(21)4660675/27
(22)10.03.89
(46) 15.09.91. Бюл. № 34
(72) П. М. Финагин, И. Н. Потапов,
В. В. Горбунов, С. В. Самусев,
В. Б. Фурманов, В. К- Гулый,
В. А. Рыков, В. А. Кузьменко,
В. М. Павленко, В. П. Майбродский
и А. М. Епишев
(53)621.714.21(088.8)
(56)Авторское свидетельство СССР № 1353548, кл. В 21 С 37/06, 1986.
(54)СТАН ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ
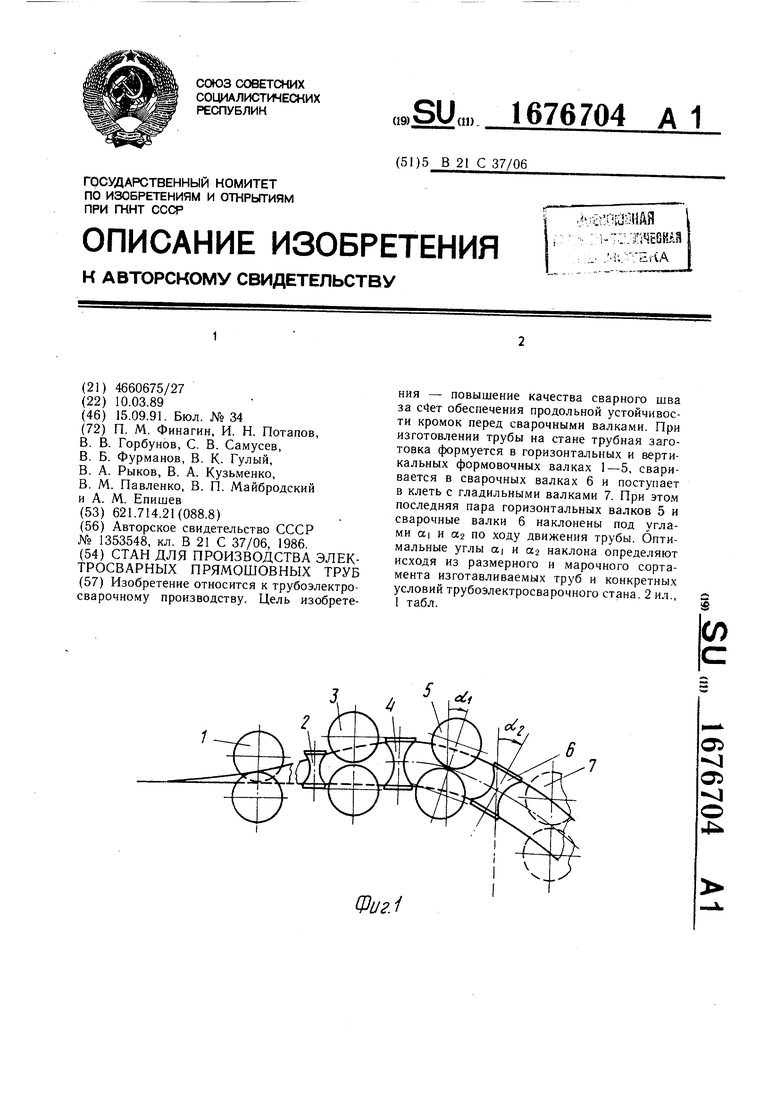
(57)Изобретение относится к трубоэлектро- сварочному производству. Цель изобретения - повышение качества сварного шва за счет обеспечения продольной устойчивости кромок перед сварочными валками. При изготовлении трубы на стане трубная заготовка формуется в горизонтальных и вертикальных формовочных валках 1-5, сваривается в сварочных валках 6 и поступает в клеть с гладильными валками 7. При этом последняя пара горизонтальных валков 5 и сварочные валки 6 наклонены под углами 2| и сс2 по ходу движения трубы. Оптимальные углы си и аг наклона определяют исходя из размерного и марочного сортамента изготавливаемых труб и конкретных условий трубоэлектросварочного стана. 2 ил., 1 табл.
(/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU774663A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Стан для производства электросварных прямошовных труб | 1986 |
|
SU1391754A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
05 1
СЭ
Фиг.1
Изобретение относится к трубоэлектро- сварочному производству, точнее к устройствам для производства труб. Наиболее эффективно может быть использовано при производстве тонкостенных прямошовных труб с отношением .
Цель изобретения - повышение качества сварного шва за счет обеспечения продольной устойчивости кромок перед сварочными валками.
