1
Изобретение относится к области изготовления средств защиты органов дыхания человека от вредных для здоровья веществ и предназначено для использовапия его на предприятиях, близких к производству легкой и текстильной промышленности, в частности к изготовлению странгуляторов к противопылевым респираторам.
Известен полуавтомат для сборки страигуляторов к респираторам, содержащий станииу, механизмы протягивания шнура и формирования пластины, распределительный вал с программоносителем, устройство для соединения пластины со шнуром 1.
Известный полуавтомат осуществляет частичную сборку странгуляторов без их покрытия лигатурой. Кроме того, соединение пластины странгулятора с резиновым щнуром производится извеетным полуавтоматом при помощи пробиваемых в пластине двух «усов. Последиие при эксплуатации респираторов вызывают дополнительное давление на иереносицу и раздражение кожи лица.
Целью изобретения является повышение ироизводительности труда путем механизации всего процесса сборки странгуляторов, имеюHj,Hx улучшенные эксплуатационные показатели.
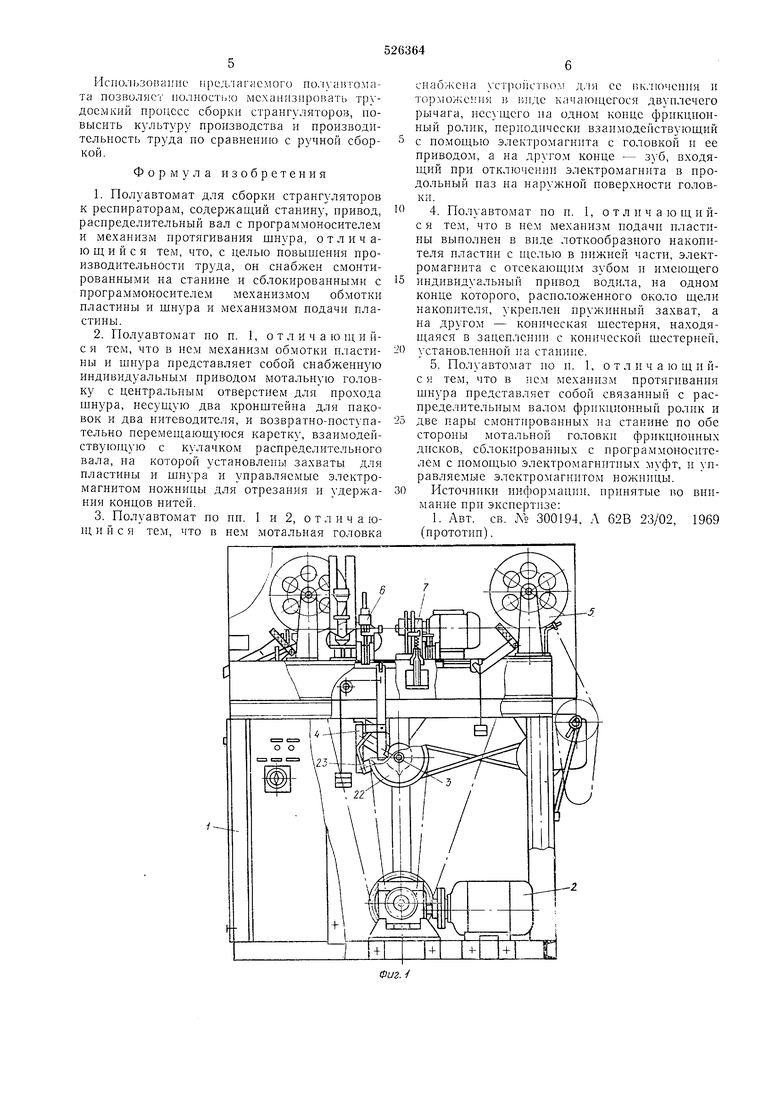
Это достигается тем, что иредлагаемый полуавтомат снабжен смонтированными на стаииие и сблокированными с программоносителе.м механизмом обмотки пластины и шнура и механизмом подачи пластины. Иа фиг. 1 изобралсен предлагаемый полуавтомат, вид спереди; на фиг. 2 - кинематическая схема нолуавто.мата; на фиг. 3 - вид по стрелке А на фиг. 2; па фиг. 4 - техиологическая схема работы полуавтомата; на фиг. 5 - разрез по Б-Б па фиг. 4; на фиг. 6-
вид по стрелке В на фиг. 4.
