Изобретение относится к машиностроению и может быть использовано в манипуляторах при сборке де талей различной точности и видов.
Целью изобретения является расширение функциональных возможностей путем Регулирования шага поискового . движения и повышение качества сборки благодаря компенсации инерционного движения привода механизма автопоиска на этапе его торможения.
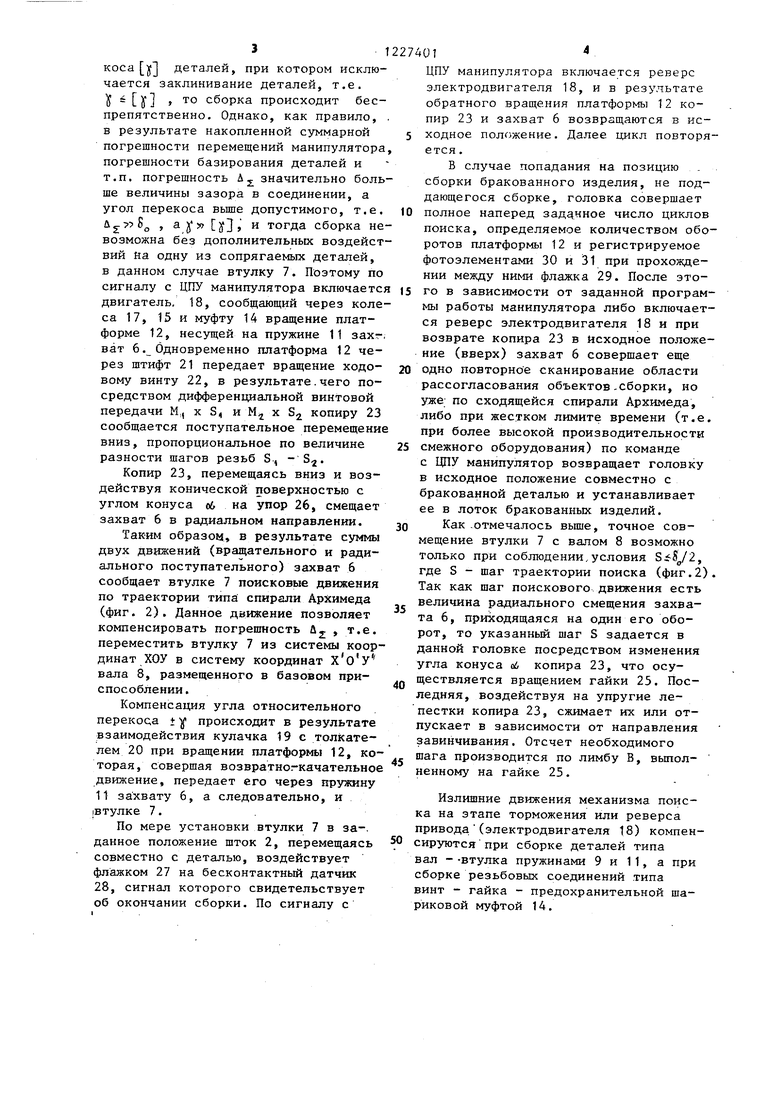
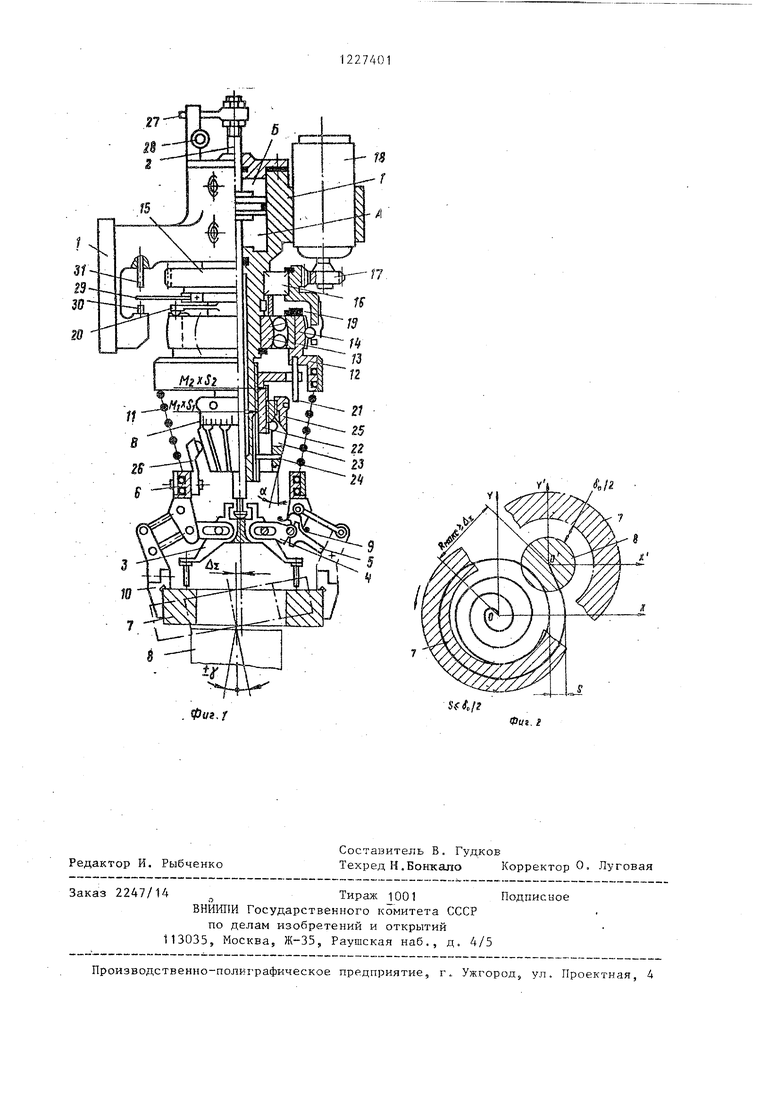
На фиг. 1 показана сборочная головка с автопоиском, общий вид; на фиг. 2 - схема процесса совмещения деталей типа вал - втулка и горизон- талгзная проекция траектории поиска типа спирали Архимеда.
