I
Изобретение относится к конструкциям косоиапковых трубоправильных машин.
Иовестна косовалковая трубоправильная машина, содержащая смонтированную на станине рабочую к деть с приводными валками, коед шевлыми посредством шнинделей с двумя шестеренными клетями.
Г1ель изобретения - повысить качество поверхности труб и долговечность валков.
Это достигается тем, что шестеренные клети расположены соосно и параллельно оси правки, а каждый шпиндель соединен с валком посредством втулки, установленной на хоос;товике по подвижлтой посадке и фиксированной подпружиненной защелкой.
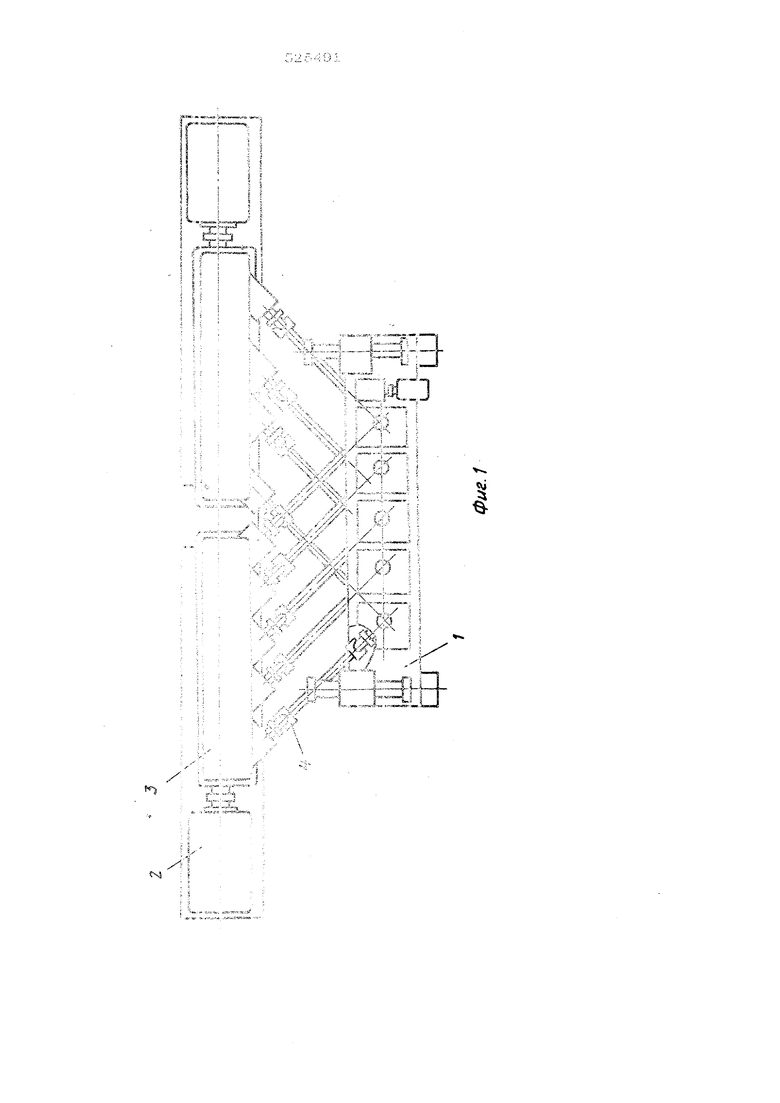
