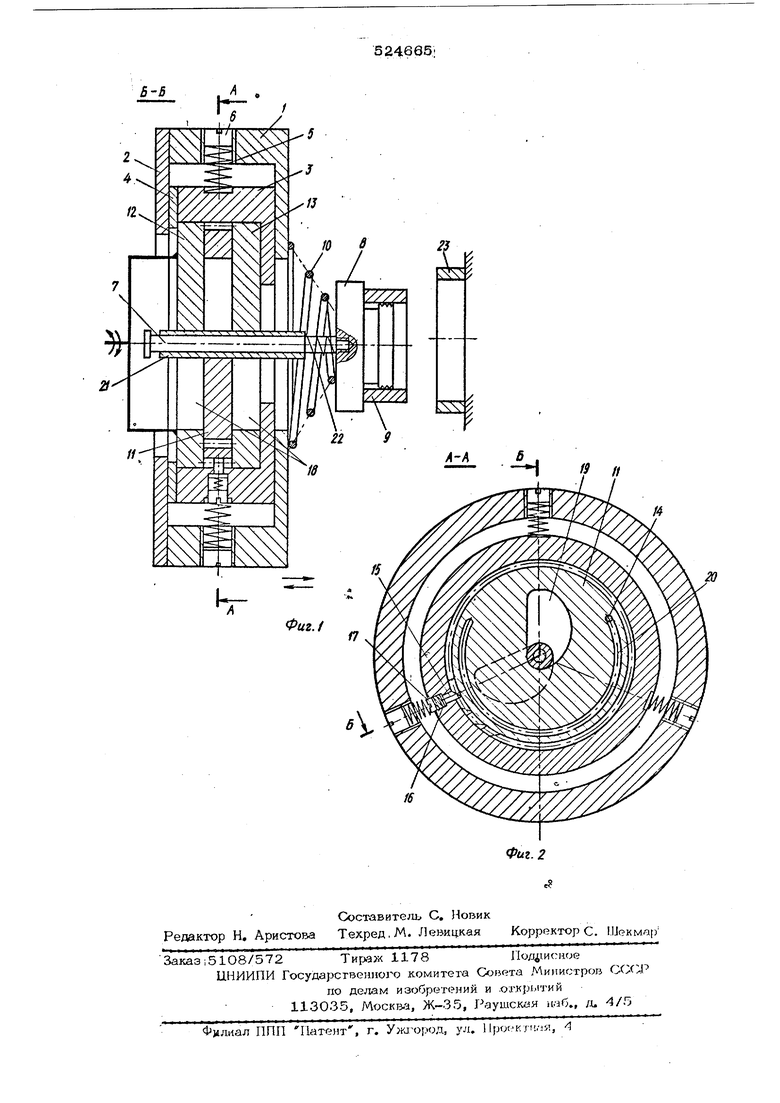
(54) УСТРОЙСТВОДЛЯ СБОРКИ ДЕТАЛЕЙ .диально и очерченный сопрягаюишмис ирямой и кривой, выполненной по спирали Лр- хнмеда. ,В ведомом диске 11 паз 19 зеркален пазам 18 ведущих дисков 12 и 13, кроме iroro, в ведомом диске имеется кольцевой паз 2-О ,tio которому проходит щтифт 14. Для рбеспече-1 ния осевого перемещения шгока 7 имеется втулка 21, поджатая пружиной 22, Вторая собираемая дегаль 23 крепится на сбороч- ко& позиции,1 Устройство для сборки деталей работает следующим образом. Одна из собираемых деталей 9, закрепле ная в захвате 8, перемещается на сборочною позидию при движении основания 1 (вправо по чертежу,см, фиг, 1), Если ось детали 9 ;не совпадает с осью отверстия другой соби:раемой детали 23, деталь 9 упирается своим торцом в торед этой детали, шток 7 под действием сил сопротивления движется вл&во во,втулке 21, пружину 10, При этом кулачок (на фиг, 2 не показан), з крепленньхй на основании 1, нажимает на конечный выключатель (таюке не пока дан), после чего команда на вращение ведущих дисков (против часовой стрелки см, фиг, 2), Ведомый диск 11fciciaeTCH. неподвижным, т,к, штифт 14 свободно проходит по его кольцевому пазу 2 Когда произойдет поворот ведущих дисков 12и 13 на заданный угол, их фигурные пазы 18 перекрьгоают фигурный паз 19 ведомого диска 11, образуя совместно радиал ный , щирина которого равна диаметру втулки 21, а ШТИФТ 14 занимает край:нее левое положенЙ в кольцевом пазу 20 и при дальнейшем повороте ведущих дисков 12 и 13 против, часовой стрелки увлекйёт за собой диск 11, т,е, происходит вра щение радиального паза по окружности Как только радиальный паз совпадает с плоскостью, в которой действует сиЛа сопро тивления, возникающая в точках контакта де талей 9 и. 23, шток 7 займет наклонное по ложение относительно оси детали 23 под действием пружины ID, создающей, момент вращения в плоскости действия силы сопротивления. Дальнейшее вращение радиального паза приводит к появлению трех точек контакте Собираемых деталей 9 и 23 и обкатке детали 9 lio детали 23, При этом пружина 10 стремится возвратиться в исходное сосгояние. В реаультыт« описанного гродесса происходит сборка деталей 9 н 23, причем шток в 7 во втулке 21 перемещается по w диaлIJHO му пазу от центра на величину