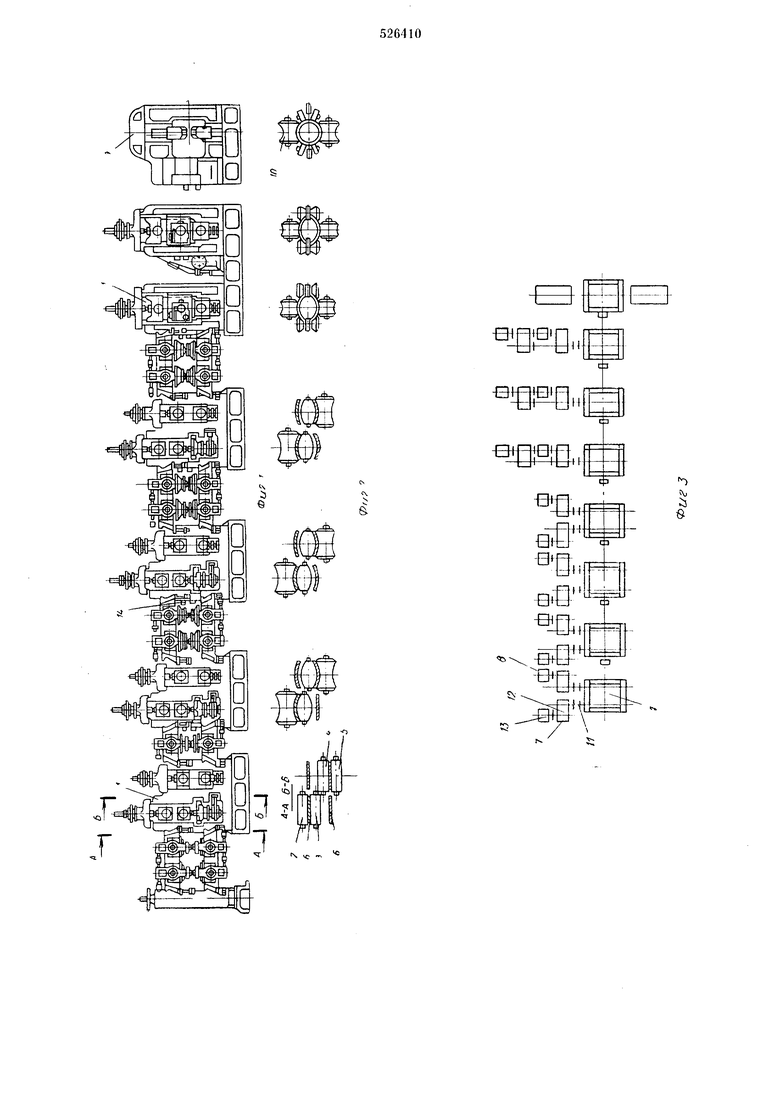
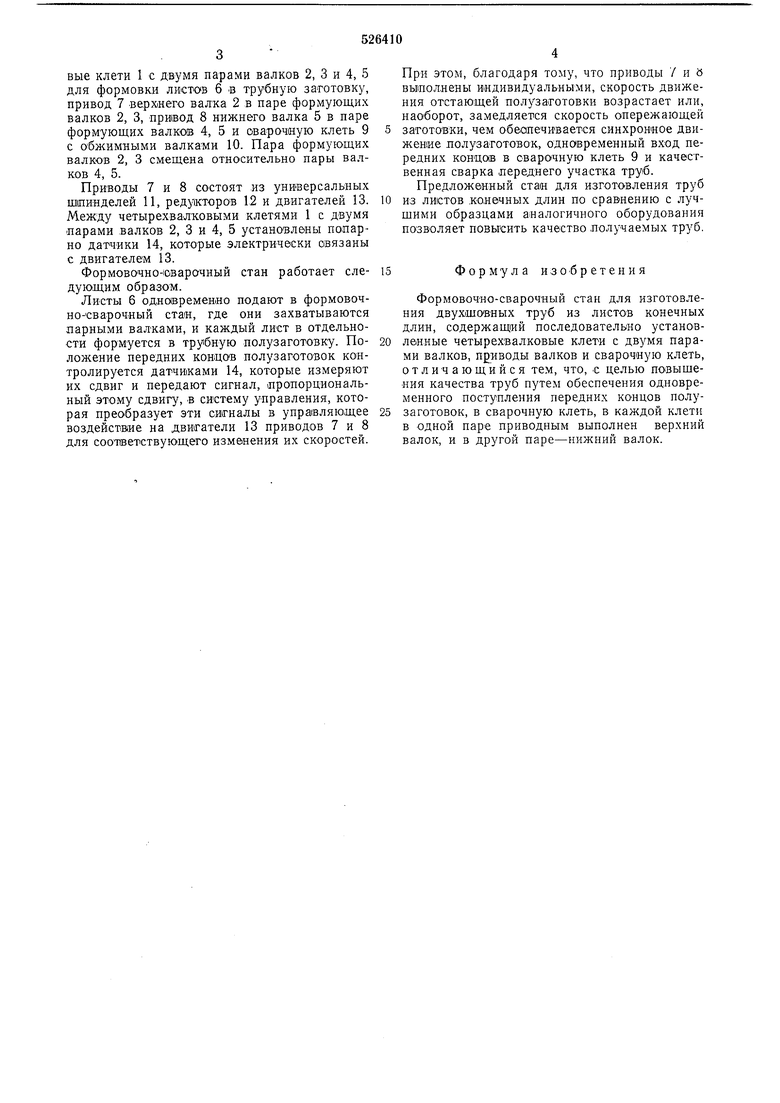
вые клети 1 с двумя парами валков 2, 3 и 4, 5 для формовки листов 6 В трубную заготовку, привод 7 верхнего ваяка 2 в паре формующих валков 2, 3, привод 8 нижнего валка 5 в паре формующих валков 4, 5 и сварочную клеть 9 с обжимньши валка-ми 10. Пара формующих валков 2, 3 смещена относительно пары валков 4, 5.