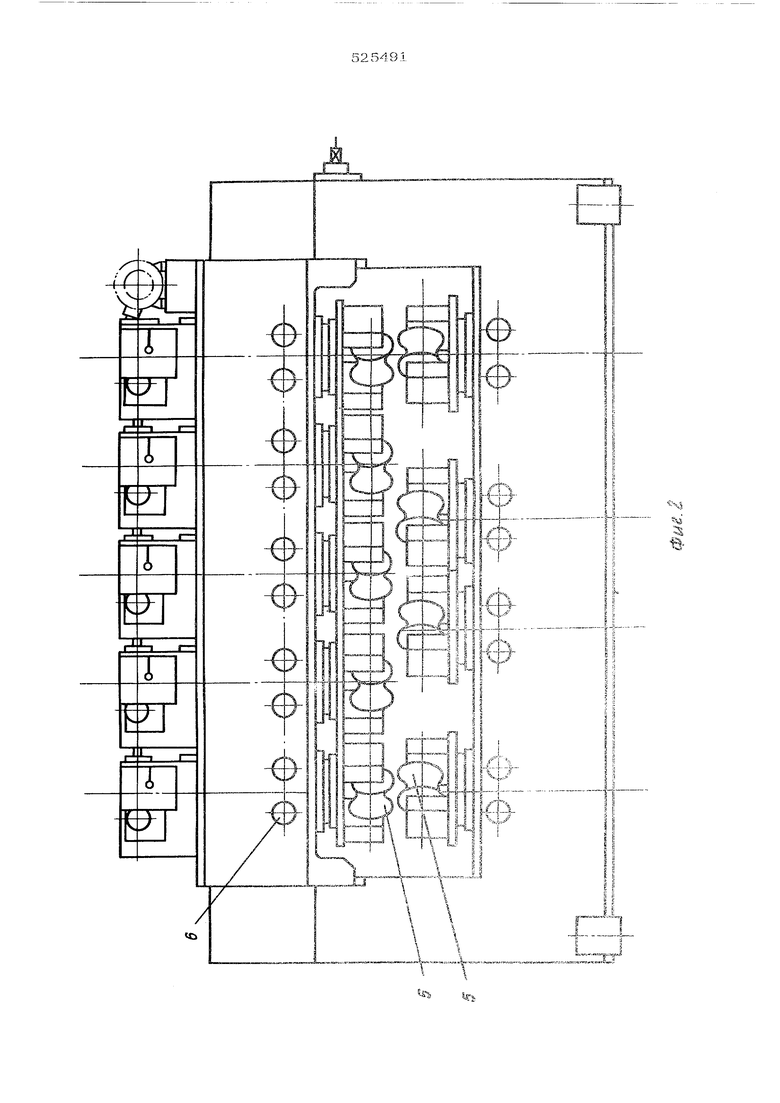
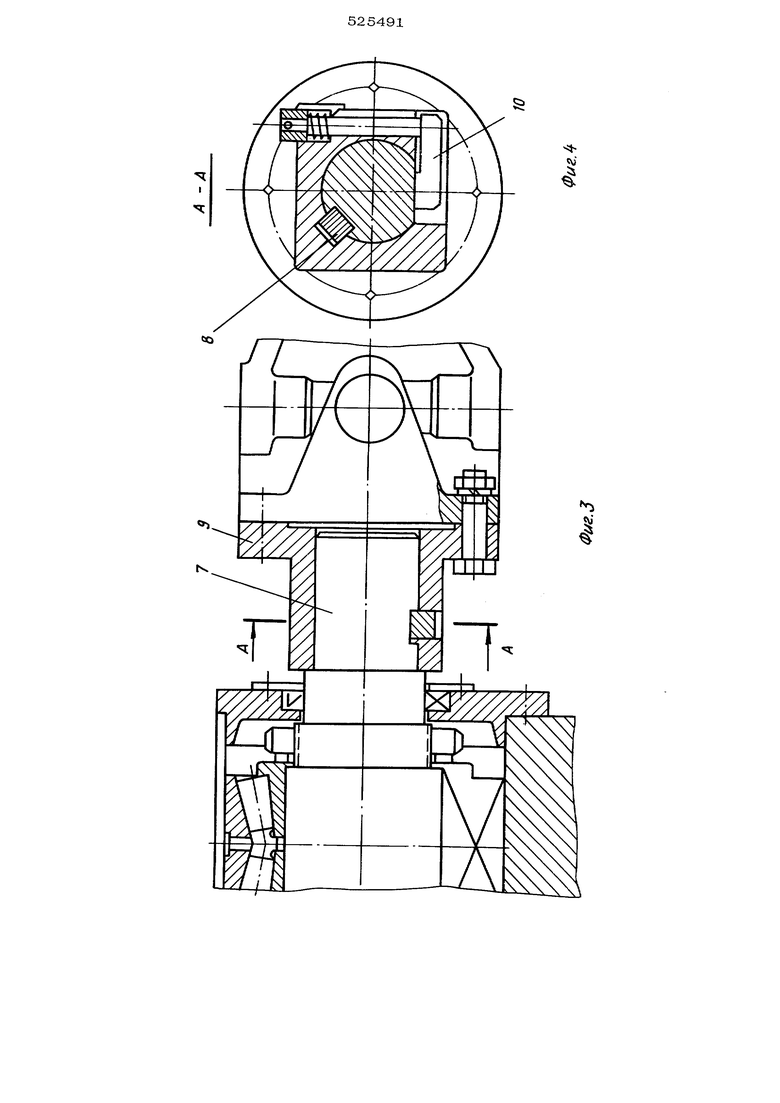
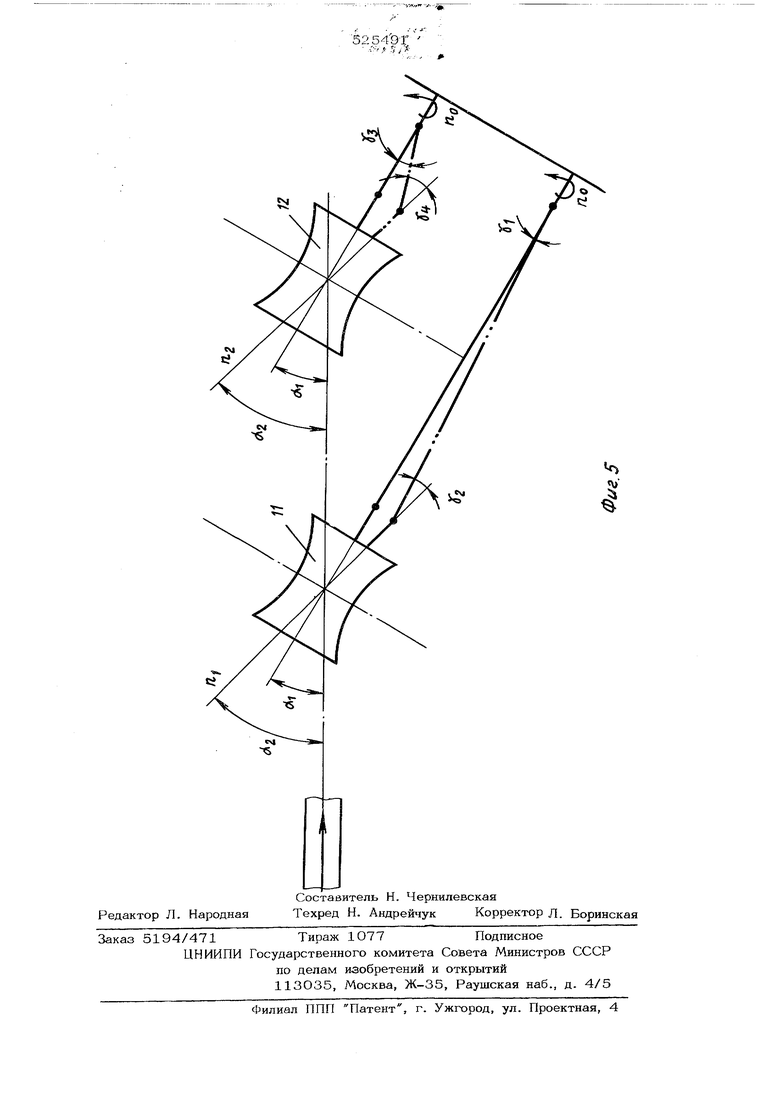
j-ia фкг-. 1 изображена машина, общий вид на фиг. 2 рабочая клеть машины; на фиг.3хвостовик приводного валка и втулка шпинделя; на .фиг. 4 разрез по А-А на фиг. 3; иа фкг, 5 - схема шпиндельного привода.
