1
Изобретениз относится к машиностроению и предназначено для автоматизации питания технологического оборудования ориентированными деталями и комплектами деталей.
Известны плоские многорядные кассеты для питания автоматов деталями, называемы также рабочими кассетами. Рабочие кассеты с элементами координации для приема и сохранения положения загружаемых в автомат деталей заполняются деталями из промеж точных кассет гр;11повых ориентирующих устройств - методом совмещения, при котором группы деталей из ориентирующих элементов промежуточной кассеты укладываются в элементы координации рабочей кассеты Промежуточные кассеты заполняют деталями на вйброплошадках. Такая схема заполнения кассет имеет высокую производительностъ.
Однако при автоматизации процесса питания автоматов деталями из кассет плоская многорядная кассета требует два меха ;нзма для подачи находящихся в элементах координации к работай ooife автомата: шаговый механизк( ггподольного перемешения
(вдоль рядов) и щаговый механизм поперечного .пёремещения (поперек рядов) кассеты. Это вызвано тем, что детали расположены Б плоской двухкооршшатной сетке рабочей кассеты.
Примером дальнейщего развития конструкции плоской многорядной кассеты может слу жить рабочая кассета, в которой для йвтоматизации заполнения элементов координации деталями кассета разделена на полосы.
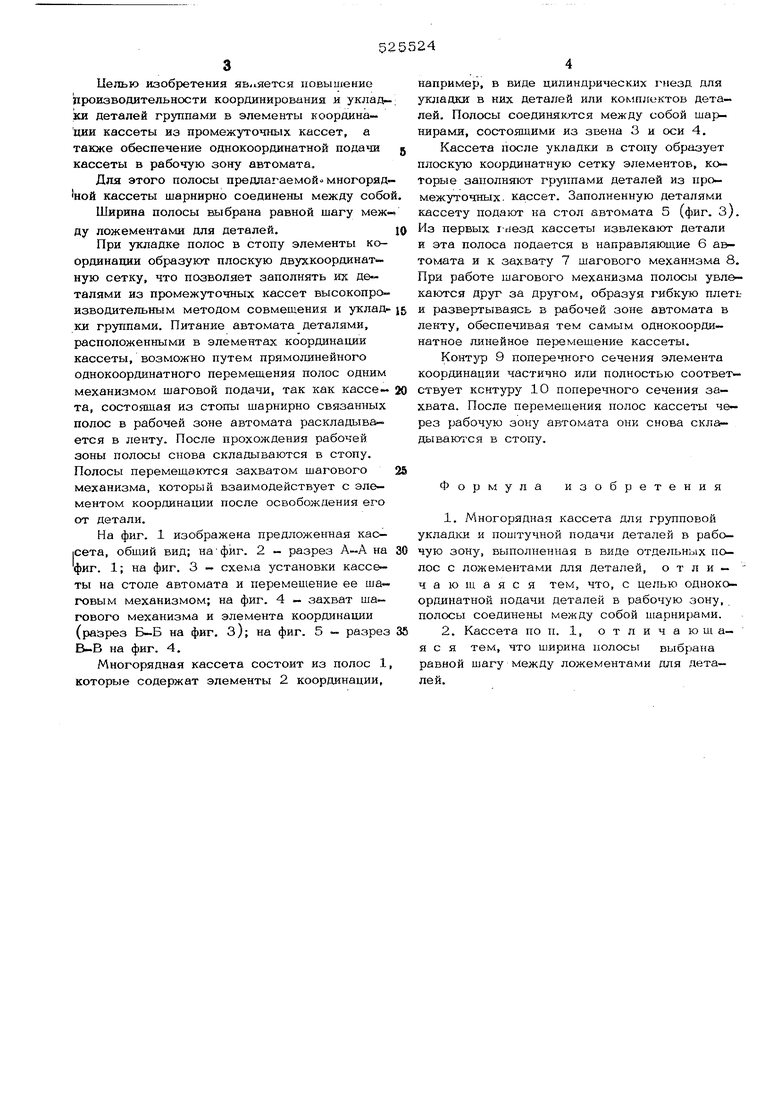
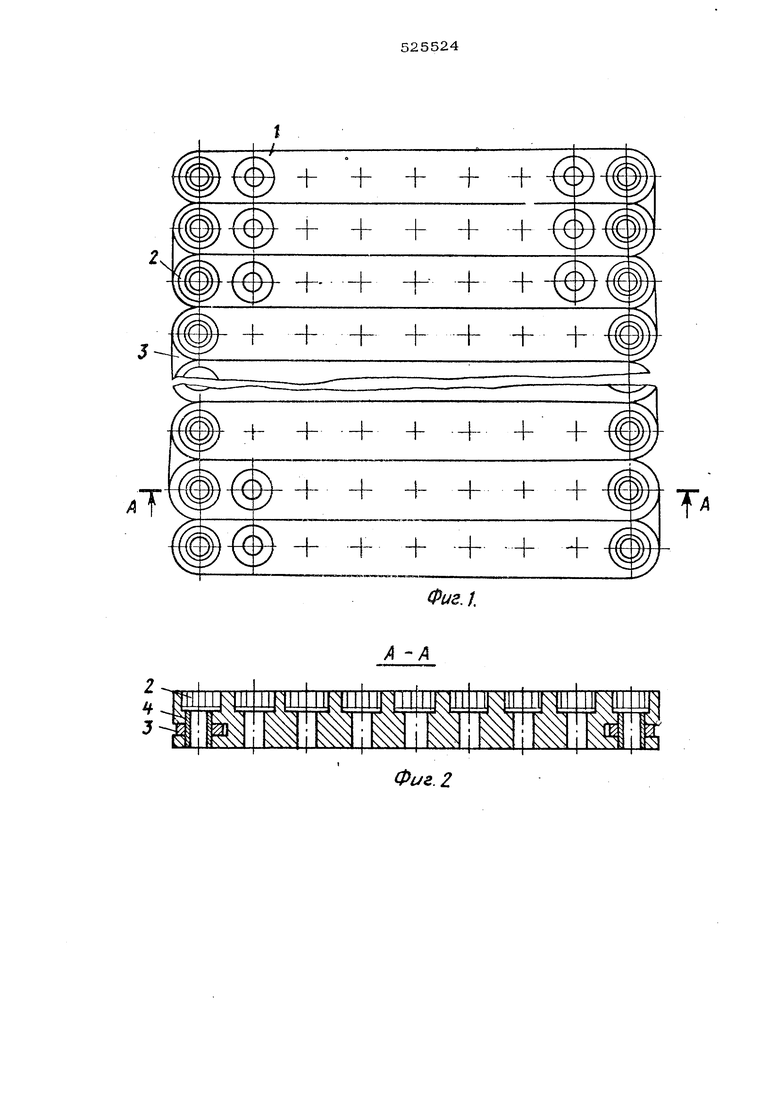
Однако, разделение кассеты на полосы не исключает ппухкоординатного перемеще ния кассеты я необходимых для этого двух механизмов перемещения, так как полосу надо подать на линию заполнения ориентиру юшего элемента деталями и подать полосу для сборки их в плоскую кассету в поддоне. Кроме того, ориентирование и координирование деталей методом последовательной укладки загружаемых деталей в кажШзтй ориентирующий элe(eнт кассеты снижает производитешзность ориектироиапйя и коорш нировання по сратзнению с го, ранее методом сокмсиюния и хкл.чл.ки ле.члей гпуттпами. Целью изобретения яв-1яется повышение производительности координирования и укладки деталей группами в элементы координации кассеты из промежуточных кассет, а также обеспечение однокоординатной подачи кассеты в рабочую зону автомата. Для этого полосы предлагаемой многоряд- ной кассеты шарнирно соединены между собо Ширина полосы выбрана равной шагу между ложементами для деталей. При укладке полос в стопу элементы координации образуют плоскую двухкоординат- кую сетку, что позволяет заполнять их деталями из промежуточных кассет высокопроизводительным методом совмещения и укладг ки группами. Питание автомата деталями, расположенными в элементах координации кассеты, возможно путем прямолинейного однскоординатного перемещения полос одним механизмом шаговой подачи, так как кассе- та, состоящая из стопы шарнирно связанных полос в рабочей зоне автомата раскладывается в ленту. После прохождения рабочей зоны полосы снова складываются в стопу. Полосы перемещаются захватом шагового механизма, который взаимодействует с элементом координации после освобождения его от детали. На фиг. 1 изображена предложенная кас- |Сета, общий вид; на-фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема установки кассеты на столе автомата и перемещение ее шаговым механизмом; на фиг. 4 - захват шагового механизма и элемента координации (разрез Б-Б на фиг. З); на фиг. 5 - разрез 35 В-В на фиг. 4.
Многорядная кассета состоит из полос 1, которые содержат элементы 2 координации.
чающаяся тем, что, с целью однокоординатной подачи деталей в рабочую зону, полосы соединены между собой шарнирами.
2. Кассета по п. 1, отличающаяся тем, что ширина полосы выбрана равной шагу между ложементами для деталей. например, в виде цилиндрических гнезд для уюшдки в них деталей или комплектов деталей. Полосы соединяются между собой шарнирами, состоящими из звена 3 и оси 4. Кассета после укладки в стопу образует плоскую координатную сетку элементов, ко- торые заполняют группами деталей из про- межуточных, кассет. Заполненную деталями кассету подают на стол автомата 5 (фиг. З). з первых г-пезд кассеты извлекают детали и эта полоса подается в направляющие 6 автомата и к захвату 7 шагового механизма 8. При работе шагового механизма полосы увлекаются друг за друг-ом, образуя гибкую плетьи развертываясь в рабочей зоне автомата в ленту, обеспечивая тем самым однокоординатное линейное перемещение кассеты, Контур 9 поперечного сечения элемента координации частично или полностью соответствует контуру 10 поперечного сечения за- хвата. После перемещения полос кассеты че- рез рабочую зону автомата они снова складываются в стопу. Формула изобретения 1. Многорядная кассета для групповой укладки и поштучной подачи деталей в рабочую зону, выполненная в виде отдельных полос с ложементами для деталей, о т л и -
+ + + + +
+ +
ч
Ч-h + + +
+ -+
У + + + + + + +- + 4- + 4- + 4- H- 4- + + H- 4- +
Фиг. 1. ++ +
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорядная кассета | 1980 |
|
SU876363A2 |
| Многорядная кассета | 1979 |
|
SU870062A2 |
| Устройство для укладки изделий в тару | 1987 |
|
SU1446025A1 |
| Загрузочное устройство автоматической линии | 1988 |
|
SU1648730A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |
| Пресс-автомат с вертикальным расположением плоскости разъема штампа | 1977 |
|
SU706258A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автомат для маркировки плоских изделий | 1978 |
|
SU859200A1 |
Z If 3
т
ЩЖ
A -A
S
i
Фиг. 2 вв
бб
пин
Т
в
Фие.5
Фие.
Фиг. 5