Сборочная головка содержит закрепленный на руке манипулятора корпу 1 (фиг. 1), в котором имеется пневмопривод с полостями А и.Б и штоком 2, кинематически связанным через толкатель 3 с ведущим 4 и ведомым 5 звеньями захвата б. В последнем размещена втулка 7, подлежащая сборке с валом 8. Звенья 4 и 5 установлены на общей оси и сопряжень упругим элементом 9, причем звенья 5 выполнены в виде шарнирных параллелограммов с закрепленными на них сменными губками 10.
Захват 6 посредством конической пружины 11 закреплен на подвижной платформе 12 размещенной на сферической опоре 13 качения и снабженной через шариковую муфту 14 приводом- вращения, включающим колесо 15, установленное на упоре 16 качения, и колесо 17, закрепленное на валу микроэлектродвигателя 18.
На платформе 12 закреплен кулачок 19,взаимодействующий при вращении пл:ат формн с толкателем 20э неподвижно закрепленным на корпусе 1. Подвижная платформа 12 через штиф.т 21 кинематически связана- с ходовым винтом 22, сопряженным с корпусом 1 по резьбе
Sg - с
Mj.x S,), а по резьбе М х коническим копиром 23, фикси рованньм от проворота штифтом 24, но имеющим возможность продольного перемещения, так как указанный штифт входит в продольный паз корпуса 1.
Указанные резьбы имеют одинаковое направление, но разные шаги нарезки, а именно , что в совокупности составляет дифференциальную винтовую передачу, позволян)щую при большом угле повороте (или числе оборотов)
5
0
5
винта 22 получить весьма малые про-, дольные перемещения копира 23, пропорциональные (на один оборот) разности шагов S. - Sg .
В копире 23 выполнены продольные прорези, делящие копир на отдельные упругие лепестки р угол наклона ой ко- Topbix регулируется гайкой 25, имеющей лимб В. По наружной конической поверхности копир 23 контактирует с шариковым упором 26, закрепленным на захвате 6. На штоке 2 закреплен флажок 27, взаимодействующий с бесконтактным датчиком 28, а на колесе 15- флажок 29, который при вращении проходит между фотодиодом 30 и светоди- одом 31, что позволяет регистрировать количество оборотов колеса 15. Укаг, занные фотоэлементы подключены к счетчику импульсов (не показан).
Сборочная головка работает следую- ш;им образом.
Головка, установленная на руке манипулятора, доставляется последним на пози:цию выдачи одной из сопрягаемых деталей, например втулки 7, и производит ее захват. При этом по сигналу с циклового программного.устройства (ЦПУ) манипуля гора через электромагнитный пневмораспределитель (не .показан) создается давление в полости А и шток 2,, перемещаясь вверх, через толкатель 3, ведущее 4 и ведо- iMoe звенья 5 посредством губок 10 производит зажим втулки 7 в захвате 6,
По мере доставки детали на позицию сборки манипулятор вводит втулку 7 в контакт с валом 8, установленным в базовом приспособлении. Далее по сигналу с ЦПУ создается давление в.по-. лости Б (при снятии давления в полости А) и шток 2, перемещаясь вниз, чег. рез толкатель 3 и звено 4 производит установку втулки 7 на вал 8 и одно-, временно расфиксацию звена 5, а следовательно, и губок 10. Однако последние остаются поджатьми к втулке 7 под действием упругого элемента 9 на звено 5, что необходимо для устранения зазора между губками 10 и деталью 7 в процессе сообщения ей движений поиска.
