2. Устройство по п. 1, отличающееся тем, что оно снабжено формирующим механизмом, выполненным в виде двух шарнирно установленных на основании зажимных рычагов
и привода их синхронного поворота, при этом опора для обечайки выполнена в виде цилиндрической оправки, установленной с возможностью вращения.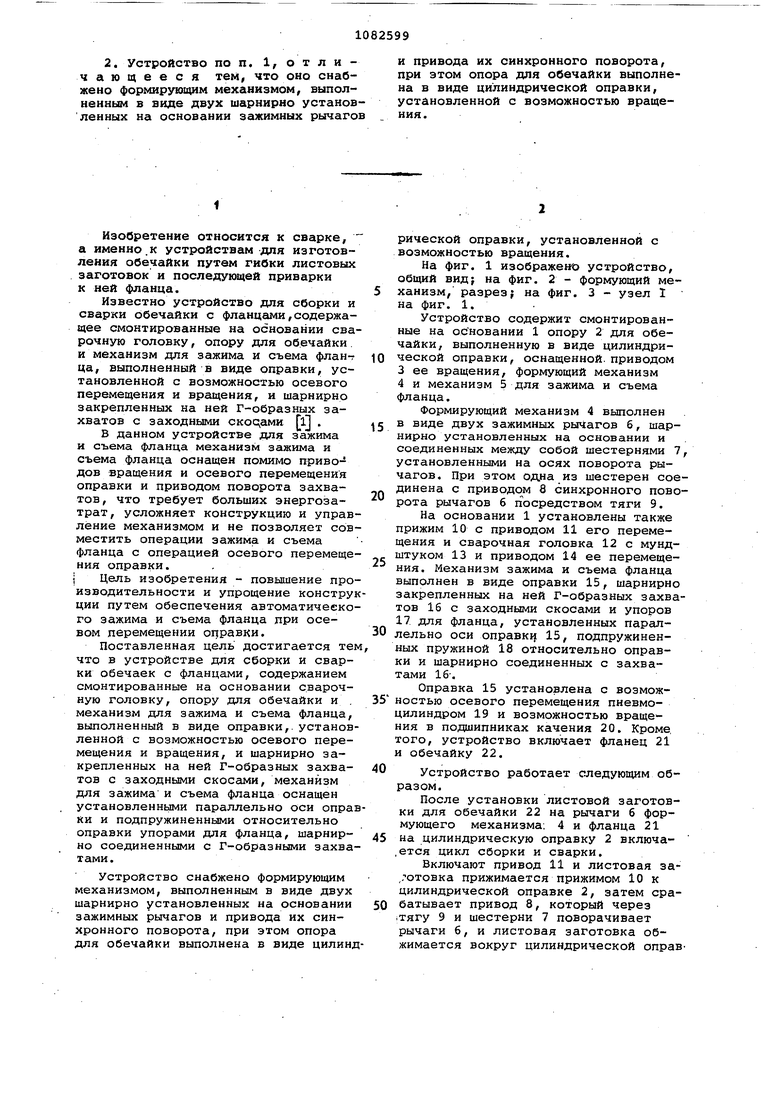

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Устройство для приварки пластин к продольным балкам | 1982 |
|
SU1074695A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Устройство для приварки патрубков и фланцев к сосудам | 1988 |
|
SU1590291A1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Установка для приварки ребер к трубе | 1978 |
|
SU772775A1 |
| Зажимное устройство | 1984 |
|
SU1143559A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ОБЕЧАЕК С ФЛАНЦАМИ, содержащее смонтированные на основании сварочную головку, опору для обечайки и механизм для зажима и съема фланца. выполненный в виде оправКи, установленной с возможностью осевого перемещения и вращения, и шарнирйо закрепленных на ней Г-образных захватов с заходными скосами, отличающееся тем, что, с цель.ю повышения, производительности и упрощения конструкции путем обеспечения автоматического зажима и съема фланца при осевом перемещении оправки, механизм для зажима и съема фланца оснащен установленными параллельно оси оправки и подпружиненными отно-. сительно оправки упорами для фланца шарнирно соединенными с .Г-образными захватами.