Поставленная цель достигается тем, что в стане для производства электросварных прямошовных труб, содержащем ряд последовательно установленных чередующихся формовочных горизонтальных и вертикальных валков, сварочные валки и валки гладильной клети, последняя пара формовочных горизонтальных валков и сварочные валки установлены с наклоном по ходу движения трубы, при этом угол наклона каждой из них определяют по формуле
ai
0,2
где oci - угол наклона последней пары формовочных горизонтальных валков, град.; «2 - угол наклона сварочных валков,
град.;
х - расстояние между последней парой формовочных горизонтальных валков и валков гладильной клети, мм;
xi - расстояние между сварочными валками и валками гладильной клети, мм;
/ - длина участка, мм, на котором труба изогнута по криволинейной оси сварки,
а угол наклона сварочных валков составляет 1-8°.
Такое конструктивное выполнение стана для производства электросварных прямошовных труб с отношением позволяет регулировать в процессе работы устойчивое положение кромок (без гофрообразова- ния) на участке последняя формовочная клеть - сварочная клеть, а также регулировать точное совмещение кромок, что повышает качество сварного шва.
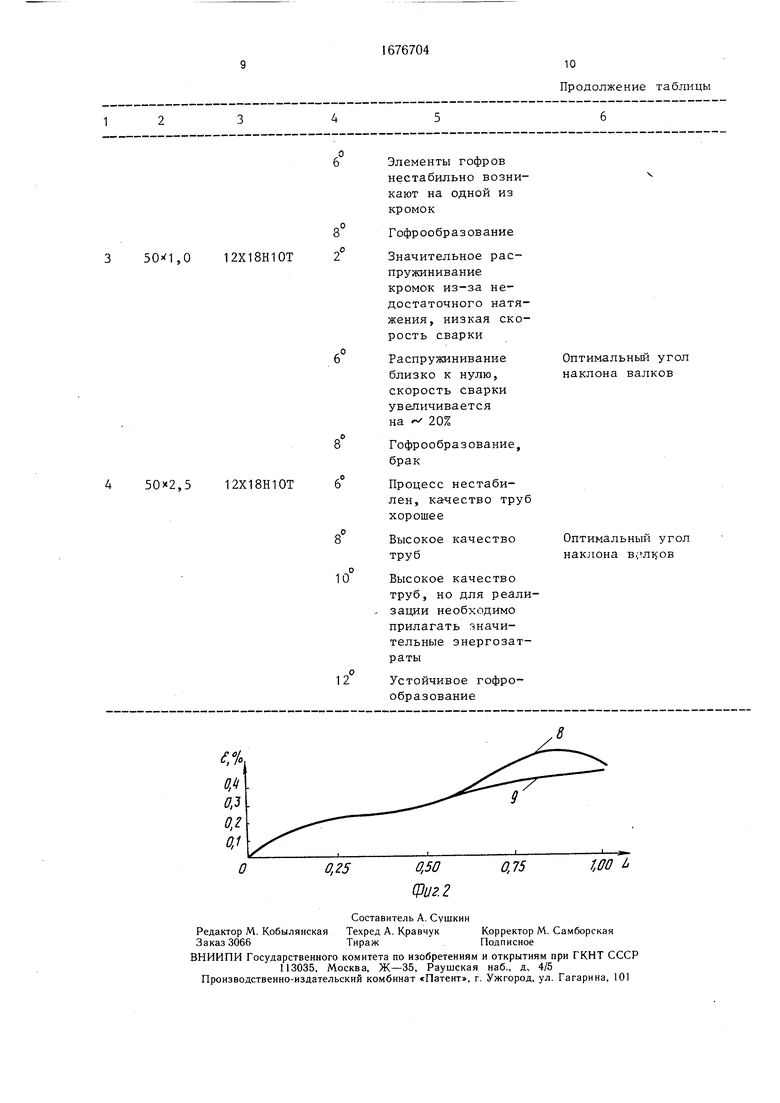
Это достигается тем, что для исключения потери продольной устойчивости на указанном участке заготовке придают плавный изгиб наклоном последней пары формовочных горизонтальных и сварочных валков по ходу движения заготовки. В результате изменения траектории движения кромок вместо резкого растяжения кромок с последующим их сжатием получают плавное, значительно меньшее удлинение кромок на указанном участке без их сжатия, что устраняет гоф- рообразование или смещение кромок.
Для определения предельных углов наклона осей последней пары формовочных горизонтальных и сварочных валков трубную заготовку схематизируют как балку, жестко закрепленную в предпоследней паре формовочных вертикальных валков и нагружен- ную некоторой силой в валках гладильной клети. Величину максимального прогиба в гладильной клети определяют по формуле
F/3
w
ЗЕТ
где F - действующая сила; / -длина участка изгиба; Е - модуль Юнга;
1 - момент инерции поперечного сечения трубной заготовки относитель- но вертикальной оси гладильной
клети.
Угол наклона поперечного сечения трубной заготовки под действием силы определяют по формуле
/ч Ft 1-2 /2
а.(Х) - (х -i ),
где х - длина участка изгиба от валков гладильной клети до сечения. Величину F/EJ можно определить через величину прогиба w. Зная, что максимальный прогиб не должен превышать 1,5 диаметра, максимальное значение величины F/EJ определяют
F Зда 3x,5d Т3
Таким образом, максимальный угол наклона поперечного сечения трубной заготовки
35
а(х)
, .2
7Т2
Взаимосвязь углов наклона двух сечений трубной заготовки выражается зависимостью
«(,) (,2-/2) -/2
а(2) . (J-/2)
- 2
.С2
xz L
5
0
5
гдеос(1) -угол наклона поперечного сечения трубной заготовки в последней паре формовочных горизонтальных валков, установленной на расстоянии х от валков гладильной клети;
а(2) - УГОЛ наклона поперечного сечения трубной заготовки в сварочных валках, установленных на расстоянии Х2 от валков гладильной клети.
При этом углы наклона поперечных сечений трубной заготовки на участке последняя пара формовочных валков - сварочные валки равны углам наклона осей указанных валков.
Таким образом, взаимосвязь углов наклона осей указанных валков выражается той же зависимостью
« - Р
а.2
где ai - угол наклона последней пары формовочных горизонтальных валков, град.;
«2 - угол наклона сварочных валков, град.
При определении угла наклона последней пары формовочных и сварочных валков необходимо учитывать, что оптимальные углы наклона сварочных валков определяют в пределах I-8°, так как при угле, меньшем 1°, указанный эффект не достигается, а при угле, большем 8°, неизбежен прогиб трубы, вызывающий излом шва.
При анализе известных технических решений не обнаружены решения со сходными признаками, следовательно, предложенный стан соответствует критерию «существенные отличия.
На фиг. 1 изображено схемное расположение стана для производства прямо- шовных труб; на фиг. 2 - распределение деформации кромки (продольной) на участке последняя пара формовочных валков - сварочные валки.
Стан для производства электросварных прямошовных труб состоит из ряда чередующихся формовочных горизонтальных и вертикальных валков 1-5, в том числе предпоследней пары формовочных вертикальных валков 4, последней пары формовочных горизонтальных валков 5, сварочных валков 6 и валков гладильной клети 7.
Последняя пара формовочных горизой- тальных валков 5 и сварочные валки 6 установлены с наклоном в направлении движения трубной заготовки, причем соотношение этих углов определяют зависимостью
х-I
« «2
- 12
F-F
где ai
/
угол наклона последней пары формовочных горизонтальных валков, град.;
сс2-угол наклона сварочных валков, град.;
длина участка, на котором труба изгибается (от предпоследней пары формовочных вертикальных валков до валков гладильной клети), мм; х - расстояние между последней парой формовочных горизонтальных валков и валков гладильной клети, мм;
хч - расстояние между сварочными валками и валками гладильной клети, мм.
При этом угол «9 наклона сварочных валков изменяется в пределах 1-8°. Валки гладильной клети 7 расположены вертикально, но опущены на величину, необходимую
для поддержания возникающего прогиба заготовки.
Исходную полосу формуют в ряде чередующихся вертикальных и горизонтальных валков 1-5 в трубную заготовку, сваривают кромки последней в сварочных валках 6, при этом валки гладильной клети 7 стабилизируют процесс сварки. Наклон последней пары формовочных горизонтальных валков 5 и сварочных валков 6 возрастает по ходу направления движения заготовки, вызывая неизбежный ее прогиб выпуклостью в сторону сварного шва. Вследствие этого вместо растяжения кромок, образующихся при изготовлении труб без продольного изгиба, 5 максимальная величина прогиба получается в валках гладильной клети, однако величина не должна превышать 1.5-2 диаметра трубы, так как может возникнуть излом сварного шва.
Например, в типовом стане «20 -- 76 ° для формовки и сварки труб диаметром 10-76 мм расстояния х и х% между последней парой формовочных горизонтальных валков и валками гладильной клети и между сварочными валками и валками гладильной 5 клети, а также длина участка, на котором изгибается заготовка, выбраны следующими: ,6 м, ,4 м, ,8 м.
Для настройки стана на формовку и сварку труб диаметром 10-76 мм указанные валки должны быть наклонены под углом 0 и .