Если суммарная погрешность относительной ориентации и . втулки 7 и ва- 5 ла 8 (фиг. 2) не превышает величины
0
5
0
5
0
S
з.азора Од в соединении,
и угол относительного перекоса у
т.е. Aj-iF,
дета.лей не превьш1ает допустимого пере3
коса y1 деталей, при котором исключается заклинивание деталей, т.е. У то сборка происходит беспрепятственно. Однако, как правило, в результате накопленной суммарной погрешности перемещений манипулятора погрешности базирования деталей и т.п. погрешность 4 j. значительно больше величины зазора в соединении, а угол перекоса вьш1е допустимого, т.е.
Су} и тогда сборка невозможна без дополнительных воздействий на одну из сопрягаемых деталей, в данном случае втулку 7. Поэтому по сигналу с ЦПУ манипулятора включаетс двигатель, 18, сообщающий через колеса 17, 15 и муфту 14 вращение платформе 12, несущей на пружине 11 захг ват 6. Одновременно платформа 12 через штифт 21 передает вращение коде- вому винту 22, в результате.чего посредством дифференциальной винтовой передачи М,, х S, и М, к S копиру 23 сообщается поступательное перемещени вниз, пропорциональное по величине разности шагов резьб S,, - S.
Копир 23, перемещаясь вниз и воздействуя конической поверхностью с углом конуса об на упор 26, смещает захват 6 в радиальном направлении.
Таким образом, в результате суммы двух движений (вращательного и радиального поступательного) захват 6 сообщает втулке 7 поисковые движения по траектории типа спирали Архимеда (фиг. 2). Данное движение позволяет компенсировать погрептость й , т.е. переместить втулку 7 из системы координат ХОУ в систему координат х о У вала 8, размещенного в базовом приспособлении.
Компенсация угла относительного перекоса t происходит в результате взаимодействия кулачка 19с толкателем 20 при вращении платформы 12, которая, совершая возвратно.-качательное движение, передает его через пруашну 11 захвату 6, а следовательно, и втулке 7.
По мере установки втулки 7 в за-, данное положение шток 2, перемещаясь совместно с деталью, воздействует флажком 27 на бесконтактный датчик 28, сигнал которого свидетельствует об окончании сборки. По сигналу с
5 ю
is 20 25
п
5
5
401
ЦПУ манипулятора включается реверс электродвигателя 18, ив результате обратного вращения платформы 12 копир 23 и захват 6 возвращаются в исходное положение. Далее цикл повторяется.
В случае попадания на позицию сборки бракованного изделия, не поддающегося сборке, головка совершает полное наперед заданное число циклов поиска, определяемое количеством оборотов платформы 12 и регистрируемое фотоэлементами 30 и 31 при прохождении между ними флажка 29. После этого в зависимости от заданной программы работы манипулятора либо включается реверс электродвигателя 18 и при возврате копира 23 в исходное положение (вверх) захват 6 совершает еще одно повторное сканирование области рассогласования объектов-Сборки, но уже по сходящейся спирали Архимеда, либо при жестком лимите времени (т.е. при более высокой производительности смежного оборудования) по команде с ЦПУ манипулятор возвращает головку в исходное положение совместно с бракованной деталью и устанавливает ее в лоток бракованных изделий.
Как .отмечалось вьшге, точное совмещение втулки 7 с валом 8 возможно только при соблюдении,условия , где S - шаг траектории поиска (фиг.2). Так как шаг поискового движения есть величина радиального смещения захвата 6, приходящаяся на один его оборот, то указанный шаг S задается в данной головке посредством изменения угла конуса аб копира 23, что осуществляется вращением гайки 25. Последняя, воздействуя на упругие лепестки копира 23, сжимает их или отпускает в зависимости от направления завинчивания. Отсчет необходимого шага производится по лимбу В, выпол- ненному на гайке 25.
Излишние движения механизма поиска на этапе торможения или реверса привода. (электродвигателя 18) компенсируются при сборке деталей типа вал - -втулка пружинами 9 и 11, а при сборке резьбовых соединений .типа винт - гайка - предохранительной шариковой муфтой 14.
17
„
. Фиг, 1
Редактор И, Рыбченко
Составитель В, Гудков
Техред FI.BoHKarto Корректор 0. Луговая
Заказ 2247/14 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г., Ужгород, ул, Проектная, 4
Sfi,
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Захватная головка манипулятора | 1988 |
|
SU1572806A1 |
| Устройство для автоматической сборки с автопоиском | 1980 |
|
SU942927A1 |
| ЗАХВАТ ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2018 |
|
RU2684394C1 |
| ОТРЕЗНАЯ ГОЛОВКА К СТАНКУ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ | 1998 |
|
RU2149737C1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Захват манипулятора | 1985 |
|
SU1288057A1 |
| Устройство для подачи заклепок | 1978 |
|
SU742028A1 |
| ТОЧЭЛЕКТРОПРИ$ОР»bH}>&.'i:iU'VL»:.i, | 1966 |
|
SU181013A1 |
| Устройство для автоматической сборки деталей | 1981 |
|
SU1007897A1 |

| Устройство для автоматической сборки с автопоиском | 1980 |
|
SU942927A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