Изобретение относится к сварке, а именно.к устройствам для изготовления обечайки путем гибки листовых заготовок и последующей приварки к ней фланца.
Известно устройство для сборки и сварки обечайки с фланцами,содержащее смонтированные на основании сварочную головку, опору для обечайки и механизм для зажима и съема флант ца, выполненный в виде оправки, установленной с возможностью осевого перемещения и вращения, и шарнирно закрепленных на ней Г-образных захватов с заходными скоцами l .
В данном устройстве для зажима и съема фланца механизм зажима и съема фланца оснащен помимо приводов вращения и осевого перемещения оправки и приводом поворота захватов, что требует больших энергозатрат, усложняет конструкцию и управление механизмом и не позволяет совместить операции зажима и съема фланца с операцией осевого перемещения оправки. . Цель изобретения - повышение производительности и упрощение конструкции путем обеспечения автоматического зажима и съема фланца при осевом перемещении отправки.
Поставленная цель достигается тем что в устройстве для сборки и сварки обечаек с фланцами, содержанием смонтированные на основании сварочную головку, опору для обечайки и . механизм для зажима и съема фланца, вьтолненный в виде оправки,, установленной с возможностью осевого перемещения и вращения, и шарнирно закрепленных на ней Г-образных захватов с заходными скосами, механизм для зажима и съема фланца оснащен установленньми параллельно оси оправки и подпружиненными относительно оправки упорами для фланца, шарнирно соединенными с Г-образными захватами.
Устройство снабжено формирующим механизмом, выполненным в виде двух шарнирно установленных на основании зажимных рычагов и привода их синхронного поворота, при этом опора для обечайки выполнена в виде цилиндрической оправки, установленной с возможностью вращения.
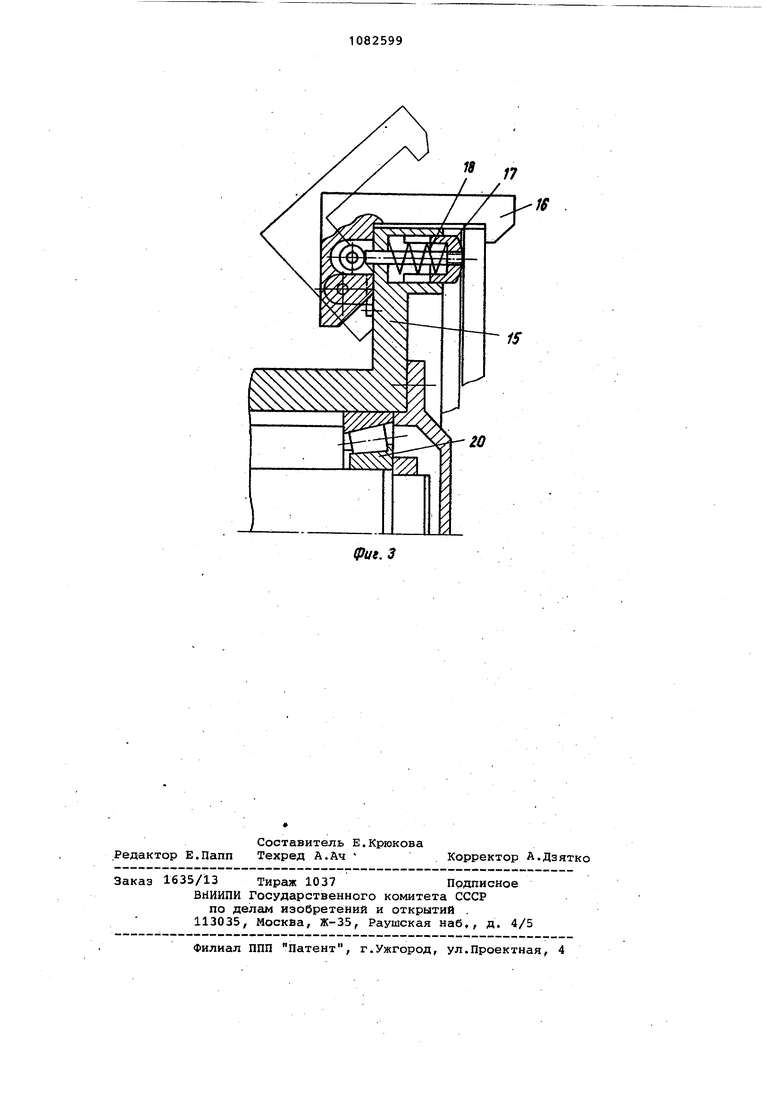
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - формующий механизм, разрез; на фиг. 3 - узел 1 на фиг. 1.
Устройство содержит смонтированные на основании 1 опору 2 для обечайки, выполненную в виде цилиндрической оправки, оснащенной, приводом
3ее вращения, формующий механизм
4и механизм 5 для зажима и съема фланца.
Формирующий механизм 4 выполнен в виде двух зажимных рычагов б, шарнирно установленных на основании и соединенных между собой шестернями 7 установленными на осях поворота рычагов. При этом одна из шестерен соединена с приводом 8 синхронного поворота рычагов 6 пЪсредством тяги 9.
На основании 1 установлены также прижим 10 с приводом 11 его перемещения и сварочная головка 12 с мундштуком 13 и приводом 14 ее перемещения. Механизм зажима и съема фланца выполнен в виде оправки 15, шарнирно закрепленных на ней Г-образных захватов 16 с заходными скосами и упоров 17 для фланца, установленных параллельно оси onpaBKij 15, подпружиненных пружиной 18 относительно оправки и шарнирно соединенных с захватами 16.
Оправка 15 установлена с возможностью осевого перемещения пневмоцилиндром 19 и возможностью вращения в подшипниках качения 20. Кроме, того, устройство включает фланец 21 и обечайку 22.
Устройство работает следующим образом.
После установки листовой заготовки для обечайки 22 на рычаги б формующего механизма. 4 и фланца 21 на цилиндрическую оправку 2 включа,ется цикл сборки и сварки.
Включают привод 11 и листовая за,.-отовка прижимается прижимом 10 к цилиндрической оправке 2, затем срабатывает привод 8, который через .тягу 9 и шестерни 7 поворачивает рычаги 6, и листовая заготовка обжимается вокруг цилиндрической опра ки 2, в конце обжатия срабатывает пневмоцилиндр 19 и оправка 15 перемещается в осевом направлении, прижимает фланец 21 к торцу листовой заготовки,-при этом упор 17, упираясь во фланец 21, отводит захваты 16, сжимая пружину 18. Включается привод 14 перемещения сварочной головки 12 с мундштуком 13 По окончании сварки продольного шва на стыке листовой заготовки срабатывают приводы 11 и 8, отводятся прижим 10 и рычаги 6, включается при вод 3 вращения оправки 2 и производится приварка фланца к обечайке. После приварки отключается свароч ная головка 12,привод 14 возвращает ее в исходное положение и включается пневмоцилиндр 19, который отвоZ2
22
фиг. 2 дит оправку 15. этом, в начале хода пружина 18 толкает упор 17 и поворачивает захваты 16, которые зажимают фланец 21 и снимают его вместе с обечайкой 22 с цилиндрической оправки 2. На.этом автоматический ре жим кончается, оператор снимает обечайку с фланцем с вправки и укладывает новые детали. Оснащение механизма для зажима и съема фланца упорами, соединенными захватами, позволяет при осевом пере мещении оправки производить автоматический зажим и съем фланца, что повь шает производительность и упрощает конструкцию по сравнению с базовым объектом, в качестве которого приня:) прототип.
IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР W 761211, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