Полуавтомат представляет собой смонтированный на станине 1 комплекс мехапизмов, состоящий из привода 2, распределительного вала 3 с программоносителем 4, механизма
протягивания шнура 5 в зону обмотки, механизма подачи пластины 6 ц механизма обмотки 7, работающих циклично в автоматическом режиме. Привод 2 состоит из электродвигателя 8,
ременной передачн 9 и редуктора 10 с двумя выходными концами тихоходного вала, на которых посажены звездочки 11 и 12, приводящие через электромагнитные муфты 13 в работу распределительный вал 3 i: механизм
иротягнвания шнура 5.
Распределительный вал 3, связанный цепной передачей 14 с приводом 2, имеет кулачок 15, еооби1,ающий через коромысло 16 возвратио-ноступательпое движение каретке 17
механизма обмотк 7, шкив 18 для привода
фрикционно работающего устройства 19 для разматывания бунта 20 с гибким шнуром 21, набор сегментов 22, работающих с бесконтактными выключателям 23 нрограммоносителя 4. Механизм протягивания шнура 5 снабжен двумя приводными дисками 24, получающими посредством цепной передачи 25 вращение от звездочки И, нривода 2, двумя роликами 26, прижимающими гибкий щнур 21 к приводным дискам 24. Для отрезки куска шнура мерной длины в конце процесса сборки странгулятора механизм протягивания шнура 5 имеет нож- . ницы 27, установленные перед лотком 28 для подачи странгулятороБ в тару и работающие от электромагнита 29.
Механизм подачи пластины 6 в зону обмотки состоит из лоткообразного накопителя 30 для пластнн 3 с щелью в нижней своей части, электромагнита с отсекающим зубом 32, установленным напротив щели наконителя ЗО, водила 33, имеющего на одном конце пружинный захват для пластины, а на другом - коническую шестерню, взаимодействующую с другой конической шестерней, установленной на вертикальном валу на станине 1, приводимого в движение от индивидуального нривод,а (исполнительного механизма 34).
Механизм обмотки 7 имеет мотальную головку 35 с центральным отверстием для прохода через нее гибкого шнура 21, несущую два кронштейна 36 для паковок с нитью и два нитеводителя 37, приводимую во вращение от индивидуального привода 38 посредством устройства 39 для включения и торможения головки. Устройство 39 выполнено в виде качающегося двуплечего рычага 40, смонтированного на станине 1, несущего на одном конце фрикционный ролик 41, периодически взаимодействующий с мотальной головкой 35 и приводом 38 посредством электромагнита 42, а на другом конце - зуб 43, входящий нри отключении электромагнита 42 в продольный паз 44 на наружной поверхности головки.
Для совместного удерживания пластины и гибкого шнура при их обмотке головка 35 снабжена установленными на подвижной каретке 17 двумя захватами 45 с нриводом от электромагнитов 46, а для отрезки и удерживания концов нитей, сматывающихся с наковок, двумя работающими от электромагнитов 47 ножницами 48 с зажимными губками. Управление работой установленных в механизмах электромагнитов осуществляется программоносителем.
При работе полуавтомата устройство 19 своим роликом фрикционно воздействует на бунт 20, разматывая его и образуя петлю щнура необходимой длины, формирование которой обуславливается возможностью растягивания гибкого шнура при малом времени протяжки в зону обмотки.
Диски 24, получающие при помощи цепной передачи 25 вращение и взаимодействующие
4ef)c;j прижимные ро.1ики 26 с гибким шнуром, coo6Hi;aioi шнуру движение и нротягивают его через мотальную го.ювку 35. Одновременно с протягиванием шнура срабатывает электромагнит с отсекающим зубом 32, при помощи которого пластина выталкивается из щели накопителя 30 в пружинный захват водила 33. Последнее приводится в движение от исполнительного механизма 34 и, новорачиваясь на требуемый угол, подает пластипу в зону обмотки. После протяжения шнура и нодачи пластины срабатывают электромагниты 46, сводящие губки захватов 45, совместно зажимающих шнур и концы пластины, и исполнительный механизм 34 возвращает водило 33 в исходное положепие. Пачинается совместная обмотка пластины и гибкого шнура нитяной лигатурой. Мотальная головка 35, получающая вращение от индивидуального
привода 38, подключается в работу при включении электромагнита 42, поворачивающего рычаг 40 с фрикционным роликом 41 устройства 39, обеспечивающим связь головки с приводом.
