11
Изобретение относится к производству электросварньпс труб, а точнее к производству электросварных труб малого диаметра из непрерывной полосы, и наиболее эффективно может быть использовано на станах с двумя и более параллельными линиями формовки.
Цель изобретения - повышение производительности и увеличение выхода годного.
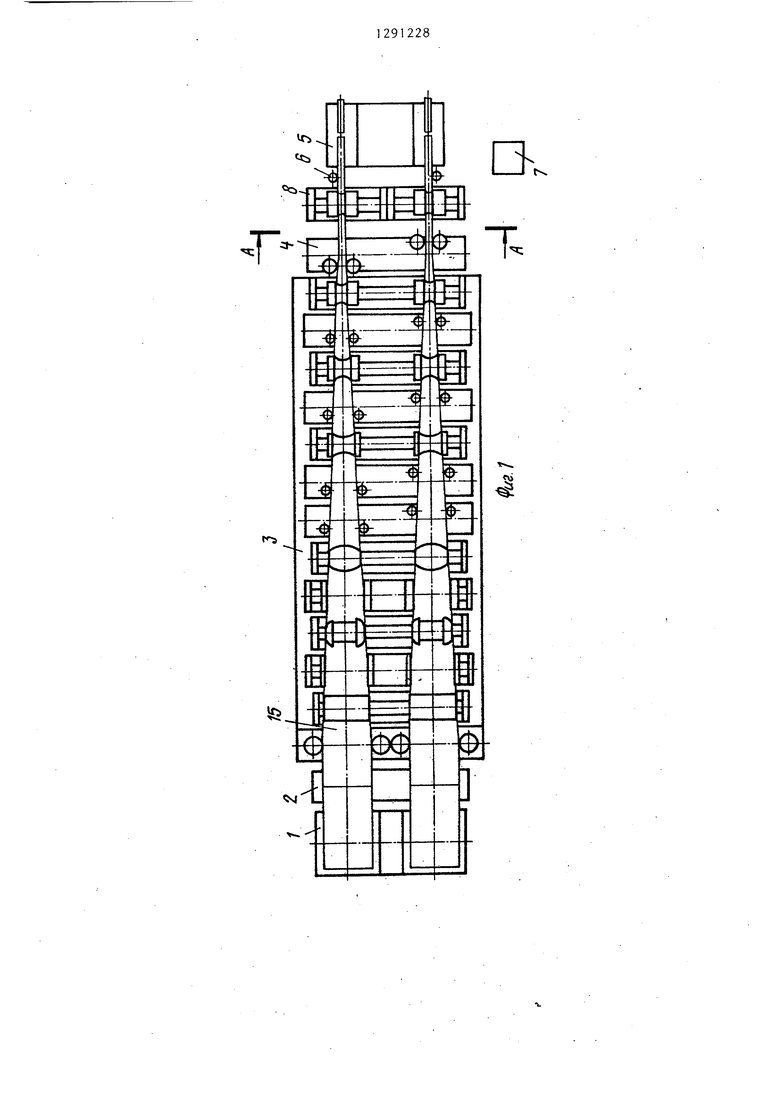
На фиг.I изображен стан, общий вид; на фиг.2 - разрез А-А на фиг. 1 на фиг.З - схема управления нажимными механизмами.
Формовочно-сварочный стан для изготовления прямошовных труб содержит две параллельные линии формовки и сварки, в каждой из которых последовательно установлены разматыва- тель 1 полосы, стыко-сварочное устройство 2, формовочные клети 3, сварочное 4 и отрезное 5 устройства
Перед отрезными устройствами в каждой линии установлены датчики 6 измерения скорости труб, сигналы от которых поступают в блок 7 измерения разности скоростей. .
Между сварочным устройством 4 и отрезным устройством 5 размещена дополнительная клеть 8, которая выполнена в виде установленных в направляющих 9 станины О по числу линий (в данном случае двух) тормозных вал ковых пар 11 и 12 с тормозными валками 13. Каждый тормозной валок 13 имеет возможность перемещения в радиальном относительно трубы направлении от нажимных механизмов 14, управление которыми осуществляется от блока 7 измерения разности скоростей.
Устройство работает следующим образом.
В каждой линии из разматывателя лента 15 подается в формовочные клет 3, где формуется в трубную заготовку, которая поступает в сварочное устройство 4, где сваривается, например, аргонодуговой сваркой.
Сваренные заготовки проходят через дополнительную клеть 8 и датчики 6 измерения скорости труб в каждой линии. Сигналы от датчиков б поступают в блок 7 измерения разности скоростей, где они сравниваются между собой и с номинально установленн
5
0
5
0
2282
скоростью. При появлении расхождения в значениях скоростей определяется величина отклонения (от номинальной) и сигнал из блока 7 подается на нажимные механизмы 14 той линии, где скорость отличается от номинальной. Нажимные механизмы 14, перемещая в радиальном направлении тормозные валки 13 тормозной пары данной линии, изменяют величину сил трения между тормозными валками 13 и трубной заготовкой и тем самым изменяют скорость последней до выравнивания в каждой линии.
Трубы со скоростью, соответствующей номинальной, поступают в отрезное устройство 5, производящее порезку на мерные длины двух труб одновременно, при этом длина отрезаемых труб одинаковая.