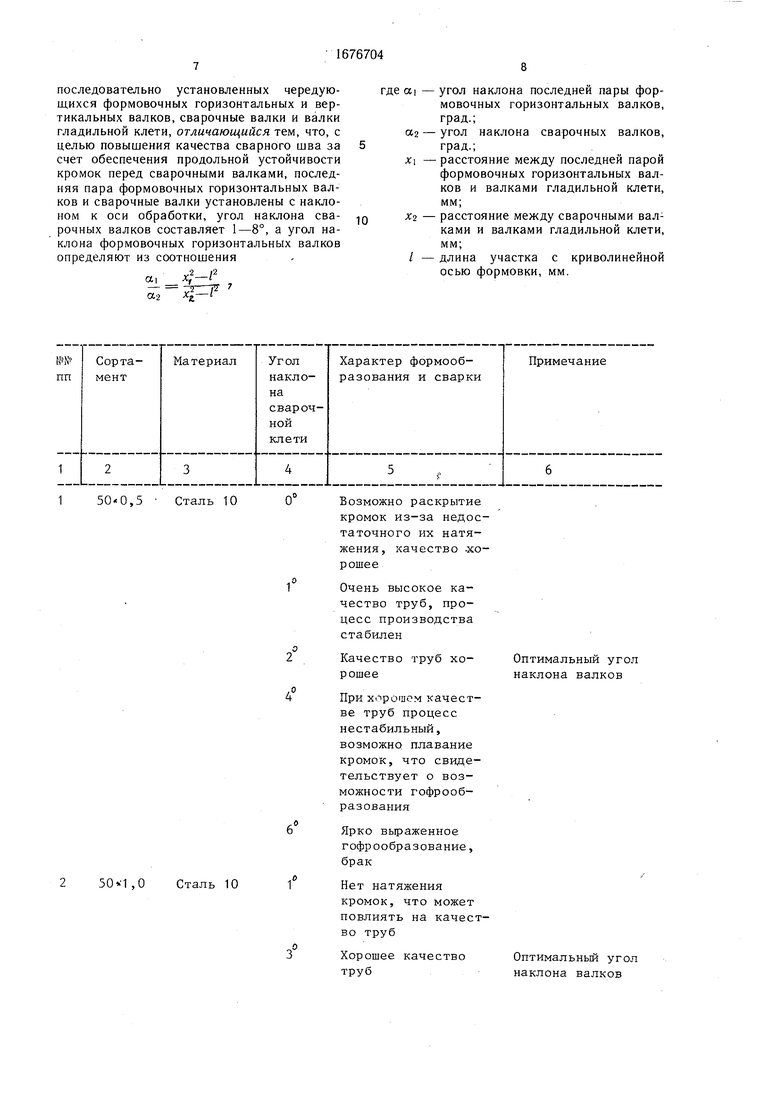
Результаты исследования процессов формовки и сварки на указанном стане приведены в таблице.
Формовались и сваривались заготовки из стали Ю размерами 50X0,5 и ,0 мм, 5 из стали 12Х18Н80Т размерами 50Х КО и 50X2,5.
Устранение гофрообразования достигается в зависимости от угла наклона сварочных валков. Причем наклон валков менее 1° не оказывает влияния на достижение эффекта, а оптимальные углы наклона для различного сортамента и марки материала выбирают в пределах 1-8°.
Например, при сварке труб из менее пластичных материалов (12X18HIOT) и с боль- 5 шей толщиной стенки 1,0-2,5 оптимальный угол наклона сварочных валков приближается к 8°.
Использование изобретения позволяет повысить качество сварного шва за счет устранения гофрообразования вследствие 0 устранения потери устойчивости кромок заготовок и смещения кромок перед сварочными валками.
В результате повышается выход годного за счет снижения брака при производстве труб.
Формула изобретения
Стан ал я производства электросварных прямошовных труб, содержащий ряд
0
5
последовательно установленных чередующихся формовочных горизонтальных и вертикальных валков, сварочные валки и валки гладильной клети, отличающийся тем, что, с целью повышения качества сварного шва за счет обеспечения продольной устойчивости кромок перед сварочными валками, последняя пара формовочных горизонтальных валков и сварочные валки установлены с наклоном к оси обработки, угол наклона сварочных валков составляет 1-8°, а угол наклона формовочных горизонтальных валков определяют из соотношения
,5 Сталь 10
50vl,0 Сталь 10
Возможно раскрытие кромок из-за недостаточного их натяжения, качество -хорошее
Очень высокое качество труб, процесс производства стабилен
Качество труб хорошее
При хорошем качестве труб процесс нестабильный, возможно плавание кромок, что свидетельствует о возможности гофрооб- разования
Ярко выраженное гофрообразование, брак
Нет натяжения кромок, что может повлиять на качество труб
Хорошее качество труб
где ai - угол наклона последней пары формовочных горизонтальных валков, град.;
«г - угол наклона сварочных валков, град.;
х - расстояние между последней парой формовочных горизонтальных валков и валками гладильной клети, мм;
х,ч - расстояние между сварочными валками и валками гладильной клети, мм;
/ - длина участка с криволинейной осью формовки, мм.
Оптимальный угол наклона валков
Оптимальный угол наклона валков
,012Х18Н10Т
50x2,5 12Х18Н10Т
12
О
10 Продолжение таблицы
6
Оптимальный угол наклона валков
Оптимальный угол наклона волков
1,00 Ь