Приводы 7 и 8 состоят .из универсальных шпинделей И, редукторов 12 и двигателей 13. Между четырехвалковыми клетями 1 с двумя парами валков 2, 3 и 4, 5 установлены попарно датчики 14, которые электрически связаны с двигателем 13.
Формовочно-юварочный стан работает еледующим образом.
Листы 6 однавременио подают в формовочно-сварочиый стая, где они захватываются парными валками, и каждый лист в отдельности формуется в трубную полузаготовку. Положение передних концов полузаготовок контролируется датчиками 14, которые измеряют их сдвиг и передают сигнал, пропорциональный этому сдвигу, в систему управления, которая преобразует эти сигналы в управляющее воздействие на двигатели 13 приводов 7 и 8 для соответствующего изменения их скоростей.
При этом, благодаря тому, что приводы / и вьшолнены индивидуальными, скорость движения отстающей полузатотовки возрастает или, наоборот, замедляется скорость опережающей заготовки, чем обеапечивается синхронное движение полузатотовок, одновременный вход передних концав в сварочную клеть 9 и качественная сварка переднего участка труб.
Предложенный стан для изготовления труб из листов .конечных длин по сравнению с лучшими образцами аналогичного оборудования позволяет повысить качество получаемых труб.
Формула изОбретения
Формовоч-но-сварочный стан для изготовления двух)шовных труб из листов конечных длин, содержащий последовательно установленные четырехвалковые клети с двумя парами валков, приводы валков и сварочную клеть, отличающийся тем, что, с целью П01вышения качества труб путем обеспечения одновременного поступления передних концов полузаготовок, в сварочную клеть, в каждой клети в одной паре приводным выполнен верхний валок, и в другой паре-нижний валок.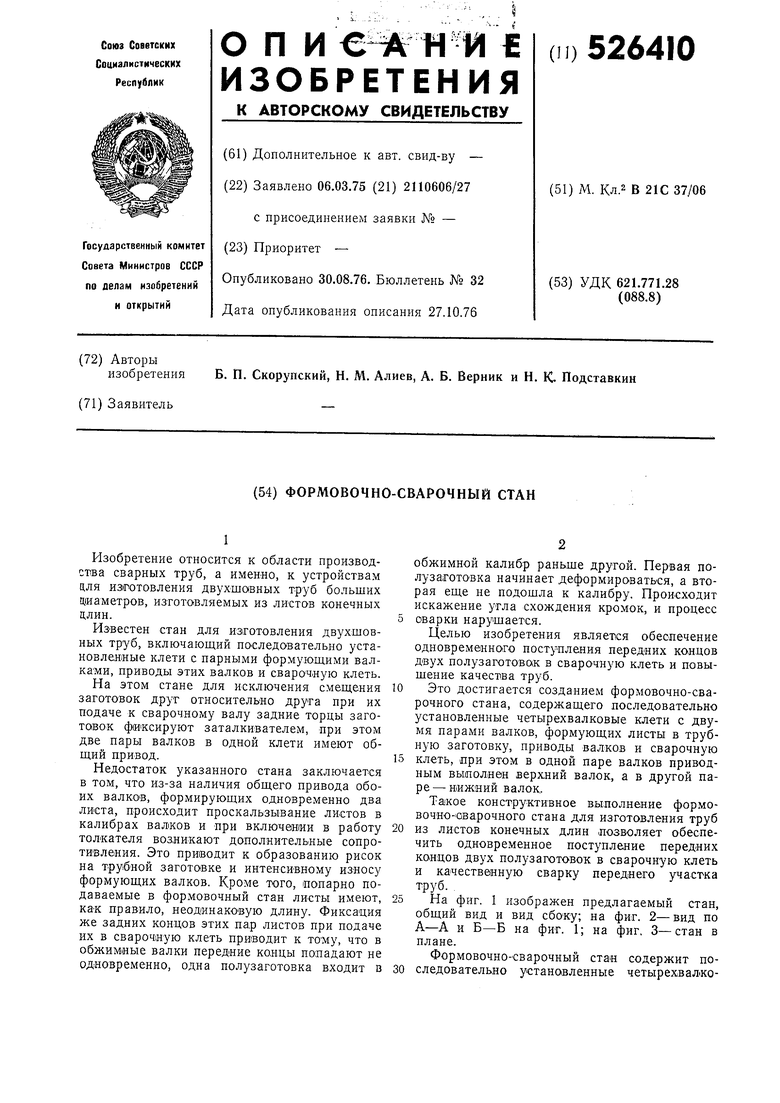
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочно-сварочный стан для изготовления прямошовных труб | 1986 |
|
SU1291228A1 |
| Формовочный стан | 1973 |
|
SU490523A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ изготовления сварных прямошовных труб | 1974 |
|
SU504578A1 |
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1973 |
|
SU363535A1 |
| Способ производства сварных прямошовных труб | 1975 |
|
SU555932A1 |