18 в зависимости от диаметра трубной заготовки.
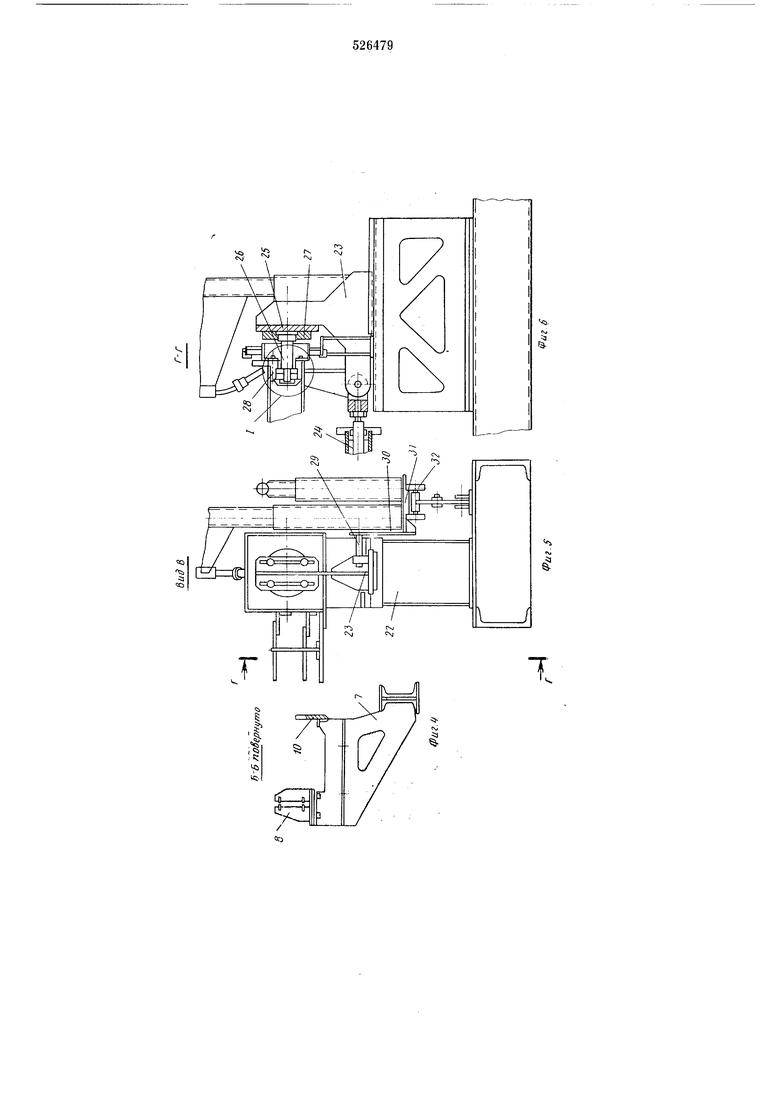
Натяжение втулочно-роликовых цепей 20, связывающих ролики 18 и 19, осуществляют звездочками 21, подвижно закрепленными в пазах. Механизм напрессовки 3 фланцев смонтирован на тумбе 22. Верхняя часть тумбы 22 имеет направляющие, в которых перемещается тележка 23 при помощи пневмоцилиндра 24. На верхней части тележки 23 имеется плита 25 с вертикальными продольными отверстиями под болты.
На валу 26, вставленном в накладку 27, установлена сменная оправка 28. Оправка 28 выполняется согласно диаметру трубы и фланца, может вращаться вокруг оси вала и допускает регулировочную настройку по высоте. Накладка 27 имеет выступ, которым заходит в паз плиты 25. Соединение накладки 27 н плиты 25 осуществлено болтами. При настройке оправки 28 по высоте накладка 27 перемещается по поверхности плиты в вертикальном направлении.
К основанию тележки 23 прикреплены два пальца 29, которые в.ходят в вертикальные пазы направляющей планки 30, прикрепленной к столику 31 механизма подъема и опускания 4 сварочных головок.
