Непрерывно-автоматические трубопрокатные станы для раскатки полых гильз в трубы с заданной толщиной стенки, известны.
Особенностью описываемого стана является нрименение в нем рабочих клетей ДУО с многоручьевыми валками. Это позволяет осуш,ествить поточную непрерывную раскатку гильз в трубу на одной длинной оправке за один пропуск через стан, устраняя неизбежную многопроходность, присущую производству труб на действующих автоматических станах.
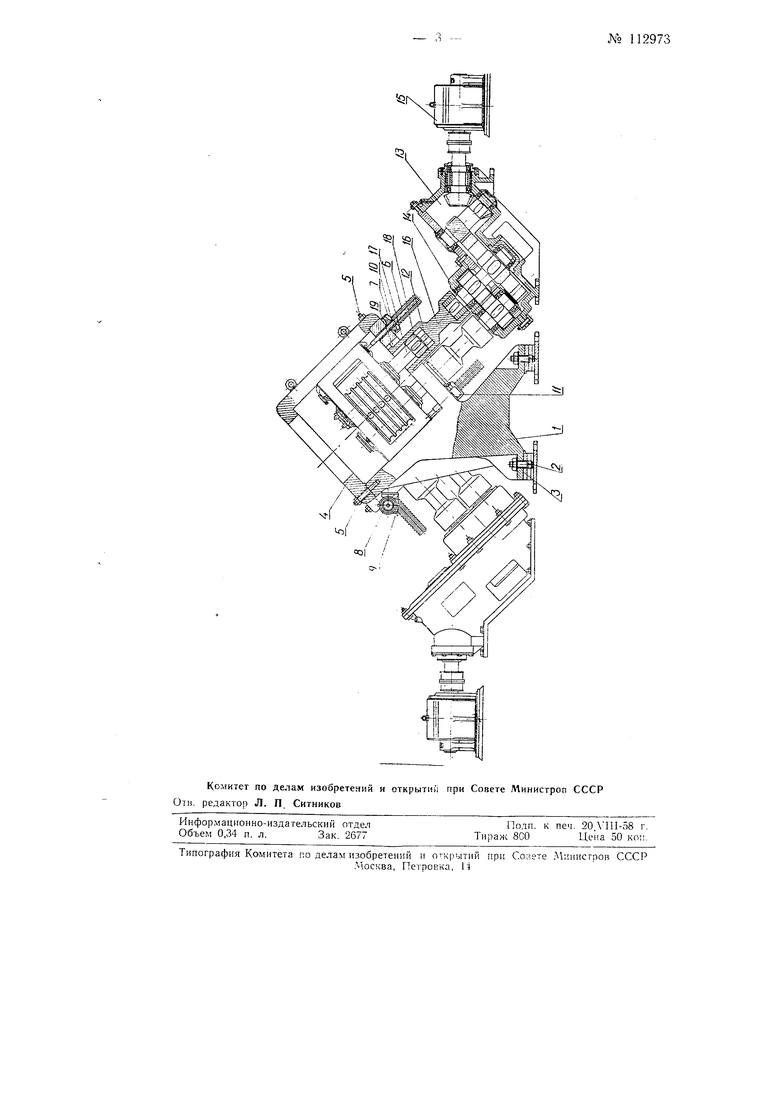
Непрерывно-автоматический стан имеет три съемные рабочие клети одинаковой конструкции, расположенные последовательно одна за другой таким образом, чтобы оси валков соседних клетей были взаимно-перпендикулярны и наклонены под углом 45° к гор1 зонту. Каждая рабочая клеть устаиав.чивастся в спец11альР1ой станине / (см- чертеж), имеющей сменные пластины износа. Все три станины болтами 2 крсмьятся
на общей п.чите 3 вп.ютнук; одна к другой.
Каждая из станин имеет съемнхто крышку 4, которая крепится к станине с помощью четырех шпилек 5. расположенных по уг.шл; крышки. Для сн5.тия крьппкн при замене клетей в станине предусмотрены продольные пазы для прохождения шпилек.
Прп настройке стана па прокатку того или иного размера труб каждая рабочая клеть перемещается в станине при помощи специальпого механизма передвижения клети. Этот механизм состоит пз двух установочных винтов 6, прикрепленных к CTaniiHe рабочей клети, двух червя ных редукторов 7 и электродвигателя 8. который устапп1;.1ивается на кронштейне 9, приварен ом к корпусу станины стана.
Гайки 10 установочных винтов смонтированы вп.утри червячных колес редукторов 7. Привод обоих лстаповочпых винтов ка;-кд( клетл осущестпляется от одного э/юктродвигателя через две промежуточные конические передачи // и передаточный валик 12, имеющий пару соединительных муфт.
Привод рабочих валков каждой из клетей осуществляется через редуктор 13 и шестеренную клеть 14 от электродвигателя 15- Вращение от шестеренной клети к рабочим валкам передается двумя трефовыми шпинделями 16, имеющими удлипеппую головку для обеспечения постоянного соединения с трефовой частью рабочих валков. Каждый рабочий валок имеет с одной стороны удлиненный хвостовик 17, на конце которого укрепляется сменный трефовый наконечник 18. Хвостовик ъалка с трефовым наконечником входит внутрь уд.тинепной трефовой головки шпинделя.
Такая конструкция обеспечивает постоянное зацепление рабочих валков со шпинделями при перемеще НИИ рабочей клети. Уравновешивание щпинделей может быть выполнено при помощи обычных устройств.
Для помещения уд.тинеппой части трефовых шпинделей 16 в нижней стенке станины предусмотрен проем где помещаются разъемные подушки /Р, служащие опорами для буртов шпинделей- Шпиндели вместе с подушками закладываются в проем станины, где и удерживаются от выпадания планками, которые крепятся бо.лтами к станине стана с внешней ее стороны.
Сборка и настройка рабочих клетей производится вне стана на специальном стенде.
Предмет изобретения
1.Непрерывно-автоматический трубопрокатный стан для раскатки полых гильз в трубы с заданной толщиной стенки, отличающийся тем, что в нем применены рабочие клети ДУО с многоручьевы.ми валками и раскатка каждой гильзы осуществляется на одной длинной оправке одновременно в нескольких клетях.
2.Форма выпо.лпения стана по п. 1, о T;I и ч а ю щ а я с я тем, что совмещение осей калибров в валках последовательно расположенных клетей производится перемещением рабочих валков в станинах по направлению осей валков с помощью двух установочных винтов, связанных между собой механически или электрически.

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| Клеть косовалкового стана | 1975 |
|
SU541514A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОПРАВКИ В ТРУБОПРОКАТНОМ СТАНЕ | 2012 |
|
RU2547050C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| ТРУБОПРОКАТНЫЙ СТАН | 1966 |
|
SU183693A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Способ прокатки труб на раскатном трехвалковом стане косой прокатки | 1957 |
|
SU113579A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |