20
(Л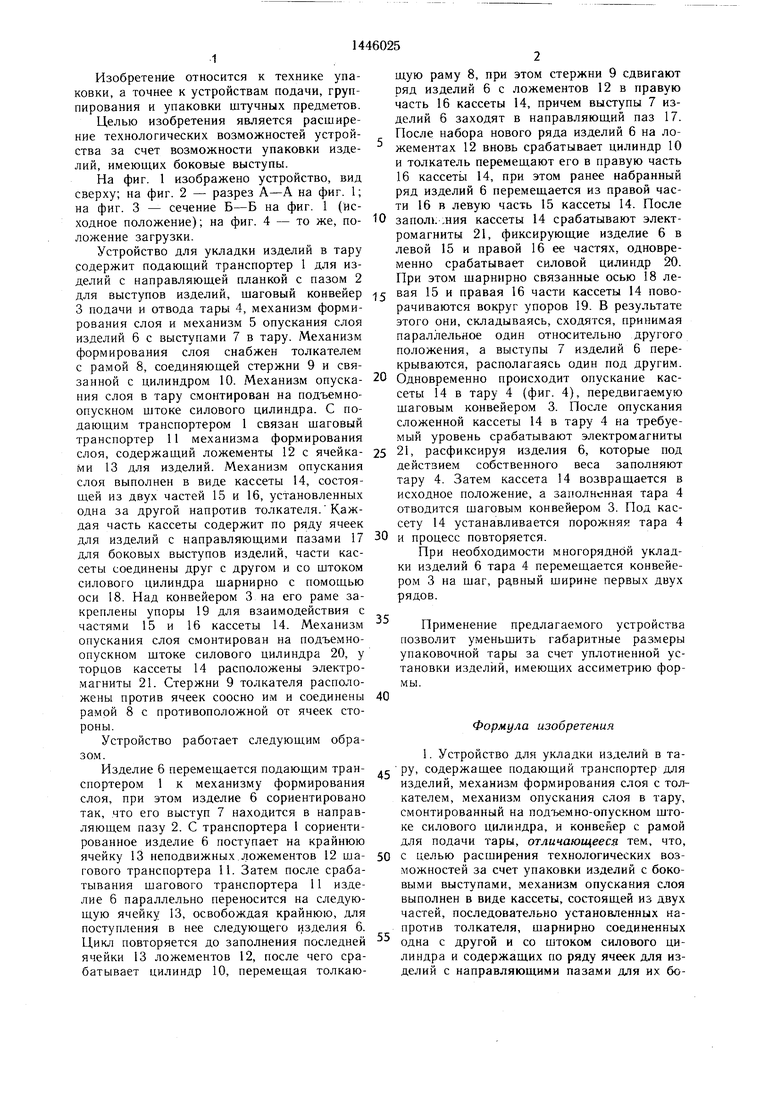
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для укладки мягких легкоповреждаемых изделий в картонную тару | 1990 |
|
SU1830357A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
| Устройство для извлечения изделий из тары | 1983 |
|
SU1296481A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Установка для укладки предметов в тару | 1987 |
|
SU1433852A2 |
| Устройство для укладки цилиндрических изделий в тару | 1980 |
|
SU1006310A1 |
| Устройство для упаковки и укладки пачек сигарет в тару | 1980 |
|
SU943107A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для группирования пакета штучных изделий и укладки его в тару | 1982 |
|
SU1041425A1 |
| Устройство для укладки штучныхиздЕлий B ТАРу | 1979 |
|
SU839866A1 |
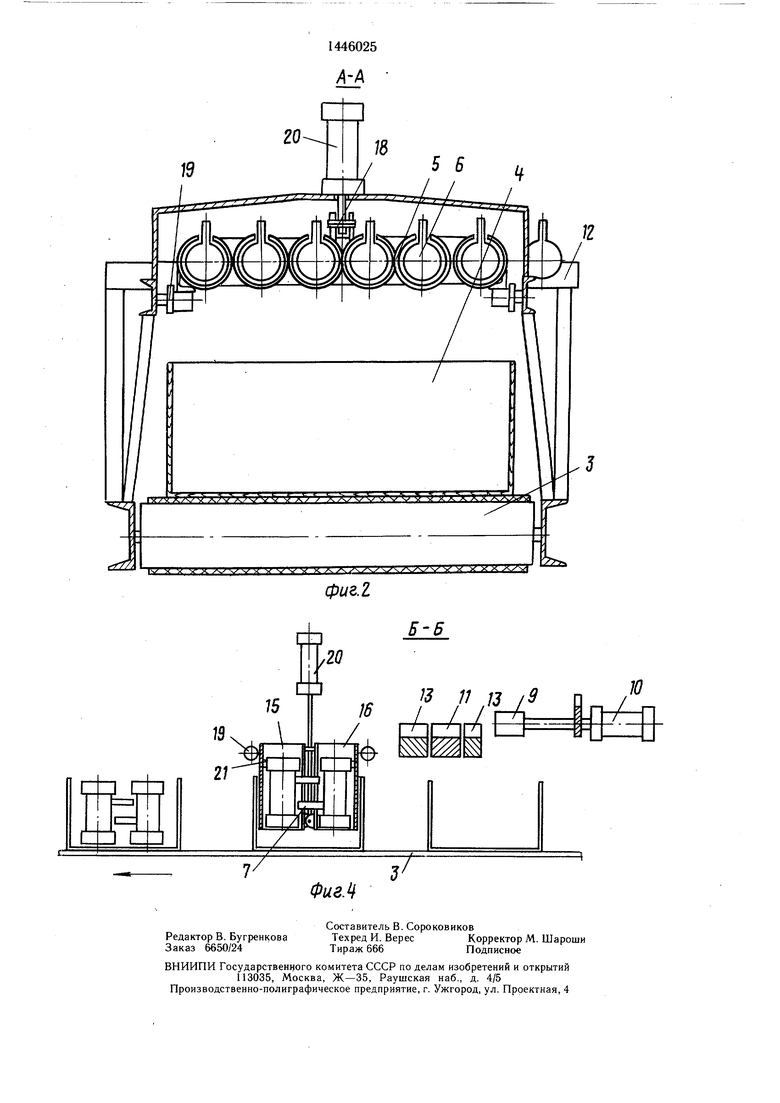
Изобретение относится к упаковочной технике и может быть использовано для упаковки изделий с боковыми выступами. Цель изобретения - расширение технологических возможностей устройства. Изделия 6 с выступами 7 подаются транспортером и толкателем со стержнями 9, устанавливаются в кассету 14 с направляющими пазами. При срабатывании силового цилиндра его шток опускается, кассета взаимодействуя с упорами 19 складывается вокруг оси и опускается в тару 4. Электромагниты 21 освобождают изделия, которые перегружаются в тару. 1 3. п. ф-лы, 4 ил.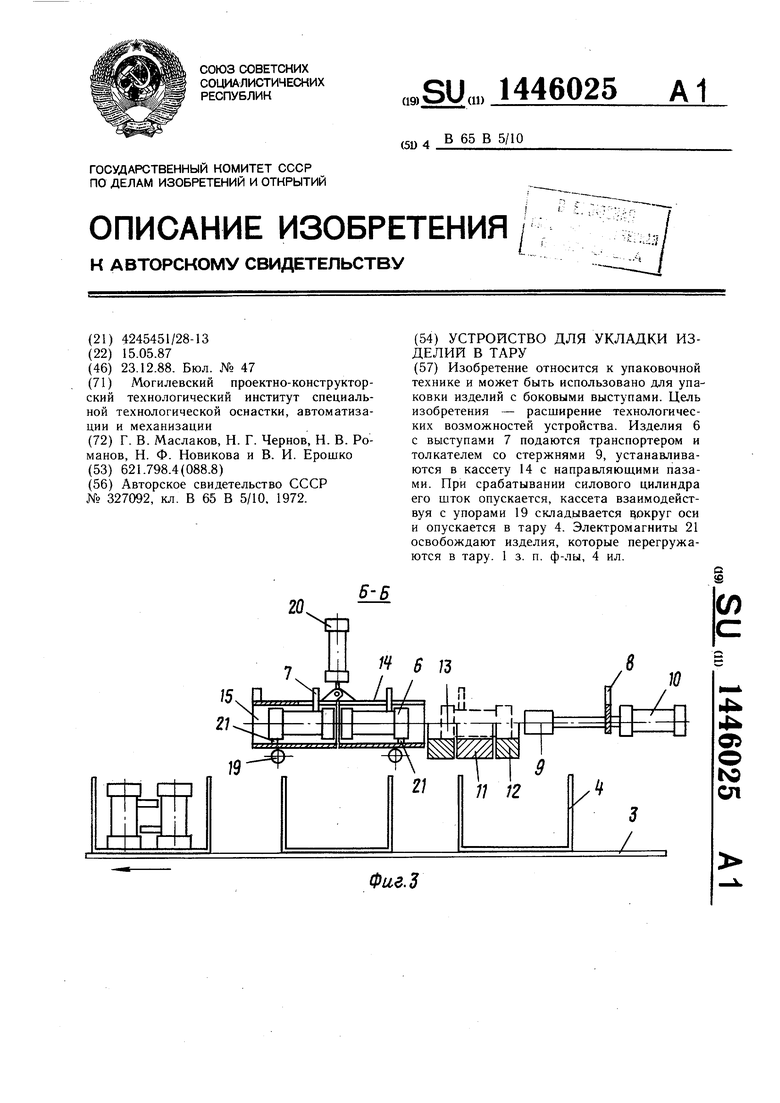
4 4
СП
О
to
ел
Фие.З
щую раму 8, при этом стержни 9 сдвигают ряд изделий 6 с ложементов 12 в правую часть 16 кассеты 14, причем выступы 7 изделий 6 заходят в направляющий паз 17. После набора нового ряда изделий 6 на ложементах 12 вновь срабатывает цилиндр 10 и толкатель перемещают его в правую часть 16 кассеты 14, при этом ранее набранный ряд изделий 6 перемещается из правой части 16 в левую часть 15 кассеты 14. После
Изобретение относится к технике упаковки, а точнее к устройствам подачи, группирования и упаковки штучных предметов.
Целью изобретения является расширение технологических возможностей устройства за счет возможности упаковки изделий, имеющих боковые выступы.
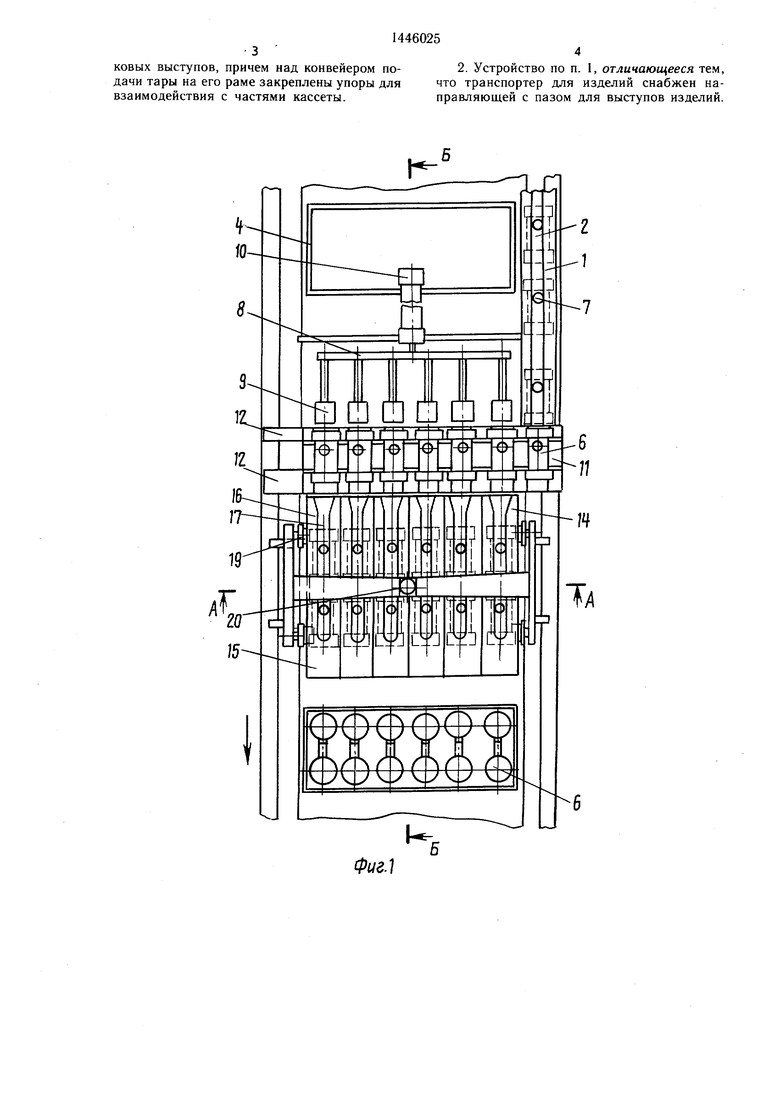
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1 (исходное положение); на фиг. 4 - то же, по- Ю заполк ,ния кассеты 14 срабатывают элект- ложение загрузки.ромагниты 21, фиксирующие изделие 6 в
Устройство для укладки изделий в тару левой 15 и правой 16 ее частях, одновре- содержит подающий транспортер 1 для из- менно срабатывает силовой цилиндр 20. делий с направляющей планкой с пазом 2 При этом шарнирно связанные осью 18 ле- для выступов изделий, щаговый конвейер -15 вая 15 и правая 16 части кассеты 14 пово- 3 подачи и отвода тары 4, механизм форми- рачиваются вокруг упоров 19. В результате рования слоя и механизм 5 опускания слоя этого они, складываясь, сходятся, принимая изделий 6 с выступами 7 в тару. Механизмпараллельное один относительно другого
формирования слоя снабжен толкателемположения, а выступы 7 изделий 6 перес рамой 8, соединяющей стержни 9 и свя-крываются, располагаясь один под другим,
занной с цилиндром 10. Механизм опуска- 20 Одновременно происходит опускание кас- ния слоя в тару смонтирован на подъемно- сеты 14 в тару 4 (фиг. 4), передвигаемую опускном щтоке силового цилиндра. С по- шаговым конвейером 3. После опускания дающим транспортером 1 связан шаговый сложенной кассеты 14 в тару 4 на требуе- транспортер 11 механизма формированиямый уровень срабатывают электромагниты
слоя, содержащий ложементы 12 с ячейка- 25 21, расфиксируя изделия 6, которые под ми 13 для изделий. Механизм опусканиядействием собственного веса заполняют
слоя выполнен в виде кассеты 14, состоящей из двух частей 15 и 16, установленных одна за другой напротив толкателя. Каждая часть кассеты содержит по ряду ячеек
для изделий с направляющими пазами 17 30 и процесс повторяется.
для боковых выступов изделий, части кас-При необходимости многорядной укладсеты соединены друг с другом и со штоком силового цилиндра шарнирно с помощью оси 18. Над конвейером 3 на его раме закреплены упоры 19 для взаимодействия с частями 15 и 16 кассеты 14. Механизм опускания слоя смонтирован на подъемно- опускном щтоке силового цилиндра 20, у торцов кассеты 14 расположены электро- .магниты 21. Стержни 9 толкателя расположены против ячеек соосно им и соединены рамой 8 с противоположной от ячеек стороны.
Устройство работает следующим образом.
Изделие 6 перемещается подающим тран- 5 РУ содержащее подающий транспортер для спортером 1 к механизму формированияизделий, механизм формирования слоя с толслоя, при этом изделие 6 сориентировано так, что его выступ 7 находится в направляющем пазу 2. С транспортера 1 сориентированное изделие 6 поступает на крайнюю ячейку 13 неподвижных ложементов 12 ша- 50 гового транспортера 11. Зате.м после срабатывания шагового транспортера 11 изделие 6 параллельно переносится на следующую ячейку 13, освобождая крайнюю, для поступления в нее следующего изделия 6. Цикл повторяется до заполнения последней ячейки 13 ложементов 12, после чего срабатывает цилиндр 10, перемещая толкаю35
тару 4. Затем кассета 14 возвращается в исходное положение, а заполненная тара 4 отводится шаговым конвейером 3. Под кассету 14 устанавливается порожняя тара 4
ки изделий 6 тара 4 перемещается конвейером 3 на щаг, ра,вный ширине первых двух рядов.
Применение предлагаемого устройства позволит уменьшить габаритные размеры упаковочной тары за счет уплотненной установки изделий, имеющих ассиметрию формы.
40
Формула изобретения 1. Устройство для укладки изделий в такателем, механизм опускания слоя в тару, смонтированный на подъемно-опускном щтоке силового цилиндра, и конвейер с рамой для подачи тары, отличающееся тем, что, с целью расширения технологических возможностей за счет упаковки изделий с боковыми выступами, .механизм опускания слоя выполнен в виде кассеты, состоящей из двух частей, последовательно установленных напротив толкателя, шарнирно соединенных одна с другой и со штоком силового цилиндра и содержащих по ряду ячеек для изделий с направляющими пазами для их бощую раму 8, при этом стержни 9 сдвигают ряд изделий 6 с ложементов 12 в правую часть 16 кассеты 14, причем выступы 7 изделий 6 заходят в направляющий паз 17. После набора нового ряда изделий 6 на ложементах 12 вновь срабатывает цилиндр 10 и толкатель перемещают его в правую часть 16 кассеты 14, при этом ранее набранный ряд изделий 6 перемещается из правой части 16 в левую часть 15 кассеты 14. После
заполк ,ния кассеты 14 срабатывают элект- ромагниты 21, фиксирующие изделие 6 в
21, расфиксируя изделия 6, которые под действием собственного веса заполняют
и процесс повторяется.
тару 4. Затем кассета 14 возвращается в исходное положение, а заполненная тара 4 отводится шаговым конвейером 3. Под кассету 14 устанавливается порожняя тара 4
При необходимости многорядной уклад5
ки изделий 6 тара 4 перемещается конвейером 3 на щаг, ра,вный ширине первых двух рядов.
Применение предлагаемого устройства позволит уменьшить габаритные размеры упаковочной тары за счет уплотненной установки изделий, имеющих ассиметрию формы.
содержащее подающий транспортер для елий, механизм формирования слоя с толФормула изобретения 1. Устройство для укладки изделий в такателем, механизм опускания слоя в тару, смонтированный на подъемно-опускном щтоке силового цилиндра, и конвейер с рамой для подачи тары, отличающееся тем, что, с целью расширения технологических возможностей за счет упаковки изделий с боковыми выступами, .механизм опускания слоя выполнен в виде кассеты, состоящей из двух частей, последовательно установленных напротив толкателя, шарнирно соединенных одна с другой и со штоком силового цилиндра и содержащих по ряду ячеек для изделий с направляющими пазами для их бо1446025
3 4
ковых выступов, причем над конвейером по-2. Устройство по п. 1, отличающееся тем,
дачи тары на его раме закреплены упоры для что транспортер для изделий снабжен на- взаимодействия с частями кассеты.правляющей с пазом для выступов изделий.
Фие.1
фиг.1
20
5 II /5 /V
7/
Фиг.
222
5-5
/
| ВСЕСОЮЗНАЯ ПАТЕИТНО-TEXHH'iE';:БИБЛИОТЕКАО. Я. Пронин | 0 |
|
SU327092A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