Машина состоит из рабочей клети 1,двух приводоз, каждый из которых содержит двигатель 2 и шестере1шую клеть 3. Вращение от iiKyj.aren.il через шестеренную клеть и шикндепи 4 передается приводным валкам 5.
Каждый валок имеет механизм 6 угловой настройки.
На хвостовик 7 приводного валка 5 на скольз5Ш1ей шпонке 8 надета втулка 9 шпинделя. Осевое перемещение последней фиксируется подпруж1шенным сухарем 1О, который утапливается во время съема шпинделя 4 вместе со втулкой 9.
Труба, попадая в валки, расположенные под углом cL к ее оси, получает вращательное и поступательное движения, подвергаясь при этом упруго-пластическому изгибу. В машине выправляют трубы различных диаметров в определенном диапазоне.
Для обеспечения полного контакта рабочей поверхности валка с трубой каждого размера осуществляют угловую настройку валка, изменяя угол сС . При перевалке валки отсоединяют от щпинделей, оставляя их соединенными с выходными валами шестеренной клети
После установки новых валков щпинделя вновь соединяют с валками. Пользуясь схемой на фиг. 5, докажем, что щпиндели разной длины имеют несинхронное вращение даже при одинаковой угловой настройке.
При постоянной ско,рости враидення rj ведущих валов скорость крашенка ведомого валка (например 11) определяется но формуле:
-п «ц, ..
из которой видно, t« скорость вршлеыим п nocTOsiHHa, когда т- |
3to равенство может быть обеспечено прцШ ; вдийст| еаном аначекии угла настроили вал-
{ «, которое соответстБуе только од-
ка
Ш)му диаметру BbuipaBJiseMOfi трубы. При всех других уалах si. fi Tg валок аращается неравномерно,
По йншюгии эалйшвм скорость вращений валка 12
. з П, с эГт
Однако, несмотра ма TOs ЧШ оба вашса
лом
настроены под одним у далях рааной длины
Tti; .яЧ
;i -.
f r&s Ja г I 4
Следоватэлько n, ,,„, ,, мея равные разглэры з з.ря1м: двмы€ ао вра-щение от одной шествиеш сй клати, spauiaются с скоростзмК; Это ЙРИЙОДИТ -я
интенскварму itx накосу и доявпенню следов аа поверхности трубы.
Для того, чтобы характер намененик скорости к:ех залков был одинаковым и их ск(9рости в каждый момент времени бьиш рав-т-ны, необкодЕЦО унифицировать длину шпинделей,
Тогаа у,-Т,; у;,
п,
--. и, ri,
СОЙ
Зто было реалиаовазго в предлагаемом изобретении,
Формула иаобретеиня
КосоналЕОвая труболравнльпан машиаа, со- .церхгаиш-я смонтирозинкую на сталико рабо- чуш-лшеть с приЕодиы ли валками, соединен-Hb M i посредством шпинделей с LjecTe- реи :зьгык клетйми. о т л и ч а ю iu и я с я тем, что, с иелыо повышения качества по|ааркишстк труб ij p.cnnjBomHiCtU валк;.;в, шестаравньш клети расно.помекь : соосно и параллета ло оси праваи., а каждь й шпиндельсоеди- йЭге с валком юсрадство л втулки, установ(пвН:- ой -ш хБосговкие по подвижной иоседке а фиас15}ю& ш;юй подяруншнечной защелкой.
.- ,
;N..Fi, i. j
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| Привод валков прокатного стана | 1976 |
|
SU710697A1 |
| Машина для правки труб | 1976 |
|
SU699717A1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2264270C2 |
| Устройство для правки длинномерных ихделий | 1974 |
|
SU603324A3 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1139535A1 |
| Рабочая клеть стана для прокатки листов из порошка | 1978 |
|
SU725816A1 |
| Непрерывно-автоматический трубопрокатный стан для раскатки полых гильз в трубы с заданной толщиной стенки | 1956 |
|
SU112973A1 |
,.#- -;-r.-..-,.-.;-.
/// -, wm.
Q
