974 |
|
SU508352A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1988 |
|
SU1590262A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