компенсации ошибки взаимнохчэ расположения осей деталей 9 и 23, Наличие движения о катки позволяет заменить трение скольжения в точках контакта собираемых деталей трением качения, что повышает наде/киость сборки, исключая явление заклинивания и залипяния между соарягаеш-гми цоверхностями, Желе осуществления сборки захват 8 освобождает деталь 9, Одновременно подается команда на вращение ведущих дисков |12 и 13 по часовой стрелке. При этом ведомый диск 11 неподвижен, т,к, защёлка 15 упирается в зуб храпового колеоа диска 11 . . ЧЛоворот ведущих дисков 12 и 13 происходит на заданный угол, увлекая втулку 21 со щтоком 7 криволинейными кромками пазов 18 к центру, после чего вращение прекращаете, а шток 7 оказывается зажатым соосно дискам. Затем происходит отвод основания 1 Б исходное положение, после , чего возможно . повторение цикла. Использование предлагаемого устройства позволяет производить сборку деталей типа кольцо-втулка, ва/ -втулка, диск-втулка и т,п, при большой величине погрешности на ютносительную ориентацию о высокой надежностью. Формула изобретения 1,Устройство для сборки деталей, например, типа кольцо вту/и4а, содержащее шток с захватом и элемент компенсации ошибки взаимного расположения осей деталей, отличающееся тем, что, с целью повышения надежности процесса сборки, элемент компенсации выполнен в виде соосных ведомого и ведуще1Х) дисков i снабженных зеркально расположенными фигурными пазами, а шток установлен в этих пазах, 2,Устройство по IU 1, отличающееся тем, что на ведущем диско уо« тансБлен штифт, а на ведомом рыполиен кольцевой паз под этот uiTMifn-, 3,Устройство по п. 1, отличающ е о с я тем, что фигурщ.тй паз янскл направлен радиально и очорчон oonpHiviiouinмися прямой и кривой, мьгпол)1еп1Г()м по спирали ApXHMtuia.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная головка с автопоиском | 1984 |
|
SU1227401A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| ЗАМОК | 1995 |
|
RU2090720C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| ЗАМОК | 1998 |
|
RU2133810C1 |
| Устройство для сборки деталей типа "вал-втулка | 1980 |
|
SU941155A1 |
| Устройство компенсации ошибок | 1976 |
|
SU574321A1 |
| УЗЕЛ ДВОЙНОГО СЦЕПЛЕНИЯ ТРАНСМИССИИ | 2019 |
|
RU2714622C1 |
| Вариатор Н.П.Ефимова | 1983 |
|
SU1368550A2 |