Паковки с нитью, закрепленные на кронщтейнах 36 мотальной головки 35, совершают вращательное движение, и нити, нропущенные через нитеводители 37, обматывают пластину и шнур. Одновременно с началом вращения мотальной головки 35 от кулачка 15 распределительного вала 3 через коромысло 16 приводится в возвратно-ностунательное движение каретка 17, несущая захваты 45 с зажатыми пластинами и щнуром, в результате чего обеспечивается крестовая обмотка по длине пластины в два слоя.
При возвращении каретки 17 в исходное положение происходит одновременный ее останов и отключение электромагнита 42. Рычаг 40 с роликом 41 поворачивается, связь между мотальной головкой 35 и приводом 38 нарушается и головка останавливается, фиксируясь в нужном положении за счет ввода зуба 43, имеющегося на противоноложном к
ролику конце рычага, в паз 44 головки. Фиксация головки 35 необходима для того, чтобы ее нитеводители 37 ориентировали нити относительно зева ножниц 48. После остановки и фиксации мотальной головки включаются
электромагниты 47, и ножницы 48 отрезают нити, удерживая их концы в своих зажимных губках. Сборка странгулятора закончена. По сигналу с программоносителя 4 захваты 45 при помощи электромагнитов 46 разжимаются, включается в работу механизм протягивания шнура 5 и обмотанная нитью совместно с гибким шнуром пластина удаляется из рабочей зоны. После прохождения пластины через конечный приводной диск 24 механизм
протягивания шнура 5 останавливается, включается электромагнит 29 привода ножниц 27, и резиновый шнур необходимой длины отрезается. Собранный таким образом странгулятор по лотку 28 сползает в производственнуг
тару.
Использование нредлагисмого полуавтомата позволяет иолностъю механизировать трудоемкий процесс сборки странгуляторов, повысить культуру производства и производительность труда по сравнению с ручной сборкой.
Формула изобретения
1.Полуавтомат для сборки странгуляторов
к респираторам, содержащий станину привод, распределительный вал с программоносителем и механизм протягивания шнура, отличающийся тем, что, с целью повышения производительности труда, он снабжен смонтированными на станине и сблокированными с программоносителем механизмом обмотки пластины и шнура и механизмом подачи пластины.
2.Полуавтомат но п. 1, отличаю щ и йс я тем, что в нем механизм обмотки нластипы и шнура представляет собой снабженную индивидуальным приводом мотальную головку с центральным отверстием для прохода шнура, несущую два кронштейна для паковок и два нитеводителя, и возвратно-поступательно перемешающуюся каретку, взаимодействующую с кулачком распределительного вала, па которой установлены захваты для пластины и шнура и управляемые электромагнитом ножницы для отрезания и удержания концов нитей.
3.Полуавтомат по пн. 1 и 2, отличающ и и с я тем, что в нем мотальная головка
снабжена ycTpoiicTBo.i для ее иключения и торможения }( виде качающегося двуплечего рычага, несущего па одном конце фрикционный ролик, периодически взаимодействующий с помощью электромагнита с головкой и ее приводом, а на другом конце - зуб, входящий при отключении электромагнита в продольный паз на нарулшой новерхности головки.
4.Полуавтомат по п. 1, отличающийс я тем, что в нем механизм подачи пластины выполнен в виде лоткообразного накопителя пластин с щелью в нижней части, электромагнита с отсекающим зубом и имеющего индивидуальный привод водила, на одном конце которого, расположенного около щели накопителя, укреплен пружинный захват, а на другом - коническая шестерня, находящаяся в зацеплении с конической шестерней, установленной на станине.
5.Полуавтомат по п. 1, о т л и ч а ю щ и йс я тем, что в нем механизм протягивания шнура представляет собой связанный с распределительным валом фрикционный ролик и две пары смонтированных на станине по обе стороны мотальной головки фрикционных дисков, сблокированных с программоносителем с немощью электромагнитных муфт, и управляемые электромагнитом ножницы.
Источники информации, принятые во внимание нри экспертизе:
1. Авт. св. До 300194. Л 62В 23/02, 1969 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ СТРАНГУЛЯТОРОВ К РЕСПИРАТОРАМ | 1971 |
|
SU300194A1 |
| Уточно-мотальный печаточный автомат | 1959 |
|
SU130379A1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| Мотальная головка | 1958 |
|
SU120429A1 |
| Способ получения карбида кремния | 1988 |
|
RU177312C |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Устройство для прокладывания горизонтальных уточных нитей к основовязальной машине | 1972 |
|
SU494881A3 |
| Перемоточная машина для наработки стоговидных паковок | 1976 |
|
SU772965A1 |
| Механизм подачи уточной нити к зажимному прокладчику на ткацком станке | 1982 |
|
SU1048010A1 |