При значительной разнице скоростей стан отключается. Время для ликвидации неполадок, приводящих к остановке стана, сокращается, так как нет необходимости вырезать бракованные участки труб в виде петли, образуемой в результате нагона из- за разности в значениях скоростей.
Предлагаемый формовочно-свароч- ный стан для изготовления прямошовных труб по сравнению с известными позволяет повысить производительность и увеличить выход годного.
35
40
45
50
55
Формула изобретения
Формовочно-сварочный стан для изготовления прямошовных труб, содержащий две и более параллельные линии, в каждой из которых последовательно установлены формовочные клети, сварочное устройство, датчики измерения скорости перемещения трубной заготовки и отрезное устройство, отличающийся тем, что, с целью повышения производительности и увеличения выхода годного, он снабжен блоком измерения разности скоростей трубной заготовки в линиях а каждая линия снабжена дополнительной клетью, размещенной между сварочным и отрезным устройством и выполненной в виде тормозной валковой пары, одним из валков которой связан с на кимным механизмом с блоком измерения разности скоростей трубной заготовки в линиях.
/4
10
12faff
Г
ы
Jfl
w
Редактор Н.Тупица
Составитель Э.Ветрова Техред Л,0лейник
Заказ 68/10
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие,, г.Ужгород, ул.Проектная, 4
f I
у
nkH
Га
s
-//
Корректор Н Король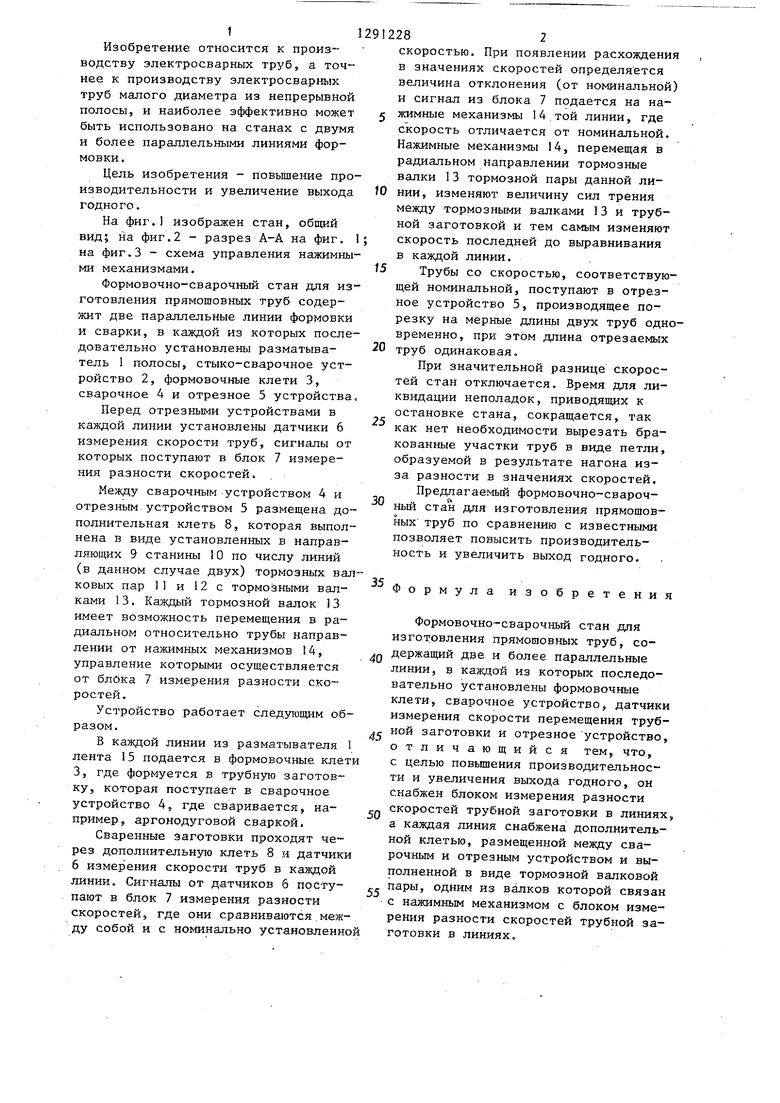
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ МЕРНОЙ ДЛИНЫ | 2000 |
|
RU2185910C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| Способ производства электросварных металлических труб с антикоррозионным покрытием | 1988 |
|
SU1637898A1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
Изобретение относится к области производства электросварных труб, в частности к формовочно-сварочным станам с двумя и более параллельными линиями для изготовления прямошовных труб. Целью изобретения является повышение производительности и увеличение выхода годного. При отклонении скорости трубы одной из линий от номинальной блоком измерения разности скоростей подается сигнал на нажимные механизмы валков тормозной клети соответствующей линии, сведением или разведением которых осуществляется выравнивание скоростей труб без остановки всего стана. Поступающие с одинаковой скоростью в отрезное устройство трубы одновременно разрезаются на отрезки одинаковой длины. При значительной разнице скоростей труб в линиях стаИ отключается. 3 ил. с SS (Л
| Формовочно-сварочный стан | 1974 |
|
SU519243A1 |
