СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ
Известен стан длй изготовлений прямоаюйпых труб из параллельно подаваемых листов, включающий устройство для подачи листов и последовательно установленные формовочные валковые клети с попарно формующими валками, число пар которых соответствует числу (юдаваемых листов.
Цель изобретения - создание станй для изготовления труб большого диаметра из трех листов конечных длин, который был ojj компактен и удобен в обслуживании, позволил бы повысить производительность, а также использование ходового листа стандартной шнрины.
В предлагаемом стане для производств-i прямошовных труб, содержащем две параллельных относительно оси формовки рольганга, рычаги для кантовки листов и носледовательно размещенпые на оси формовки клети с валками между рольгангами размещен третий рольганг с приводными роЛИками, установленными ниже уровня приводных роликог. упомянутых рольгангов, и в промежутка:; между роликами третьего рольганга размещены стойки с окнами для пропуска заготовок ио роликам этого рольганга, несущие на себе опору с равнонаклоненными к горизонтали роликами, а клети снабжены попарно фор мующими валками, установленными в каждой клети соответственно упомянуты.м равно)1йкЛОННеннЫм роЛйкам и роликам третьего рольганга в три ряда, равностоящие от оси формовки в каждой кйети.
Это обеспечивает HenpepbiSriyid сборк, фор|мовку и сварку листов конечных длин в олном компактном устройстве и повышение производительности.
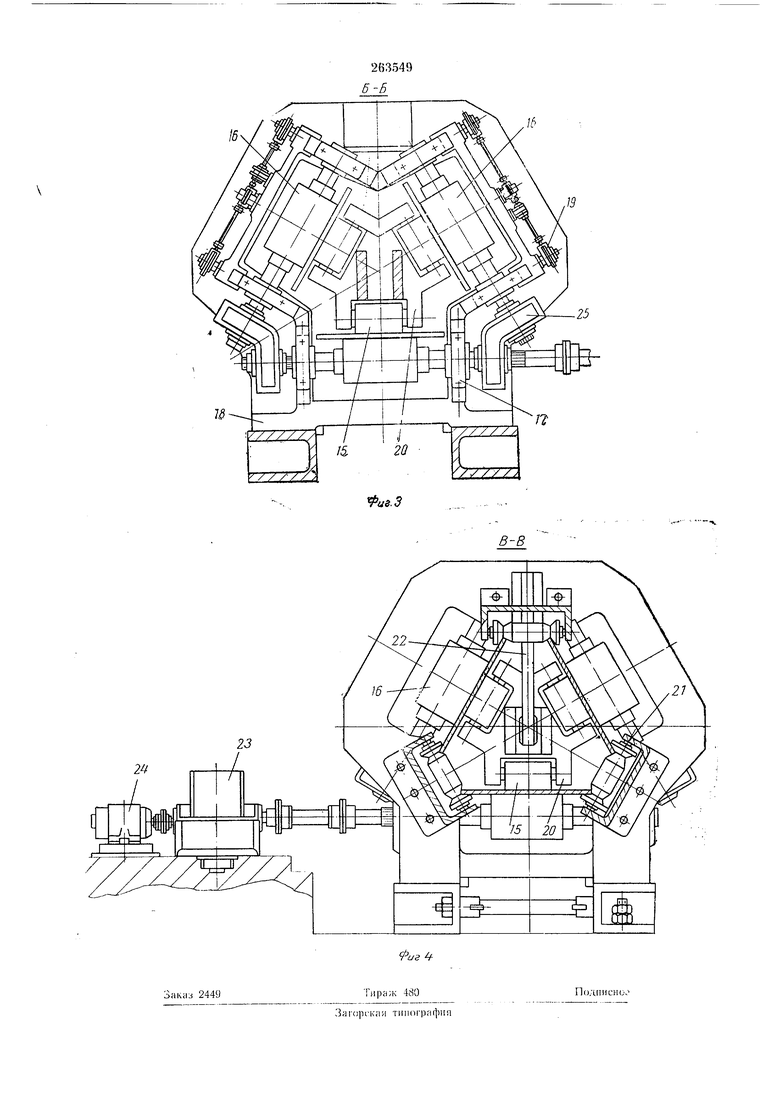
На фиг. 1 показан предлагаемый стйн длл производства прямошовных труб; па фнг. 2-то же в разрезе по А-А; на фиг. 3 - го же Н разрезе по Б-Б; на фиг. 4 то же в разрезе по В-В.
