(54) СВАРНОЕ СОЕДИНЕНИЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки | 1978 |
|
SU791481A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| Способ сварки плавлением (его варианты) | 1984 |
|
SU1265023A1 |
| Способ получения сварного соединения | 1985 |
|
SU1278143A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| Способ разделки стыкуемых кромок под сварку для соединения трубы и патрубка под прямым углом | 2019 |
|
RU2732846C1 |
1
Изобретение касается соединений сваркой, в частности соединения сваркой деталей моделей для испытания в аэродинамических трубах, причем геометрические размеры моделей выполняются с высокой точностью.
Известно соединение сваркой, содержащее соединяемые детали с разделенными кромками (одинаковой глубины по длине шва) и сварной шов.
Однако из-за неизбежного частичного расплавления материала соединяемых деталей и поэтому беспрепятственной усадки расплава при его остывании взаимное расположение деталей и их форма (геометрические размсры) обязательно изменятся.
Целью изобретения является уменьшение отклонений от взаимного расположения деталей и их формы до сварки, носле остывания расплава.
Это достигается тем, что кромки деталей обработаны по участкам на различную глубину и состыкованы таким образом, что участку с большей глубиной разделки на кромке одной детали соответствует участок с большей глубипой разделки на кромке другой детали, а участку с меньшей глубиной разделки на одной из кромок соответствует участок с мепьпJeй глубиной разделки другой кромки детали.
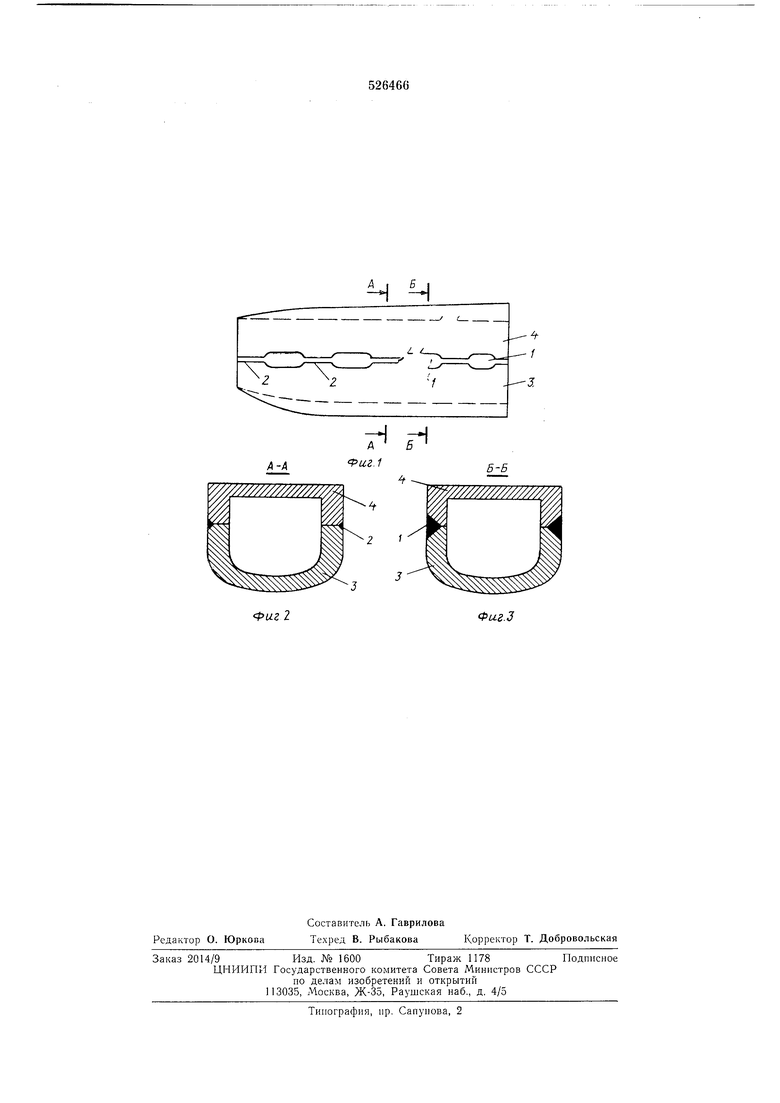
На фиг. 1 показано нредлагаемое сварное соединение, вид на шов чередуюш.ейся глубины; на фиг. 2 - сечение но А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
При сварке шов 1 большей, т. е. нормальной глубины, обеспечивает прочность соединения, пюв 2 меньшей глубины - герметичность, а нерасплавляемый торцовый стык под швом меньшей глубины препятствует сближению и, следовательно, изменениго взаимного расположения свариваемых деталей 3 и 4, нанример, взодухозаборника модели летательного аппарата по сравпепию с расположенпем до сварки.
Формула изобретен н я
Сварное еоедпнение, содержашее детали с разделанными до определенной глубины кромками, отличаюш,ееся тем, что, с целью уменьшения отклонения от взаимного расположения деталей и их формы, кромки деталей обработаны по участкам на различную глубину и состыкованы таким образом, что участку с большей глубиной разделки на кромке одной детали соответствует участок с большей глубиной разделки на кромке другой детали, а участку с меньшей глубиной разделки на одной из кромок соответствует участок с меньшей глубиной разделки другой кромки детали.
A-f(
Риг 2
Ч
Ри.г.1
Б-Б
///////////////