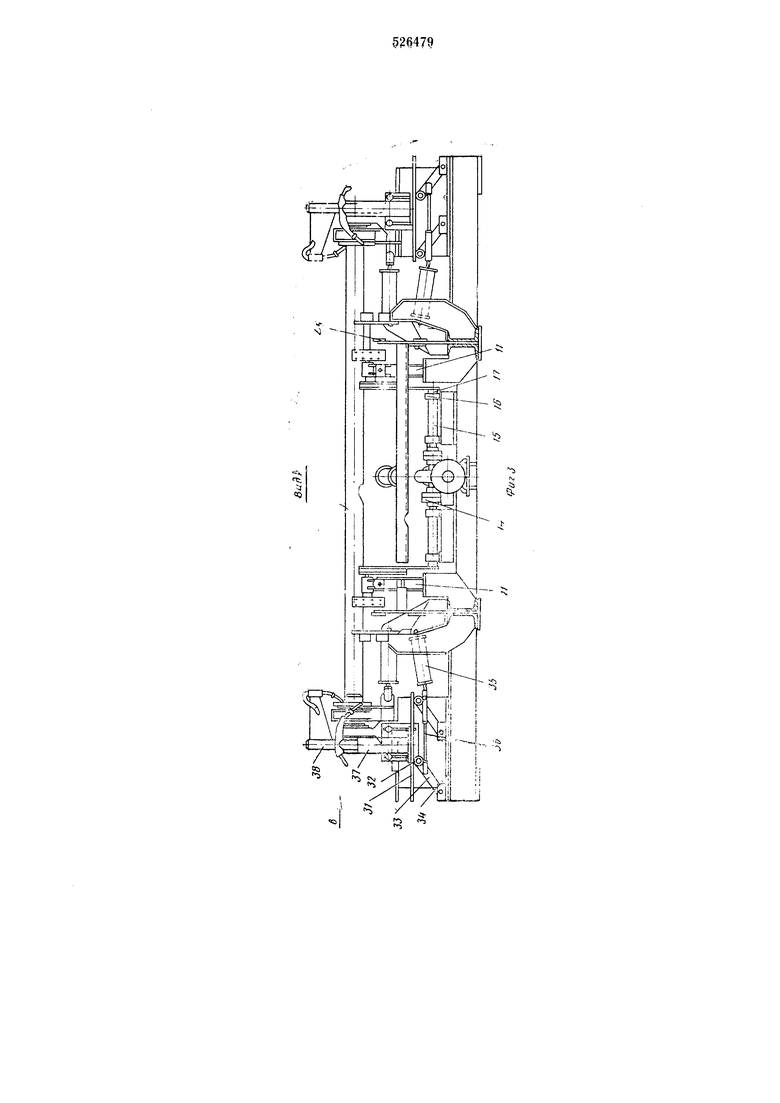
Механизм подъема и опускания 4 сварочных головок состоит из столика 31, перемещающегося по роликам 32, закрепленным на рычагах 33, щарнирно соединенных с опорной плитой 34. Рычаги 33 соединены между собой и пневмон.илиндром 35 тягой 36.
На столике 31 закреплены телескопические трубы 37 и 38, на которых смонтированы сварочные головки, одна из которых предназначена для приварки фланцев по наружному диаметру, а другая - по внутреннему.
Нерегружатель труб 5 состоит из рамы 39, перемещающейся в пазах роликов 40, закрепленных на подъемных рычагах 41.
Нодъемные рычаги 41 соединены между собой тягами 42 и щарнирно соединены при помощи пальцев со станиной 1. Горизонтальное перемещение рамы 39 в пазах роликов 40 осуществляется пневмоцилиндром 43, а вертикальное - ппевмоцилиндро.м 44.
К раме 39 прикреплены сменные гребенки 4-5, служащие для снятия трубных заготовок с транспортирующего ската и с роликового вращателя.
Сменные гребенки 45 имеют призматические вырезы, расстояния между которыми соответствуют расстояииям между осями сварочных постов и осью первой трубной заготовки на транспортирующем скате. Трубные заготовки от скатывания задерживаются кронштейнами 48, закрепленными на основании 1.
Предлагаемая установка работает следующим образом.
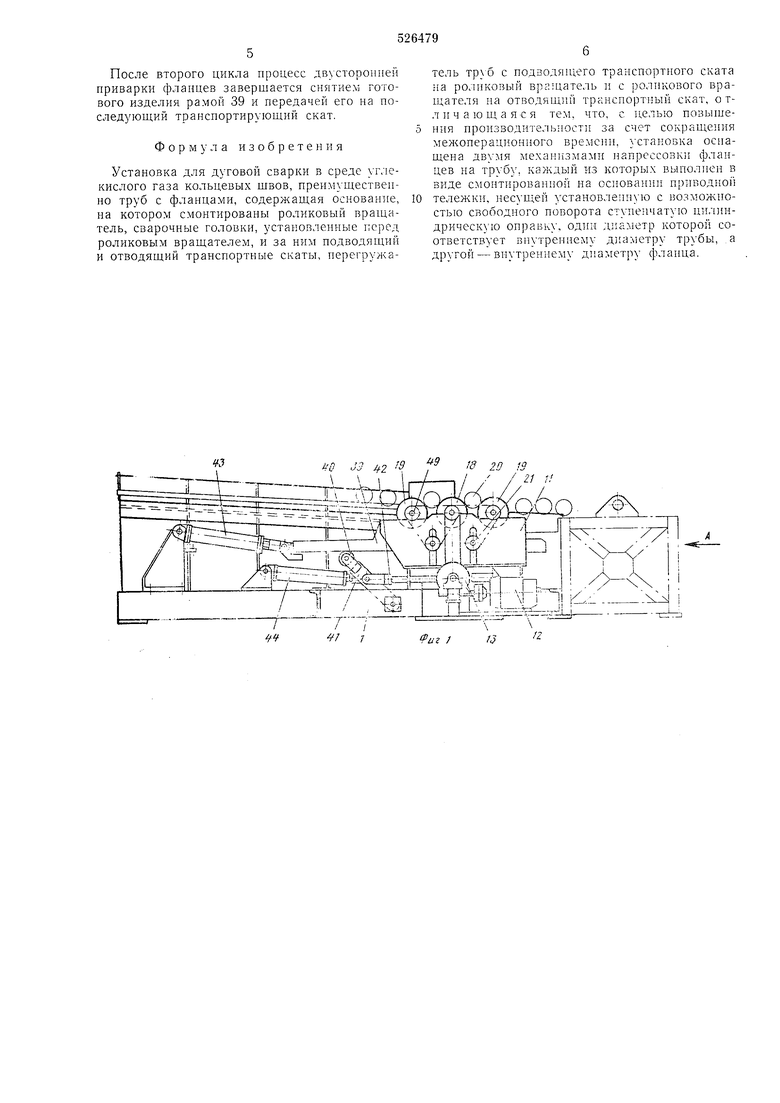
Подготовленные трубные заготовки укладывают на транспортирующие скаты 10, ручьи 8 заполняют флаицами. Первые фланцы фиксируются в приемниках 9. Переводят рукоятку 47 пульта управления 48 в положение «Пуск. Включается пневмоцилиндр 44, который с помощью тяг 42 и подъемпых рычагов 41 на роликах 40 поднимает раму 39 в верхнее положение, последняя гребенками 45 поднимает трубную заготовку над транспортирующим скатом 10.