Стан содержит два рольганга 1 и 2 для приема листов 3 конечных длин. Между приводпыми роликами этих рольгангов установ.,;ены перекладывающие приводные рычаги 4. Между рольгангами размещен третий рольганг 5 с 1ФИВОДИЫМИ роликами, установленными ниже уровня приводных роликов рольгангов.
В промежутках между роликами третьего рольганга размещены стойки 6 с окнами 7 для пропуска листов но роликам этого роль ганга. На стойках укреплена опора 8 с равнонаклоненными к горизонтали роликами у.
Продольная ось рольганга 5 совмещена с осью формовочных валковых клетей 10. Каждая из этих клетей снабжена попарно формующими валками 15 и 16, размещенными гк, сторонам треугольника и одинаково удзленкаждой клети оси вращения формующих залков расположены под углом 60° по отнощению друг к другу.
Опоры валков заключены в подушки 17, которые перемещаются по направляющим плоскостям окон станины 18. Валки 16 регулируются механизмами 19. Валки 15 установлены в раме 20, прикрепленной к станнно IS при помощи ножей 21, проходящих через щель трубной заготовки.
Между клетями 10, 13 установлены на1:равляющие ролики 22. Формующие валки 16 каждой клети имеют индивидуальный привод, состоящий из редуктора 23, двигателя 24 и ко нических пар 25. Стан работает следующим образом.
Листы, прошедшие .правку, строжку кромок, обрезанные но торцам, состыкованные прихваточным швом в плети, например, длиной 24-36 м подаются на рольганги /, 2 и 5. Два листа с рольгангом посредством рычагов перекладываются на ролики 9. Листы принимают положение Д. Затем все три листа задаются в клети 10-13 и одновременно, проходя через парные формующие валки, постепенно формуются в цилиндрическую трубную заготовку с тремя продольными стыками, при этом направляющие ролики удерл ивают заготовки в симметричном положении относигельно оси формовки.
Плети до формовки могут на ходу стыковаться для обеспечения непрерывного процесса сварки.
В последней клети 14 заготовка принимает йкончательную форму трубы. Далее одновременно все три стыка разогреваются юками высокой частоты, обжимаются и свариваются.
После выхода из клети 14 производился отрезка труб по месту стыка листов.
Возможна предварительная сварка токамя высокой частоты одновременно всех трех швов на формовочно-сварочном устройстве.
Предмет изобретения
1. Стан для изготовления нрямошовных труб из параллельно подаваемых листов, включающий устройство для подачи листов и последовательно установленные формовочные валковые клети с попарно формующими валками, число пар которых соответствует числу подаваемых листов, отличающийся тем, что, с целью изготовления труб из трех листов, оч снабжен устройством для сборки листов в трубную заготовку, размещенным перед формовочными валковыми клетями. 2. Стан по п. 1, отличающийся тем, что попарно формующие валки размещены по сторонам треугольника и одинаково удалены от оси формовки.
3.Стан по пп. 1 и 2, отличающийся тем, что устройство для сборки листов выполнено в виде направляющих роликов, равнокаклоке1 ны,ч к горизонтали, установленных соответственнс: попарно формующим валкам в клети, и снабжено приводными кантующими рычагами для
укладки листов из горизонтального полол ения на направляющие ролики.
4.Стан по п. 1, отличающийся тем, что устройство для подачи листов выполнено в виде трех параллельных рольгангов, средний из которых смещен по высоте, а ролики крайних рольгангов на концах, обращенных к среднему рольгангу, выполнены желобчатыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОФОРМОВОЧНЫЙ СТАН | 1968 |
|
SU212966A1 |
| СПОСОБ НЕПРЕРБ1ВНОЙ ФОРМОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1970 |
|
SU265056A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| Линия для производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1754260A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| Формовочно-сварочный стан для изготовления прямошовных труб | 1986 |
|
SU1291228A1 |
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |

16
Ь