Включается пневмоцилиндр 43, который перемещает раму 39 с трубной заготовкой на шаг, равный расстоянию между осью поднятой трубкой заготовки и осью механизма нанрессовки 3 фланцев.
Включается обратный ход пневмоцилиндра 44, который опускает раму 39 в нижнее положение. При опускании рамы 39 в нижнее положение трубная заготовка зависает между роликами вращателя 2.
Затем включается обратный ход пневмоцилиндра 43, который возвращает раму 39 в исходное положение; пневмоцилиндры 24 механизма напрессовки 3 фланцев перемещают посредством тележек 23 сменные оправки 28 и столики 31 со сварочными головками в направлении зоны сварки. Оправки 28 захватывают из приемников 9 фланцы, конической частью заходят в торцовые полости труб, центрируют, прижимают к роликам вращателя, напрессовывают на концы труб фланцы. Включаются пневмоцилиндры 35, которые посредством тяг 36 и рычагов 33 с роликами 32 опускают сварочные головки в рабочее (нижнее) положение непосредственно в зону сварки.
Включается электродвигатель 12, который осуществляет вращение трубной заготовки с заданной скоростью по следующей кинематической цепи: червячный редуктор 13, упругие муфты 14, валы 15, звездочки 17, втулочно-роликовые цепи 20, звездочки 49, ролики 18 и 19. Включается привод сварочных головок 6 приварки фланцев по наружному диаметру, который подает проволоку в зону сварки. Одиовременпое зажигание сварочных дуг осуществляется осцилляторами, встроенными в пульт управления 48.
После соверщения трубной заготовкой полного оборота отключается электродвигатель 12 и вращение трубной заготовки прекращается.
Отключается привод сварочных головок 6, гасятся сварочные дуги, прекращается подача сварочиой проволоки в зону сварки.
Включаются пневмоцилиндры 35, которые поднимают сварочные головки.
Включаются пневмоцилиндры 24 на обратный ход, которые церемещают оправки 28 и сварочные головки в исходное положение.
На этом первый цикл работы установки заверщается.
Второй цикл начинается включением тех же самых механизмов и в той последовательности, ио с той разницей, что во втором цикле осуществляется приварка фланцев как по наружному, так и по внутреннему диаметрам.
После второго цикла процесс двусторонней приварки флапцев завершается снятием готового изделия рамой 39 и передачей его па последующий транспортирующий скат.
Формула изобретения
Установка для дуговой сварки в среде углекислого газа кольцевых щвов, преим щественпо труб с флапцами, содержащая основание, на котором смонтированы роликовый вращатель, сварочные головки, установленные перед роликовым вращателем, и за ним подводящий и отводяпл,ий транспортные скаты, нерегружатель труо с подводящего транспортного ската на роликовый вращатель и с ролпкового врап ателя на отводящий транспортный скат, отличающаяся тем, что, с целью повьпиения производительности за счет сокращения межоперациониого времени, лстанозка оснащена двумя механизмами напрессоБки ф,1анцев на трубу, каждый из которых вьлполнен в виде смонтированной на основании приводно тележки, несущей установленпую с возможностью свободного поворота стунеичатую цилиндрическую оправку, один Д1;аметр которой соответствует внутреннему диаметру трубы, а другой - виутреннему днаметру фланца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| УСТРОЙСТВО для АВТОМАТИЧЧЕСКОЙ СВАРКИ | 1971 |
|
SU292746A1 |
| Устройство для сборки и сварки обечаек с фланцами | 1982 |
|
SU1082599A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Установка для газоэлектрической сварки | 1960 |
|
SU134355A1 |


/Т / -щ U ЯЩЙ . .. 1
Ч),
fvj
I
,
